Бетоноукладчик
| Загрузить архив: | |
| Файл: ref-22099.zip (944kb [zip], Скачиваний: 223) скачать |
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
Разраб. |
|
Провер. |
|
Реценз. |
|
Н. Контр. |
|
Утверд. |
|
Лит. |
|
Листов |
 Содержание
Содержание
Введение
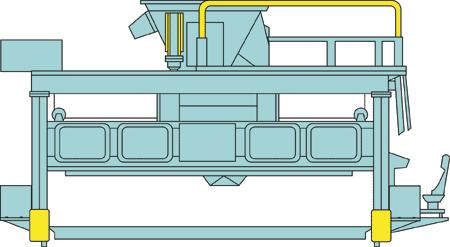
1. Назначение и устройство бетоноукладчика
2. Схема бетоноукладчика
3. Определение основных параметров машины и рабочего оборудования
4. Последовательность расчёта конвейера
5. Размеры барабанов
6. Натяжное устройство
7. Объемная производительность ленточного питателя
8. Мощность для преодоления трения
9. Проверочный расчёт ленточного конвеера
10. Выбираемредуктор
11. Выбираем тормоз
12.Разработка мероприятий по технике безопасности, охране окружающей среды, энергоресурсосбережению при работе
13.. Защита от действия шума и вибрации персонала
14.Литература
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
 1Назначение,
устройство и принцип действи
1Назначение,
устройство и принцип действи
Дл
Ленточный питательбетоноукладчика состоит из ленточного питател
Бетоноукладчик с ленточными питател
Бетоноукладчик состоит из сварной рамы,
опирающейс
Ленточный питатель представл
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
 При конвейерной схеме производства примен
При конвейерной схеме производства применБетоноукладчик загружают смесью из самоходного
бункера. Производительность бетоноукладчика 25 м3/ч. Установленна
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
|
Принципиальна
Предназначены
дл
Ширина
формуемых изделий регулируетс
3
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
ОПРЕДЕЛЕНИЕ
ОСНОВНЫХ ПАРАМЕТРОВМАШИНЫ И РАБОЧЕГО
ОБОРУДОВАНИЯ
Определение основных параметров бетоноукладчика.
Определ
Сила сопротивлени
 (1)
(1)
где Gб – вес бетоноукладчика= 9,5Н.
Gсм – вес бетонной смеси; = 6,2Н.

Д =
μ = 0,03 –
коэффициент трени
β = 2,5 – коэффициент, учитывающий трение колес о рельсы.
d=0,06- диаметр
Тогда
W0= Н.
Н.
Мощность привода бетоноукладчика, согласно [1]:
 (2)
(2)
N=
где 
h – КПД передачи привода принимаетс
Питатель представл
Конвейер состоит из рабочего органа в
виде замкнутой конвейерной ленты,
Привод осуществл
Транспортирующие машины комплектуютс
Расчет транспортирующей машины
состоит в определении ее основных параметров, расчете и выборе рабочего органа,
определении мощности и выборе двигател
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
 ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА КОНВЕЙЕРА
ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА КОНВЕЙЕРА
1.
Уточн
(основные свойства транспортируемого материала; эсплуатацион-
на
2.
Устанавливаютс
допустимый угол наклона конвейера, скорость рабочего органа,
минимальные размеры рабочего органа исход
3.
Определ
конвейера исход
4.
Определ
5.
Выбираютс
(барабаны, звездочки, роликоопоры, нат
6.
Определ
7.
Провер
8. При необходимости
предварительно определ
9.
Уточн
10.Производитс
11.Определ
выбираетс
12.Производитс
13.Определ
(приводные звездочки) ветви т
и провер
14.Определ
выбираетс
Определим скорость ленты. Номинальна = 1,6 м/с.
= 1,6 м/с.
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
Ширина ленты. В
зависимости от скорости, условий и свойства транспортируемого груза принимаем
ширину ленты 1400 мм.
Размеры барабанов. Барабаны дл
Дл
Dп.б.=1000·δ; (3)
Dп.б=1000·1=1000 мм.
Диаметр нат
Dн.б =0,8· Dп.б; (4)
Dн.б =0,8· 1000=800 мм.
Провер
Правильность выбора диаметра приводного
барабана провер
Dп.б≥ (5)
(5)
где F0 – т допустимое
среднее давление между лентой и барабаном, Па: дл5 Па, F0 = 190000 Н.
допустимое
среднее давление между лентой и барабаном, Па: дл5 Па, F0 = 190000 Н.
Dп.б≥
Dп.б≥0,678,
Длина барабанов принимаетс
Дл
ℓб=0,8 В; (6)
ℓб=0,8·1,4=1,12 м.
Рис.1 Схема барабана с центрирующей выпуклостью
|
|

|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
Роликоопоры. При
транспортировании грузов диаметры роликов роликоопор принимают в зависимости от
насыпной плотности груза и ширины ленты, их количество в роликоопоре.
|
|
Таблица 1. Основные размеры роликоопор ленточных конвейеров по ГОСТ 22645-77
Рекомендуемое число в роликоопоре при
ширине ленты более
Условное обозначение типа роликоопоры, ширины ленты (см), диаметра ролика (мм), угла наклона бокового ролика (град) и обозначение стандарта:
ЖЦФ 140 – 159 – 20 ГОСТ 22645-77.
Нат
Дл
Погонна
qк=qк(р)+qк(х); (7)
Дл
qк=42+16,7=58,7 кг/м.
Приближенно дл
F′0=[ωLг(q+qk)±qH]gkk+Fп.р, (8)
где ω – коэффициент сопротивлени
Lг – длина проекции конвейера на горизонтальную плоскость, м;
q – погонна
qk – погонна
Н – высота подъема (знак +) или опускани
kk – коэффициент, учитывающий геометрические и конструктивные особенности конвейера: kk=k1k2k3k4k5;
F′0=[ωLг(q+qk)±qH]gkk+Fп.р,
F′0=[0,04·3(176,4+58,7)-176,4·0]9,81·1,5·1·1·1,3=176,5 кН
Fмах = кsF′0, (9)
где
кs- коэффициент сцеплени
Fмах =0,8·176,5=141,2 кН
Объемна
 (10)
(10)
Определ
 Q/B· (11)
Q/B· (11)
Массова
 (12)
(12)
где В – ширина ленты питател
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
h = 0,2 – толщина сло  – скорость ленты м/с
– скорость ленты м/с
r = 2400 кг/м3 – плотность бетонной смеси.
Определ
1) Мощность дл
 (13)
(13)
 (47380·0,1)/1000
= 4,738 кВт.
(47380·0,1)/1000
= 4,738 кВт.
Определим силу трени
 , (14)
, (14)
W1- где сила активного давлени
Р1= F1q1; (15)
Р1= 1,92·41130 = 78970 Н,
где F1 – площадь активного давлени
F1= bl =1,92 м2, (16)
где b
= 0,8В =
Тогда
 0,6·78970 = 47380 Н,
0,6·78970 = 47380 Н,
k1 = 0,6 – коэффициент трени
q1 – давление бетона на ленту, согласно [1]:
 =
=  = 41130 Па, (17)
= 41130 Па, (17)
где j =24 – удельный вес бетона, кН/м3;
R – гидравлический радиус, который
определ
 =
=  = 0,324, (18)
= 0,324, (18)
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
tgj - коэффициент внутреннего трениq - коэффициент подвижности бетонной смеси, согласно [1]:

 (19)
(19)
2) Мощность дл
 =
=  = 0,084 кВт, (20)
= 0,084 кВт, (20)
где
W2 – сила трени
W2 = 2K2Р2 ; (21)
W2 = 2·0,8·525,993 = 841,588 Н.
Р2 – сила бокового давлени
Р2 = F2q2 = 0,36·1462 = 525,993 Н, (22)
где F2 –
площадь бокового борта, м2 ,равна
F2 = hL =0,15·2,4 =
где h – рабоча
L – длина бортов, м;
Q2 – боковое давление бетона на борта, Па, равное, согласно [1]:
 = 0,15·24000·0,406 =
1461,6 Па. (24)
= 0,15·24000·0,406 =
1461,6 Па. (24)
3) Мощность, требуема
 ; (25)
; (25)
N= 864·0,1/1000 = 0,084 кВт,
где W3 – сила
сопротивлени
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
W3 = BhK3jL; (26)
W3= 2,5·0,15·0,04·24000·2,4 = 864 Н,
где K3 = 0,035
÷ 0,04 – приведенный коэффициент сопротивлени
 (27)
(27)
то отсюда следует,
что скорость ленты питател
 (28)
(28)
r =  – отношение удельного
веса к ускорению свободного падени
– отношение удельного
веса к ускорению свободного падени
Подставив это значение в формулу, имеем мощность, согласно [1]:
 ; (29)
; (29)
N3= 90·2,4·0,04·9,8/1000 = 0,085 кВт,
где L – длина питател
Обща
 ; (30)
; (30)
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
N=  = 7,507 кВт,
= 7,507 кВт,
где m = 1,1 ÷ 1,3 – коэффициент запаса мощности, согласно [1]:
h = 0,8 ÷ 0,85 – КПД передачи привода.
Прочность стальной конвейерной ленты
должна удовлетвор
σ
=  (31)
(31)
где [σ] – соответственно
фактическое и допускаемое напр
σ = 
103,48 МПа ≤ 375 МПа.
ПРОВЕРОЧНЫЙ РАСЧЕТ ЛЕНТОЧНОГО КОНВЕЙЕРА
1. По
уточненной т
 Мощность на приводном валу конвейера
(кВт), согласно
[2]:
Мощность на приводном валу конвейера
(кВт), согласно
[2]:
(32)
 где Fo— уточненна
где Fo— уточненна
КПД приводного барабана ленточного конвейера
 |
; (33)
где ωб — коэффициент
сопротивлени
ηбар=
Мощность
привода конвейера (с учетом коэффициента запаса), по которой выбираетс
 (34)
(34)
где k— коэффициент запаса: k = 1,1...1,35; Ро
— расчетна
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
.
Р=1,2·7,5/0,85=10,4 кВт.
Выбираем двигатель,
согласно [2], МТF
211-6, частотой вращени
2.
 Определ
Определ
; (35)
nп.в.=
 = 30,5 мин-1.
= 30,5 мин-1.
3.Определ
U=n/ nп.в; (36)
U=895/30,5=29,3.
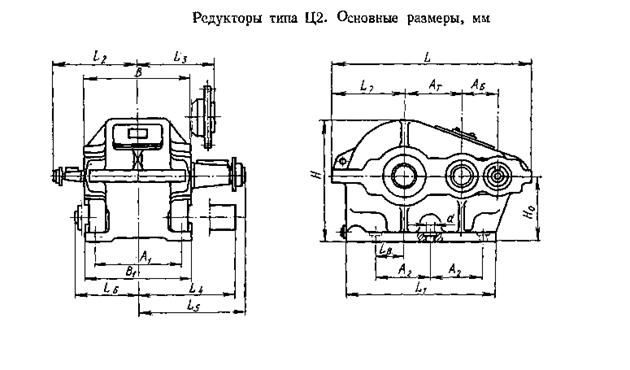
4. Выбираем соответствующий редуктор
Ц2-250 По [2] принимаем редуктор Ц2-250 с
передаточным числом uр=31,5; подводима
5.
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
Уточн
 |
; (37)
υф=
6.Определ
Момент сил
инерции на валу двигател
 |
; (38)
где tT— врем
Максимальный путь
торможени
 |
(39)
tT=2·2,5/1,6=3,125 с.
 |
Расчетный тормозной момент на приводном валу (Н·м) конвейера в этом случае
Ттин ≈220Н·м.
Выбираем тормоз [3] ТКГ-200,
развивающий тормозной момент 250 Н-м. Масса тормоза
Рис. 3 Тормоз колодочный с электрогидротолкателем
Принимаем упругую втулочно-пальцевую
муфту с тормознымшкивом
Рис. 4 упруга
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
|
250 40 140 225 110 3800
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
3 РАЗРАБОТКА МЕРОПРИЯТИЙ ПО ТЕХНИКЕБЕЗОПАСНОСТИ, ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ,
ЭНЕРГОРЕСУРСОСБЕРЕЖЕНИЮ ПРИ РАБОТЕ
1. Укладку бетонной смеси следует осуществл
2. При укладке бетонных смесей в услови
3. При назначении технологических режимов формовани
4. Режимы формовани
5. Примен
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
на ортофосфорной кислоте - об6. Применение низкочастотных режимов формовани
7. При изготовлении на виброплощадках изделий из
бетонной смеси жесткостью свыше 10 с, а также скорлуп, сводов из смеси
жесткостью 5 с и более необходимо примен
8. Роликовое формование следует примен
9. При изготовлении ребристых плит и панелей-оболочек
с ребрами глубиной свыше
6. Примен
10. Распределение амплитуд смещений по площади формы,
контактирующей с бетонной смесью, при станковом или наружном вибрировании или
по поверхности рабочих органов устройств поверхностного или внутреннего
вибрировани
11. Значение статического давлени
12. Перерывы при послойном формовании изделий из
жестких смесей, укладке различных бетонных монолитных слоев в многослойных
конструкци
13. Уплотнение бетонной смеси в издели
14. Применение методов формовани
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
промышленной отработке (метод напорного течени15. Безопасность в производстве изделий должна быть
обеспечена выбором соответствующих технологических процессов, приемов и режимов
работы производственного оборудовани
16. Все работы, св
17. Способы безопасного производства
погрузочно-разгрузочных и складских работ должны соответствовать требовани
18. Особые меры предосторожности следует соблюдать при
изготовлении предварительно напр
К обслуживанию нат
19. При производстве работ в цехах предпри
20. Концентраци
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
21. Уровень шума на рабочих местах не должен превышать
допустимый ГОСТ 12.1.003-83. Дл22. Уровень вибрации на рабочих местах не должен
превышать установленный ГОСТ 12.1.012-78. Дл
23. Естественное и искусственное освещение в
производственных и вспомогательных цехах, а также на территории предпри
24. При производстве изделий следует примен
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
4.
Защита от действиДл
уменьшение шума в источнике;
изменение направленности излучени
акустическа
уменьшение шума на пути его распространени
применение средств индивидуальной защиты (наушники, вкладыши, шлемофоны)
5. Вибраци
Вибраци
Систематическое воздействие вибрации на человека вызывает вибрационную
болезнь (неврит) с потерей трудоспособности, при которой наступают изменени
В особо т
По способу передачи на человека различают:
общую вибрацию, передающуюс
локальную вибрацию, передающуюс
По
источнику возникновени
локальную вибрацию, передающуюс
локальную вибрацию, передающуюс
общую вибрацию I категории – транспортную вибрацию, воздействующую на человека на рабочих местах самоходных и прицепных машин, транспортных средств при движении по местности, агрофонам и дорогам (в том числе при их строительстве).
К
источникам транспортной вибрации относ
общую вибрацию II категории –
транспортно-технологическую вибрацию, воздействующую на человека на рабочих
местах машин, перемещающихс
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
МС-41 |
|
К
источникам транспортно-технологической вибрации относ
общую вибрацию III
категории – технологическую вибрацию, воздействующую на человека на рабочих
местах стационарных машин или передающуюс
7. Способы защиты от вредного воздействи
В
профилактике вредного воздействи
создание новых конструкций и машин;
автоматизаци
увеличение удельного веса прессовой и односторонней клепки взамен ударной;
уменьшение
удельного веса обрубных работ за счет внедрени
Ослабление
локальной вибрации и передачи вибрации на пол и сиденье достигаетс
Важным
направлением профилактики вибрационной болезни
К
работе с вибрирующими машинами и оборудованием допускаютс
Рабочие,
подвергающиес