Расчет ленточного конвейера для литейного цеха
| Загрузить архив: | |
| Файл: ref-23888.zip (122kb [zip], Скачиваний: 219) скачать |
Исходные данные
Расчетная производительность Q, т/ч – 130
Угол наклона конвейера 
Длина конвейера L, м – 130
Угол наклона боковых роликов 
Груз – Формовочная смесь
Приводной барабан – Футерованный резиной
Размер кусков груза а, мм – 10-60
Угол обхвата лентой приводного барабана
Список литературы
1.Булгакова А.И., Коновалова Ю.И. Механическое оборудование литейных цехов и заводов: Метод. указания к курсовой работе;
2.Зеленский Ю. А., Петров А.С. Справочник по проектированию ленточных конвейеров;
3.Плавинский В.Н.Машины непрерывного троанспорта
4.Спиваковский А.О., ДьячковВ.К. Транспортирующие машины: Уч. пособие;
5.ШахмейстерЛ.Г., Дмитриев В.Г. Теория и расчет ленточных конвейеров
Введение
Роль и значение транспортирующих машин
Пo принципу действия подъемно-транспортные машины разделяют на две самостоятельные конструктивные группы: машины периодического и непрерывного действия. К первым относятся грузоподъемные краны всех типов, лифты, средства напольного транспорта (тележки, погрузчики, тягачи), подвесные рельсовые и канатные дороги (периодического действия), скреперы и другие подобные машины, а ко вторым (их также называют машинами непрерывного транспорта и транспортирующими машинами) — конвейеры различных типов, устройства пневматического и гидравлического транспорта и подобные им транспортирующие машины.
Машины периодического действия характеризуются периодической подачей грузов, перемещением их отдельными порциями, обусловленными грузоподъемностью машины. При этом загрузка и разгрузка производятся при остановке машины и лишь иногда на ходу, во время перемещения груза.
Цикл работы машины периодического действия состоит из остановки для захвата (подъема) груза, движения с грузом, остановки для освобождения от груза и обратного движения без груза, т. е. из попеременно возвратных движений c остановками.
Машины непрерывного действия характеризуются непрерывным перемещением насыпных или штучных грузов по заданной трассе без остановок для загрузки или разгрузки. Перемещаемый насыпной груз располагается сплошным слоем на несущем элементе машины — ленте или полотне или отдельными порциями в непрерывно движущихся последовательно расположенных на небольшом расстоянии один от другого ковшах, коробах и других емкостях. Штучные грузы перемещаются также непрерывным потоком в заданной последовательности один за другим. При этом рабочее (с грузом) и обратное (без груза) движения грузонесущего элемента машины происходят одновременно. Благодаря непрерывности перемещения груза, отсутствию остановок для загрузки и разгрузки и совмещению рабочего и обратного движений грузонесущего элемента машины непрерывного действия имеют высокую производительность, что очень важно для современных предприятий с большими грузопотоками. Например, современный ленточный конвейер на открытых разработках угля может транспортировать до 30000 т/ч вскрышной породы, обеспечивая загрузку десяти железнодорожных вагонов за 1 мин.
Основное назначение машин непрерывного действия — перемещение грузов по заданной трассе. Одновременно с транспортированием грузов они могут распределять их по заданным пунктам, складировать, накапливая в обусловленных местах, перемещать по технологическим операциям и обеспечивать необходимый ритм производственного процесса.
Особую группу транспортирующих машин и установок составляют работающие совместно с ними вспомогательные устройства: питатели, весы, погрузочные машины, бункера, затворы, дозаторы, желоба и т. п.
Высокопроизводительная работа современного предприятия невозможна без правильно организованных и надежно работающих средств промышленного транспорта. Например, на машиностроительном заводе получают и распределяют по цехам сотни тонн металла, топлива, полуфабрикатов и готовых изделий смежных производств и отправляют из цехов готовую продукцию и отходы производства. К доменным печам металлургического комбината ежедневно подают тысячи тонн агломерата, флюсов, кокса, а от печей отвозят в другие цеха и на склады готовый металл. Из угольной шахты, карьеров открытых разработок ежедневно транспортируют тысячи тонн добытого угля и вскрышной породы. Эти перемещения грузов на предприятиях выполняются средствами промышленного транспорта.
Промышленный
транспорт по территориальному признаку разделяют на внешний и внутренний
(внутризаводской). Внешний транспорт предназначен для доставки извне на
предприятие сырья, топлива, полуфабрикатов, готовых изделий смежных
производств и прочих исходных материалов производства и вывоза с предприятия
готовой продукции и отходов. Эти операции выполняются средствами
железнодорожного, водного, автомобильного и воздушного транспорта. При характерном
для современных условий расположении перерабатывающих и энергетических предприятий
вблизи источников сырья (до 10 —
Внутренний (внутризаводской) транспорт включает межцеховой и внутрицеховой
транспорт. Межцеховой транспорт предназначен для распределения поступающих
грузов по предприятию и между цехами (например, между заготовительными и
обрабатывающими, механическими и сборочными) и складами (рис. 1.1). Выбор
средства межцехового
транспортирования определяется
главным образом масштабом и родом производства. На современных предприятиях с
массовым и крупносерийным производством межцеховое транспортирование
осуществляется в основном конвейерами. Для таких предприятий характерна
организация сквозного транспортирования, объединяющего межцеховые и
внутрицеховые функции, т. е. ввод межцехового конвейера непосредственно в цех,
исключая промежуточные перегрузки.
На предприятиях серийного производства операции межцехового транспортирования выполняются также самоходными тележками и тягачами различного типа, средствами местного железнодорожного (широкой и узкой колеи) и автомобильного транспорта. На предприятиях тяжелого и энергетического машиностроения с тяжелыми и крупногабаритными грузами межцеховые операции выполняются преимущественно железнодорожным транспортом.
Внутрицеховой транспорт предназначен для передачи грузов внутри цехов между отделениями, внутренними складами, отдельными агрегатами автоматических линий и рабочими местами по технологическому процессу производства, для межоперационного перемещения грузов-изделий при поточном методе производства.
Операции внутрицехового транспортирования на современных предприятиях выполняются преимущественно конвейерами различного типа и только на отдельных Предприятиях серийного производства с небольшими грузопотоками применяют тележки и грузоподъемные краны.
На современном предприятии транспортные и технологические линии взаимосвязаны и представляют собой единую производственную систему. Правильная организация и бесперебойная работа межцехового и внутрицехового транспорта являются таким же обязательным условием успешной работы предприятия, как и рациональная организация производственных процессов.
Количество грузов, перемещаемых на современном предприятии, велико: например, грузопоток доменной печи составляет до 2000 т/ч различных грузов при круглосуточной работе; на районной электростанции средней мощности должна круглосуточно обеспечиваться подача к топкам до 350 т/ч угля; грузопоток литейного цеха среднего машиностроительного завода составляет до 2000 т/ч различных грузов. Перемещение такого количества грузов может быть обеспечено только системой высокопроизводительных конвейеров.
Современное массовое и крупносерийное производство продукции разнообразных отраслей промышленности выполняется поточным методом с широким использованием автоматических линий. Поточный метод производства и работа автоматической линии основаны на конвейерной передаче изделий от одной технологической операции к другой; необходимые операции с изделиями (закалка, отпуск, очистка, охлаждение, окраска, сушка, упаковка и т. п.) последовательно выполняются на движущемся конвейере. Следовательно, конвейеры являются составной и неотъемлемой частью современного технологического процесса — они устанавливают и регулируют темп производства, обеспечивают его ритмичность, способствуют повышению производительности труда I и увеличению выпуска продукции. Конвейеры являются основными средствами комплексной механизации и автоматизации транспортных и погрузочно-разгрузочных работ и поточных технологических операций.
Конвейеры на современных предприятиях применяют в качестве: 1) высокопроизводительных транспортных машин, передающих грузы из одного пункта в другой на участках внутризаводского и в ряде случаев — внешнего транспорта; 2) транспортных агрегатов мощных перегрузочных устройств (например, мостовых перегружателей, отвалообразователей и т. п.) и погрузочно-разгрузочныхмашин; 3) машин для перемещения грузов-изделий по технологическому процессу поточного производства от одного- рабочего места к другому, от одной технологической операции к другой, устанавливающих, организующих и регулирующих темп производства и совмещающих, в ряде случаев, функции накопителей (подвижных складов) и распределителей грузов-изделий по отдельным технологическим линиям; 4) машин и передаточных устройств в технологических и автоматических линиях изготовления и обработки деталей и сборочных единиц изделий. Тесная связь конвейеров с общим технологическим процессом производства обусловливает их высокую ответственность. Нарушение работы хотя бы одного конвейера в общей транспортно-технологической системе вызывает нарушение работы всего комплекса машин системы и предприятия в целом. Любая автоматическая технологическая система не может работать при неисправности транспортных агрегатов. Следует также иметь в виду, что конвейеры по транспортно-технологическому назначению, как правило, не имеют дублеров. Следовательно, транспортирующие машины непрерывного действия являются исключительно важными и ответственными звеньями оборудования современного предприятия, от действия которых во многом зависит успех его работы. Эти машины должны быть надежными, прочными и долговечными, удобными в эксплуатации и способными работать в автоматическом режиме.
Основные виды транспортирующих машин
Составление обобщенной классификации транспортирующих машин затруднительно, так как области их применения очень обширны, а конструкции исключительно разнообразны, поэтому наиболее целесообразно классифицировать их по отдельным характерным признакам (рис. 1.2). Однако почти каждыйиз указанныхтиповмашин имеет, в свою очередь, конструктивные разновидности.
По способу передачи перемещаемому грузу движущей силы различают транспортирующие машины, действующие при помощи механического привода (электрического, гидравлического, пневматического), самотечные (гравитационные) устройства, в которых груз перемещается под действием собственной силы тяжести, устройства пневматического и гидравлического транспорта, в которых движущей силой являются соответственно поток воздуха или струя воды. Особую группу представляют машины для транспортирования раскаленного жидкого металла под действием электродинамических сил бегущего электромагнитного поля (индукционные насосы), а также конвейеры для перемещения сыпучих ферромагнитных грузов в бегущем магнитном поле.
По характеру приложения движущей силы и конструкции транспортирующие машины разделяют на машины с тяговым элементом (лентой, цепью, канатом, штангой) для передачи движущей силы и без него.
Тяговый элемент имеют ленточные, пластинчатые, скребковые, ковшовые, люлечные, тележечные грузоведущие, подвесные, штанговые и шагающие конвейеры, эскалаторы и элеваторы. Их характерной особенностью является движение груза вместе с тяговым элементом на рабочей ветви. К машинам без тягового элемента относятся винтовые, качающиеся (вибрационные) и роликовые конвейеры и вращающиеся транспортные трубы. Их характерной особенностью является поступательное движение транспортируемого груза при вращательном или колебательном движении рабочих элементов машины.
По роду перемещаемых грузов различают машины для насыпных и для штучных грузов, однако большинство машин непосредственно или при некотором изменении конструкции могут транспортировать те и другие грузы.
По направлению и трассе перемещения грузов транспортирующие машины разделяют на три группы. Машины первой группы — вертикально замкнутые. Они располагаются в одной вертикальной плоскости и перемещают грузы по трассе, состоящей из одного прямолинейного отрезка (горизонтального, наклонного или вертикального) или из сочетания нескольких отдельных прямолинейных отрезков (горизонтального и наклонного, горизонтального и вертикального, и т. п.) (рис. 1.3, а). Машины второй группы — горизонтально замкнутые. Они располагаются в одной горизонтальной плоскости на одном горизонтальном уровне по замкнутой трассе разнообразного очертания (рис. 1.3,6). Машины третьей группы — пространственные. Они располагаются в пространстве и перемещают грузы по сложной пространственной трассе с горизонтальными, наклонными и вертикальными участками (рис. 1.3, в).
Современное стремление иметь наиболее эффективный транспорт без перегрузок от начального до конечного пунктов с учетом местных условий обусловило заметное расширение машин третьей группы. Созданы и эксплуатируются пространственные (изгибающиеся) скребковые, пластинчатые, ленточные, тележечные конвейеры.
По характеру движения грузонесущего (рабочего) элемента машины различают конвейеры с непрерывным и периодическим (пульсирующим) движениями. В зависимости от типа и конструкции конвейера его грузонесущий элемент может иметь поступательное, возвратно-поступательное, вращательное и колебательное движения.
В транспортирующих машинах используются следующие способы перемещения грузов:
а) перемещение на непрерывно движущемся несущем элементе в виде сплошной ленты или настила (в ленточных, пластинчатых и цепенесущих конвейерах);
б) перемещение в непрерывно движущихся рабочих элементах в виде ковшей, коробов, подвесок, тележек и т. п. (в ковшовых, подвесных, тележечных и люлечных конвейерах, эскалаторах и элеваторах);
в) волочение по неподвижному желобу или трубе непрерывно движущимися скребками (в скребковых конвейерах);
г) волочение (проталкивание) по неподвижному желобу вращающимися винтовыми лопастями (в винтовых конвейерах);
д) пересыпание и продольное
перемещениие в вращающейся трубе — глад
кой или свинтовымилопастями
(в транспортных трубах);
е)скольжение под действиемсил инерции
ж)перемещение на колесах или на тележках
по путям, уложенным на полу помещения вне конструкции конвейера
з)
поступательныйпереноснаотдельные
строго фиксированные участки по длине (в шагающих конвейерах);
и) перемещение в закрытой трубе непрерывным потоком во взвешенном состоянии в струе движущегося воздуха или отдельными порциями под действием струи воздуха (в установках пневматического транспорта, пневмопочте, пневмоконтейнерах);
к) перемещение в желобе или трубе под действием струи воды (в установках гидравлического транспорта);
л) перемещение ферромагнитных грузов в трубе или желобе под действием бегущего магнитного поля (в соленоидных конвейерах).
По назначению и положению на производственной площадке различают конвейеры стационарные, подвижные - распределительные с собственным попеременно возвратным точно фиксированным движением машины в целом («челноковые»), переставные (переставляемые по мере изменения мест выработки в шахте или карьере), переносные и передвижные. Переносные и передвижные относятся к погрузочным машинам.
Общая часть
|
|
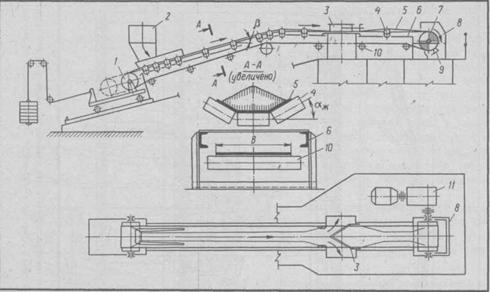
Ленточный конвейер.
Ленточный конвейер имеет станину 6, на концах которой установлены два барабана: передний 7 — приводной и задний 1 — натяжной. Вертикально замкнутая лента 5 огибает эти концевые барабаны и по всей длине поддерживается опорными роликами, называемыми роликоопорами, — верхними 4 и нижними 10, укрепленными на станине 6. Иногда вместо роликов применяют настил. Приводной барабан 7 получает вращение от привода 11 и приводит в движение ленту вдоль трассы конвейера.
Лента загружается через одну или несколько загрузочных воронок 2, размещенных на конвейере. Транспортируемый груз перемещается на верхней(грузонесущей, рабочей) ветви ленты, а нижняя ветвь является возвратной (обратной). Возможно также транспортирование грузов одновременно на верхней и нижней ветвях ленты в разных направлениях.
Груз выгружается на переднем барабане 7 через разгрузочную воронку 8 или в промежуточных пунктах конвейера при помощи разгрузочных устройств: плужковых 3 или барабанных разгружателей. Наружная поверхность ленты очищается от прилипших к ней частиц груза очистным устройством 9, установленным у переднего барабана 7.
Ленточные конвейеры применяют для перемещения в горизонтальном и полого наклонном направлениях разнообразных насыпных и штучных грузов, а также для межоперационного транспортирования изделий при поточном производстве. Они получили широкое распространение во всех отраслях промышленности и являются основными агрегатами механизации транспорта в литейных цехах (подача и распределение земли и уборка отходов), на топливоподачах электростанций, подземного и наземного транспорта угля и породы в угледобывающей промышленности, руды, кокса и флюсов в металлургии (рис. 4.2), строительных материалов и полезных ископаемых в карьерах, зерна в зернохранилищах, песка и камня настроительстве каналов и гидростанций и др.
Ленточные конвейеры служат составными частями таких сложных машин, как
роторные экскаваторы, перегрузочные и отвальные мосты, погрузочно-разгрузочные
машины и т. п. Большое распространение ленточные конвейеры получили благодаря
возможности получения высокой производительности (до 30000 т/ч), большой длине
транспортирования (до 3-
По расположению на местности ленточные конвейеры разделяют на стационарные и подвижные (рассматриваемые в этой главе), передвижные и переносные, переставные (для карьеров открытых разработок) и надводные, плавающие на понтонах.
По конструкции и назначению различают ленточные конвейеры общего назначения (ГОСТ 22644-77-ГОСТ 22647-77) и специальные: подземные, для пищевой, мукомольно-крупяной и комбикормовой промышленности и поточного производства в приборостроительной, радиотехнической и легкой промышленности.
По типу ленты конвейеры бывают с прорезиненной, стальной цельнопро-катной и проволочной лентой. Наибольшее распространение получили конвейера с прорезиненной лентой. По конструкции прорезиненной ленты, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, у которых лента является грузонесущими тяговым элементом(основной тип), ленточно-канатные и ленточно-цепные, у которых лента служит только грузонесущим элементом, а тяговым элементом являются два каната или одна цепь.
По профилю трассы ленточные конвейеры разделяются на горизонтальные (рис. 4.3, а, ж, з), наклонные (рис. 4.3, б, и, к) и комбинированные: наклонно-горизонтальные (рис. 4.3, в) и горизонтально-наклонные (рис. 4.3, г) с одним или несколькими перегибами — (рис. 4.3. д, ё) и со сложной трассой (рис. 4.3, л). При проектировании конвейера следует по возможности принимать наиболее простую прямолинейную трассу. Сложную трассу имеют магистральные конвейеры в соответствии с профилем местности.
Конвейеры с разными видами лент могут иметь по очертанию одинаковые трассы, однако радиусы поворотов jRi и #2 и углы наклона р для каждого вида лент будут различными. Угол наклона конвейера к горизонту (3 (табл. 4.1) зависит от коэффициента трения транспортируемого груза о ленту при движении (а следовательно, от материала и характера поверхности ленты), формы профиля ленты (плоская или желобчатая), угла естественного откоса насыпного груза, способа загрузки и скорости движения ленты.
Для обеспечения устойчивого неподвижного положения груза на ленте без его продольного сползания вниз угол наклона конвейера должен быть примерно на 10—15° меньше угла трения груза о ленту в покое. Такой запас необходим потому, что из-за провеса ленты угол ее подъема у роликоопор получается большим, чем общий геометрический угол наклона конвейера. Кроме того, лента на роликоопорах встряхивается из-за неизбежного биения роликов, что способствует сползанию груза вниз. Встряхивание будет тем интенсивнее, чем больше скорость ленты и грубее изготовлены опорные ролики. Непрерывная равномерная загрузка обеспечивает больший угол наклона, чем периодическая загрузка с перерывами потока груза.
Ленточные конвейеры общего назначения
с прорезиненной лентой
Элементы конвейеров
Ленты. Грузонесущим и тяговым элементом
на ленточном конвейере служит прорезиненная лента. Нормальный ряд ширины ленты
по ГОСТ 22644-77: 300, 400, 500, 650, 800, 1000, 1200, 1400, 1600, 2000, 2500 и
Лента должна иметь высокую прочность, малую массу и небольшое относительное удлинение, высокую эластичность (гибкость) как в продольном, так и в поперечном направлениях, малую гигроскопичность, хорошую сопротивляемость знакопеременным нагрузкам при многократных перегибах на барабанах и роликоопорах, высокую износостойкость на истирание о транспортируемый груз и опорные устройства, а также стойкость против физико-химического воздействия грузов и окружающей среды.
Прорезиненная лента в общем виде (рис. 4.4) имеет тяговый каркас А, покрытый со всех сторон эластичным защитным заполнителем Б. Тяговый каркас воспринимает продольные растягивающие усилия в ленте и обеспечивает ей необходимую поперечную жесткость, а заполнитель предохраняет каркас от воздействия влаги, механических повреждений и истирания перемещаемым грузом и объединяет его в единое целое, образуя над каркасом наружные обкладки — верхнюю (грузонесущую) и нижнюю (опорную). Обкладки служат для защиты тягового каркаса от повреждения и изнашивания, ударов транспортируемых грузов при загрузке и влаги окружающей среды.
В качестве заполнителя применяют резиновые смеси с синтетическим каучуком или пластмассы — поливинилхлорид и др. Необходимые свойства ленте придаются составом резиновых смесей заполнителя с различными добавками. По рецептуре заполнителя и назначению выполняют ленты общего назначения (для работы при температуре окружающей среды от минус 45 до плюс 60 °С), морозостойкие — вид М (для работы при температуре от минус 60 до плюс 60 °С), теплостойкие Т (температура груза до плюс 100 °С), повышенной теплостойкости ПТ (до плюс 200 °С), пищевые П (для транспортирования пищевых продуктов без упаковки).
|
|
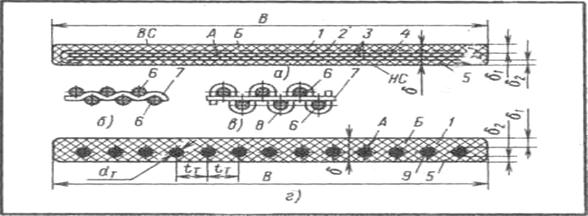
Рис.4 Ленты конвейера а, б, в — резинотканевая с одноосновными (б) и двухосновными (в) прокладками; г — резинотросовая; ВС - верхняя (грузонесущая), НС -нижняя (опорная) стороны
Методика и расчет
1. Выбор и расчет движения ленты
Для расчета ширины ленты необходимо задаться значением скорости движения ленты, используя рекомендациис учетом характеристики транспортируемых грузов, наличия промежуточной разгрузки, назначение и местоположение. В соответствии с ГОСТ 22644-89 скорость ленты выбирается из ряда нормальных чисел.
Принимаю скорость ленты равную 
2. Выбор и расчет ширины ленты
Необходимую ширину желобчатой ленты рассчитывают по формуле
где Вр - ширина ленты, м;
Q– расчетная, максимальная производительность конвейера(130), т/ч
 - коэффициент,
учитывающий свойства транспортируемого груза (для отработанной формовочной
смеси (190)
- коэффициент,
учитывающий свойства транспортируемого груза (для отработанной формовочной
смеси (190)
 - скорость движения
лен (1), м/с
- скорость движения
лен (1), м/с
 - насыпная плотность
груза (плотность отработанной формовочной смеси 1,2), т/
- насыпная плотность
груза (плотность отработанной формовочной смеси 1,2), т/
По ГОСТу 22644-89 из нормального ряда выбираю стандартное значение ширины ленты: В=800, мм
Проверка выбора скорости. Нахожу необходимую скорость

По нормальному ряду скоростей имеемскорости 0,8 и 1 м/с.
Оставляю принятую скорость 1 м/с.
Проверка ширины ленты по кусковатости груза
 м
м
где а- максимальный линейныйразмер кусков груза (60), мм
X – коэффициент крупности груза определяется в зависимости от того сортированный груз (Х=3,5) или рядовой (Х=2,5).
Степень однородности определяется по формуле

 - размеры наибольшего
и наименьшего кусков, соответственно, мм.
- размеры наибольшего
и наименьшего кусков, соответственно, мм.
При 
 - сортированным
- сортированным

Принимаю Х=2,5
В=2,5∙60+200=350, мм
В> , принимаю
значение В
, принимаю
значение В
Площадь поперечного сечения груза на ленте для двухроликовой опоры:
Расположение насыпного груза на ленте определяется профилем сечения рабочей ветви ленты уложенной на роликоопоры. На ленте, поддерживаемой желобчатыми роликоопорами, общаяплощадь сечения насыпного груза складывается из суммы площадейравнобедренного треугольника и трапеции, стороны которой определяются размером роликов и углом их наклона.

где b= 0,9B-0,05 – грузонесущая ширина ленты, м

- угол наклона боковых
роликов, град
 - угол свободного
расположения насыпного груза в поперечном сечении движущей ленты, град
- угол свободного
расположения насыпного груза в поперечном сечении движущей ленты, град
 - угол естественного
откоса в покое для готовой формовочной смеси 40-45, град(43), град
- угол естественного
откоса в покое для готовой формовочной смеси 40-45, град(43), град
b=0,9∙0,8-0,05=0,67,м


Масса груза, приходящаяся на

где Q- расчетная максимальная производительность конвейера(130), т/ч
- скорость движения
лен (1), м/с
3.Выбор типа роликоопор, расстояния между ними для верхней и нижней ветвей.
Исходя из ширины (800,мм) и скорости ленты (1,м/с), вид транспортируемого груза (отработанная формовочная смесь) выбираю из нормального ряда диаметр роликов dр =127,мм. Принимаю типоразмер роликоопор Ж80-127-30.
В зависимости от ширины ленты выбираю расстояние
между роликами на верхней ветви  м; на нижней
принимаю
м; на нижней
принимаю 
Погонная нагрузка вращающихся частей роликоопор определяется по чертежам или по приближенным формулам.
Для груженой ветви:
Для холостой ветви:
4. Приближенный тяговый расчет
Необходимое расчетное тяговое усилие Р на обводе приводного барабана

где,  по роликам, барабану, в
местах загрузки, выбирается в зависимости от длины конвейера (1,65);
по роликам, барабану, в
местах загрузки, выбирается в зависимости от длины конвейера (1,65);

Н – высота подъема груза, Н=L∙sinβ=130∙sin16=36, м;

gл.ср – средняя линейная нагрузка от массы ленты, численно равная среднему значению массы ленты. Определяю в зависимости от ширины и типа ленты. Для резинотканевой при ширине ленты 800мм (14),кг/м;
 и
и 


где 
 (17,9;19)
(17,9;19)
и нижней ветви ленты (шаг роликоопор).
В зависимости от ширины ленты выбираю
расстояние между роликами на верхней ветви м; на нижней
принимаю



По расчетному тяговому усилию Р выбираю типоразмер
приводного барабана 8080Ф-120, с диаметром барабана Dпб =800 мм, футерованным резиной и диаметром подшипника
Диаметр принимаю равным:

Выбранному приводному барабану соответствует типоразмер конвейера: 8080-120
Выбираю из нормального ряда типоразмер
натяжного барабана 8063-100 с диаметром барабана
Выбираю два откланяющих барабана, располагаемых у приводного и натяжного барабанов. С учетом ширины ленты и типоразмера конвейера выбираю типоразмер отклоняющего барабана8040-80
5. Выбор материала ленты и расчет на прочность
Принимаю ленту: резинотканевую; общего назначения Кр=150 даН/см ширины прокладки; ткань ТК -150; Кудл=0,35
Расчет ленты на прочность производится
по максимальному ее натяжению  части наклонного конвейера,
части наклонного конвейера, 

где  - коэффициент
максимального натяжения;
- коэффициент
максимального натяжения;

 на приводной барабан и
сбегающей
на приводной барабан и
сбегающей с приводного барабана
и зависит от фрикционной характеристики барабана, определяемой коэффициентом
сцепления ленты с барабаном
с приводного барабана
и зависит от фрикционной характеристики барабана, определяемой коэффициентом
сцепления ленты с барабаном  и углом обхвата лентой
и углом обхвата лентой
- определяется в
зависимости от поверхности барабана, а также атмосферных условий (0,35);


Натяжение ленты в точке сбегания с натяжного барабана


Допустимое натяжение

Расчетное число прокладок резинотканевой ленты

где  - запас прочности
ленты на разрыв, зависит от числа прокладок ленты и угла наклона конвейера,
принимаю (9,4);
- запас прочности
ленты на разрыв, зависит от числа прокладок ленты и угла наклона конвейера,
принимаю (9,4);
В - ширина ленты (80), см;

- максимальное натяжение(4039), даН
Принятые значения, удовлетворяет условию
 оставляю число прокладок равное 3
оставляю число прокладок равное 3
6. Подробный тягловый расчет
Формулы для определения постоянных линейных нагрузок:

где



Расчет режима 2 (установившегося) провожу в два этапа.
1.Разобью конвейер на отдельные участки, пронумеровав их границы. Определяю натяжение ленты в отдельных точках методом обхода по контуру.
S1=Sсб
S2=S1+W1-2
W1-2=0,02∙S1
S2=1,02∙S1
S3= S2+W2-3
W2-3 = gн∙Lг - gл∙h = 0,876∙124-14∙36=-395,8, даН
где Lг – длина проекции конвейера на горизонтальную плоскость;
Lг=L∙cosβ=130∙cos16=124, м
S3=1,02∙S1-395,8
S4=S3+W3-4
W3-4=0,02∙S1
S4=1,04∙S1-395,8
S5=S4+W4-5
W4-5=0,04∙S1
S5=1,08S1-395,8
S6=S5+W5-6
W5-6= gв∙Lг+gгр∙h =2,716∙124+50∙36=2136,78, даН
S6=1,08∙S1+1741,4
S6=Sсб= S1∙ ,где
,где
Решая совместно два выражения, нахожу S1
1,08∙S1+1741,4=2,896∙S1
S1=958,9, даН
Подставляя S1=958,9 даН выражения S1- S6, вычисляю натяжения ленты на каждой точке:
S1=958,9,даН;
S2=978,1, даН;
S3=582,7, даН;
S4=601,9, даН;
S5=640,3, даН;
S6=2777, даН.
Расчет и выбор основного оборудования
Окружное усилие на приводной барабан


где
 - коэффициент
максимального натяжения 1,527
- коэффициент
максимального натяжения 1,527
Нагрузка на приводной барабан

S=2777+958.9=3735.9, даН
Рассчитанные данные подходят для ранее принятого типоразмера барабана и привода.
По натяжению ленты на отклоняющем
барабане S2=978,1 , даН,
определяю нагрузку


Данной нагрузке соответствует принятый барабан.
Усилие, действующее на натяжной барабан

 ,даН
,даН
Данной нагрузке соответствует принятый барабан
Расчетное число прокладок ленты

Принимаю  шт
шт
По таблицам с учетом характеристики транспортируемого
груза и полученного принимаю типоразмер ленты. Лента резинотканевая типа
2, шириной 800,число прокладок 2, , gл=13,4 кг/м.
Т.к.в тягловом расчете принято
принимаю типоразмер ленты. Лента резинотканевая типа
2, шириной 800,число прокладок 2, , gл=13,4 кг/м.
Т.к.в тягловом расчете принято
gл.ср=14, то нагрузка отличается от предварительной на 4%, поэтому тягловый расчет считаю окончательным.
7. Мощность привода

где Р – окружное усилие;

К - коэффициент запаса мощности 1,1
8. Выбор типа и расчет натяжного устройства
Типоразмер винтового натяжного устройства выбирают по типоразмеру конвейера и по его длине.
Устройство натяжное винтовое 8063-100-50
9. Выбор типа разгрузки и параметров разгрузочного устройства
Разгрузочные тележки конвейеров с шириной ленты менее передвигаются по треку металлоконструкции совмещая в себе среднюю часть конвейера и опорную часть с рельсами для ее перемещения. Типоразмер разгрузочной тележки определяется по типоразмеру конвейера и наибольшему допустимому усилию.
Типоразмер разгрузочной тележки Б-8080