Технологические операции штамповки
| Загрузить архив: | |
| Файл: ref-20253.zip (56kb [zip], Скачиваний: 108) скачать |
Технологические операции штамповки
Горячая штамповка.
При горячей штамповке в качестве штамповочных агрегатов применяются штамповочные молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины с вертикальными горизонтальным разъемами, ковочные вальцы, раскаточные машины и т.д. Каждый из перечисленных агрегатов обладает своими особенностями, требующими тех или иных конструктивных изменений средств автоматизации.
Процессы горячей штамповки, осуществляемые на перечисленном оборудовании, состоят, как правило, из нескольких переходов (операций), располагаемых в определенной последовательности. Изделия могут перемещаться в горизонтальной и вертикальной плоскостях, а на отдельных операциях еще дополнительно и вокруг своей оси. При применении некоторых машин не удается обеспечить условия поточности. Например, подкатку заготовок на одноклетьевых ковочных вальцах, штамповку на горячештамповочных прессах и др. Некоторые виды штамповочных операций осуществляются с удерживанием заготовки в процессе ее формоизменения.
Все перечисленное значительно затрудняет разработку универсальных средств автоматизации, которые, как правило, используются только для определенных видов оборудования, а чаще для конкретного технологического процесса.
В условиях автоматизации процессов горячей штамповки особенно важно, чтобы разработка технологии, конструирование средств автоматизации, усовершенствование отдельных узлов оборудования (в первую очередь выталкивателей) проводились совместно, т.е. обязательно выполнялись бы общие требования автоматизации.
Эффективность автоматизации в условиях горячей штамповки определяется в первую очередь рациональностью выбора штамповочного оборудования. Например, применение штамповочного молота не исключает возможности использования средств автоматизации, однако из-за ударных и вибрационных нагрузок, сопровождающих процесс формоизменения, средства автоматизации приходится устанавливать около молота на самостоятельном основании. При этом возникают дополнительные трудности, связанные с обеспечением устойчивой соосности между ручьями инструмента и захватного органа средств автоматизации, т.е. с обеспечением точности подачи.
Выше говорилось о трудностях при автоматизации ковочных вальцев с возвратно-поступательным движением заготовок. Если использовать многоклетьевые ковочные вальцы с прямоточным движением заготовки, то для автоматизации можно применить простейшее толкающее устройство, вводящее заготовку в зону действия валков.
Схема автоматизации трехклетьевых вальцев показана на рисунке. Рабочие клети I - III смонтированы на общей плите 8 и имеют привод от общего шлицевого вала 6. В каждой клети есть зубчатый перебор для привода вальцев и радиальная регулировка валков. Расстояние между рабочими клетями может регулироваться в зависимости от длины вальцуемой заготовки. На валу 6 расположены фрикционные муфта 1 и тормоз 7. В верхней части рабочих клетей закреплена направляющая 3 для толкающего подающего устройства 4 с откидным захватным органом 5 толкающего типа, имеющим электрический привод. Между рабочими клетями установлены направляющие лотки 2, по которым перемещается заготовка от одной клети к другой.
|
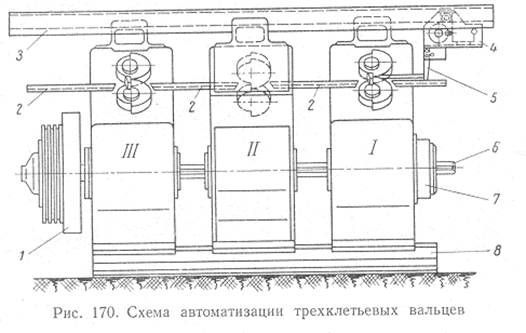
Нагретая заготовка подается к рабочей клети по лотку непосредственно от нагревательного устройства. Заготовка, касаясь электрического контакта, включает электродвигатель привода подающего устройства 4. Захват 5 перемещает заготовку до упора, расположенного на инструменте первой пары вальцев. Как только достигается правильное положение заготовки, вальцы автоматически включаются, заготовка деформируется и вальцы после одного оборота останавливаются. Подающее устройство 4 вновь толкает заготовку к следующей паре вальцев, рабочий цикл повторяется.
После окончания рабочего цикла подающее устройство 4 с отведенным в сторону захватом 5 возвращается в исходное положение для подачи следующей заготовки. Если при подаче заготовки возникают какие-либо неполадки, то приводные катки устройства 4 проскальзывают по направляющим 3.
Возможности автоматизации процессов горячей штамповки расширяются при применении кривошипных горячештамповочных прессов, особенно с дезаксиальным расположением оси кривошипного вала относительно оси ползуна. На таких прессах при расположении ручьев штампа перпендикулярно оси кривошипного вала удается избежать нарушения поточности, а, следовательно, появляется возможность запроектировать более надежные и простые средства автоматизации.
Из рассмотрения структурных схем видно, что полностью автоматизированные машины оснащаются следующими средствами автоматизации: питающим (которое по отношению к предыдущей машине может выполнять роль удаляющего устройства), подающим, передающим и удаляющим устройствами.
На, участках штамповки применяются те же конструкции питающих и удаляющих устройств, что и на участках нагрева, т. е. транспортеры, лотки и механические руки. Конструкции подающих и передающих устройств во многом зависят от типа штамповочногоагрегата. Применительно к горячей штамповке различают следующие их разновидности: толкающие подачи, подъемники, револьверные и грейферные подачи, механические руки и манипуляторы.
Холодная штамповка.
Наряду с заготовками из непрерывного материала в кузнечно-штамповочном производстве изделия часто штампуются из штучной листовой и объемной заготовки. Многообразие способов и видов штамповки, особенно из штучной заготовки, когда контуры последней соответствуют особенностям формы изделия, позволяет получать внешние и внутренние формы (контуры), которые по своему разнообразию не уступают изделиям, получаемым другими методами (литьем, резанием), но значительно превосходят их по производительности, экономии металла, снижению себестоимости и возможностям автоматизации.
|
Особенности технологических процессов штамповки из штучных заготовок вызывают необходимость осуществления непрерывно протекающего процесса ориентации заготовок и периодичности подачи их в рабочую зону технологического агрегата.
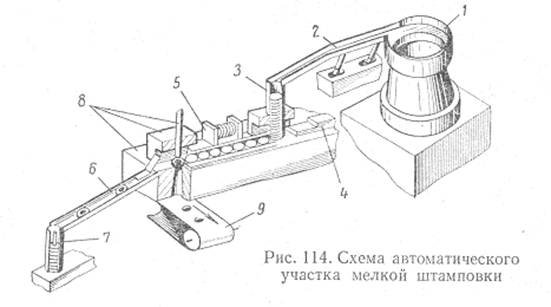
На рисунке показана схема автоматического участка штамповки шайб (пробивка отверстия). Заготовки (кружки) наваломзасыпаются в бункер 1, ориентируются в нем и по лотку 2 подаются в специальный накопитель 3. Из накопителя подающее устройство 4 шиберного типа подает заготовки непосредственно на рабочую позицию в штамп 8, где осуществляется пробивка отверстия. Деталь после пробивки остается на пуансоне и после ее специальным съемником выносится толкателем 5 на лоток 6 и попадает в стапелирующее устройство 7. Отходы (просечки) специальным транспортером 9 выносятся из рабочей зоны пресса.