Состояние и перспективы детонационного напыления покрытий
| Загрузить архив: | |
| Файл: ref-24823.zip (395kb [zip], Скачиваний: 184) скачать |
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Тульский государственный университет
Кафедра оборудования и технологии сварочного и литейного производства
Контрольно-курсовая работа
по дисциплине «Специальные методы соединения материалов»
на тему:
«Состояние и перспективы детонационного
напыления покрытий»
Выполнил:
студент гр. 630621 Иванцов О.В.
Руководитель:
канд.техн.наук, доц. Татаринов Е.А.
Тула 2006
С О Д Е Р Ж А Н И Е
Введение - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3
1. Теоретические основы детонационного напыления - - - - - - - - - - - - - - - -4
1.1. Сущность метода - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4
1.2. Технологические особенности детонационного напыления - - - -10
1.2.1. Тепловые процессы - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 10
1.2.2. Температура контакта - - - - - - - - - - - - - - - - - - - - - - - - - - -15
1.2.3. Давление при ударе - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 20
1.3. Физико-химические основы детонационного напыления - - - - - - 25
2. Установки для детонационно-газового напыления - - - - - - - - - - - - - - - - 33
3. Перспективы детонационно-газового напыления - - - - - - - - - - - - - - - - - 42
3.1. Достоинства и недостатки детонационно-газового напыления - - 42
3.2. Оценка перспективы развития метода - - - - - - - - - - - - - - - - - - - - 44
Заключение - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 48
Список используемой литературы - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 49
В В Е Д Е Н И Е
Под детонацией понимают процесс химического превращения взрывчатого вещества при распространении по нему детонационной волны с максимально возможной скоростью, превышающей скорость звука в этой среде.
При детонационно-газовом напылении покрытий используют специфический источник нагрева, распыления и ускорения напыляемых частиц. Источник представляет собой высокоскоростной поток газовой смеси, образующейся в результате направленного взрыва, обусловленного детонацией. Для этого заданное количество газовой смеси способной детонировать, подают в камеру зажигания и ствол установки.
Протекание детонационного взрыва и теплофизические параметры продуктов реакции легко регулируются введением в состав горючей смеси различных технологических добавок. Наиболее часто используют азот, аргон и др. Технологические газовые добавки выполняют и другие функции. В частности, запирают каналы рабочих газов от действия взрыва, очищают камеру сгорания и ствол от продуктов детонации.
Скорости частиц при этом оказываются достаточно высокими,, чтобы существенно повышать их температуру в момент соударения. Приведем расчетные значения скорости холодных частиц некоторых материалов, при которых происходит их расплавление (с учетом, что кинетическая энергия при переходе в тепловую распределяется поровну между частицей и поверхностью напыления).
1. Теоретические основы детонационного напыления
1.1. Сущность метода
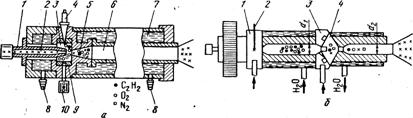
Отличительная особенность детонационного напыления – циклический характер подачи порошка на поверхность обрабатываемой детали со скоростью, превышающей скорость звука. Циклический процесс напыления получают с помощью детонационных установок, принципиальная схема которых представлена на рис. 1.
В общем виде детонационные установки состоят из блока 4 подачи напыляющего порошка, включающего порошковый питатель и дозирующее устройство; блока 2, служащего для образования требуемых газовых смесей и заполнения ими ствола детонационной установки с заданной скоростью; блока под-жига 3 и воспламенителя 2, предназначенных для инициирования взрыва рабочей смеси; ствола 5, представляющего собой трубу диаметром 20 - 50 мм, длиной 1 - 2,5 м и предназначенного для направленного распространения взрывной волны в сторону открытого конца ствола.
|
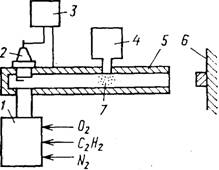 Принцип действия установки
состоит в следующем. Из блока 1 газовая смесь подается в ствол 5.
Одновременно из порошкового питателя через дозирующее устройство (блок 4)
заданными порциями вдувают газом — азотом или воздухом — мелкодисперсный
порошок в газовую смесь непосредственно перед ее зажиганием, затем воспламенителем
2 поджигают газовую смесь. В результате воспламенения и перемещения по каналу
горючей смеси происходит ее взрыв с выделением значительного количества теплоты
и образованием детонационной волны, которая ускоряет и переносит через ствол
на поверхность детали 6 напыляемые частицы 7 со скоростью, определяемой
геометрией ствола и составом газа.
Принцип действия установки
состоит в следующем. Из блока 1 газовая смесь подается в ствол 5.
Одновременно из порошкового питателя через дозирующее устройство (блок 4)
заданными порциями вдувают газом — азотом или воздухом — мелкодисперсный
порошок в газовую смесь непосредственно перед ее зажиганием, затем воспламенителем
2 поджигают газовую смесь. В результате воспламенения и перемещения по каналу
горючей смеси происходит ее взрыв с выделением значительного количества теплоты
и образованием детонационной волны, которая ускоряет и переносит через ствол
на поверхность детали 6 напыляемые частицы 7 со скоростью, определяемой
геометрией ствола и составом газа.
Процесс формирования покрытий детонационным напылением сложный и недостаточно изучен. Во многом он сходен с процессом плазменного напыления. Сходство заключается в том, что сцепление частиц с подложкой и между собой может происходить в расплавленном, оплавленном и твердом состояниях. Прочность сцепления обеспечивается главным образом за счет напыления расплавленными и оплавленными частицами, которые растекаются и кристаллизуются на поверхности подложки за счет химического взаимодействия. В то же время детонационный процесс напыления в отличие от непрерывного плазменного является цикличным, сообщающим частицам порошка более высокие скорости, что определяет особенности механизма формирования покрытий.
При детонационном напылении скорость частиц в отличие от плазменного напыления (100 - 200 м/с) достигает 400 - 1000м/с. Поэтому кроме термической активации существенное влияние на механизм и кинетику формирования напыленных слоев оказывает пластическая деформация в зоне соударения частиц и подложки. Однако основной вклад в формирование покрытий при напылении вносит термическая активация. Опыт применения различных способов напыления, в том числе детонационного, показывает, что для получения удовлетворительного сцепления частиц порошка с основой необходимо, чтобы их значительная часть транспортировалась на подложку в расплавленном или оплавленном состоянии. Экспериментальные исследования по процессу формирования покрытий детонационным напылением показывают, что состояние частиц, находящихся в двухфазном потоке, неоднородно. В начале и середине потока они находятся в расплавленном или оплавленном состоянии, и температура в контакте с подложкой достигает температуры их плавления. При этом за счет теплоты, выделяемой при ударе о подложку частиц, имеющих скорость ~ 400 м/с, температура в зоне контакта повышается примерно на 100°С.
При напылении порошковыми материалами с температурой плавления, превышающей температуру плавления основного металла, происходит подплавление последнего. Так, например, при нанесении покрытий из оксида алюминия АlОз и порошковыми твердыми сплавами типа ВК на коррозионно-стойкие стали последние подплавляются и перемешиваются с напыляемыми расплавленными частицами порошка, повышая тем самым прочность сцепления. Повышению адгезии, как и при других способах газотермического напыления, способствует предварительная дробеструйная обработка напыляемой поверхности. В этом случае возможно получать прочные связи между напыляемым материалом и подложкой, имеющей твердость выше HRC 60. При напылении первого слоя возможно возникновение пор. При напылении второго слоя частицы порошка деформируют и уплотняют кристаллизующийся первый слой, что способствует устранению или уменьшению пористости. Это явление характерно для детонационного напыления, его называют эффект горячего ударного прессования.
Более крупные частицы из конца (хвоста) менее концентрированного потока обладают меньшей скоростью и наносятся на поверхность подложки чаще всего в нерасплавленном виде. При формировании покрытия такие частицы играют двоякую роль: полезную - удаляют дефектные участки ранее нанесенного покрытия, повышая его плотность и физико-механические свойства; вредную - при значительном повышении кинетической энергии крупных частиц в покрытии могут появиться трещины и даже полное его отслоение. Эти явления можно регулировать, изменяя режим скорострельности установки и грануляцию напыляемого порошка. С точки зрения применяемых материалов и оборудования процесс детонационного напыления весьма простой. Основными факторами, определяющими характер детонационного напыления, являются газовая смесь, порошки, ствол установки.
Однако использование этих факторов в технологическом процессе напыления связано с изменением и управлением ряда характерных для каждого из них параметров. Для газовой смеси это состав газовой смеси; доза газовой смеси за один выстрел; состав газовой смеси в стволе между выстрелами.
Для порошка - химический состав порошка; грануляция напыляемого порошка; расположение порошка в стволе в момент поджига смеси; распределение частиц по размерам. Ствол характеризуется геометрическими параметрами: диаметром и длиной.
В свою очередь, перечисленные параметры порождают другие параметры, характеризующие конечное состояние процесса: концентрация, температура и скорость частиц; химический состав среды; температура поверхности подложки.
Таким образом, технологический процесс детонационного напыления является сложным, и качество формирования покрытий зависит от совокупности многочисленных параметров, их поддержания в оптимальных пределах. Рекомендуемые режимы детонационного напыления для некоторых материалов представлены в табл. 1.
В серийном производстве поддержание оптимальных режимов многопараметрического процесса возможно при условии работы установки в автоматическом режиме.
Автоматическая детонационная установка, представленная на рис. 2, имеет систему электроуправления детонационным оборудованием, состоящую из нескольких блоков управления, обеспечивающих последовательность технологических операций и безопасность работы оператора.
При детонационном напылении можно получать покрытия из любых материалов, тугоплавких соединений, оксидов и др. Для получения износостойких покрытий с целью восстановления деталей применяют оксид алюминия АlОз, самофлюсующиеся сплавы ПГ-СР, СНГН, ВСНГН (65% WC и 35% СНГН).
Таблица 1. Режимы нанесения детонационных покрытий из некоторых материалов
|
Материал |
Отношение О2/С2 Н2 |
Глубина загрузки порошка, мм |
Дистанция напыления, мм |
Навеска порошка, мг |
Грануляция, мкм |
Длина ствола, м |
Диаметр ствола, мм |
|
Al2O3 > 99% |
2,5 |
750 |
150 |
50 |
20 - 40 |
2 |
20, |
|
WC+8 - 20 % Со (механическая смесь) |
1,2 |
300 |
150 |
200 |
1 - 5 |
1.6 |
16 |
|
WC+8 - 20 % Со (гомогенный сплав) |
1,2 |
300 |
150 |
200 |
10 - 20 |
1,6 |
16 |
|
75 % Сr2Сз+25 % NiCr |
1,2 |
300 |
100 |
200 |
40 - 50 |
2 |
20 |
Для повышения износостойкости используют карбиды вольфрама WC, титана TiC, хрома Сг2Сз, борид хрома СгВ2 с добавками 8 - 20% Ni или Со.
При детонационном напылении практически можно получить слои значительной толщины, но наибольшей прочностью сцепления обладают напыленные покрытия толщиной 0,2 - 0,4 мм (130 - 160 МПа). Поэтому наиболее рационально восстанавливать детали с небольшими износами. Скорострельность детонационного напыления составляет 1 - 5 выстрелов в секунду. Толщина покрытия в центре металлизационного пятна, наносимого за один выстрел, зависит от дозы порошка, подаваемого в ствол, и обычно составляет 8 - 20 мкм при площади покрытия 4 - 6 см2, При напылении самофлюсующимися сплавами обычно применяют порошки с диаметром частиц 7 - 70 мкм. Шероховатость после нанесения детонационных покрытий составляет,, как правило, Rа = 3 : 4 мкм.
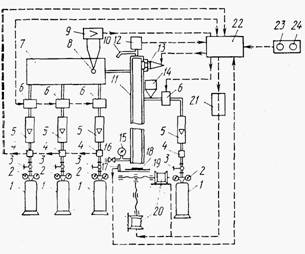 Рис. 2. Схема автоматической детонационной
установки:
Рис. 2. Схема автоматической детонационной
установки:
1 - баллоны с газом; 2 - редукторы; 3 - вентили; 4 - стабилизаторы давления; 5 - ротаметры; 6 - электромагнитные клапаны; 7 - смесительное устройство; 8 - термопары; 9 - усилитель;10 -патрубок для слива воды; 11 - ствол; 12 - реле давления; 13 - свеча для инициирования взрыва; 14 - дозатор; 15 - манометр; 16 - вентиль для подачи воды; 17 - датчик, фиксирующийвзрыви выдающий команду на выполнение следующего взрыва; 18 - покрытие; 19 - напыляемая деталь; 20 - электродвигатель с приспособлениями, перемещающими деталь; 21 - управляемое устройство дляперемещения детали; 22 - шкаф для электрического управления; 23 - кнопка «Пуск» установки; 24 - кнопка «Стоп» установки.
Производительность детонационного напыления (10 - 60 см2/мин) ниже плазменного (до 100 см2/мин). Повышение производительности связывают с дальнейшим совершенствованием процесса детонационного напыления и его оборудования Применение диаметра ствола свыше 25 мм влечет за собой снижение качества формирования покрытий, а использование диаметра ствола свыше 50 мм не рекомендуется по соображениям техники безопасности.
За счет уменьшения длины ствола, а следовательно, сокращения времени его заполнения рабочей смесью можно повысить скорострельность. Однако сокращение времени заполнения ствола и уменьшение его длины (до 400 мм) возможно при использовании легкоплавких металлических порошков. Для получения качественных покрытий напылением более тугоплавкими сплавами требуется длина ствола ~ 2000 мм.
За счет применения многоствольных установок производительность можно повысить в несколько раз. В то же время из-за технических трудностей, связанных с управлением сразу несколькими стволами, эти установки пока что не нашли практического применения.
Детонационное напыление получает распространение в различных отраслях народного хозяйства как для упрочнения поверхностей новых деталей, так и для восстановления изношенных. Этому способствует выпуск установок для автоматического детонационного напыления: УНД-2, «Гамма», «Союз», УДГ-Н2-30, УДГ-Д2-4.
Детонационное напыление применяют для упрочнения различных видов инструмента, штампов, коленчатых валов и блоков цилиндров двигателей. Для восстановления изношенных деталей детонационное напыление пока применяют ограниченно, главным образом для нанесения покрытий на посадочные места под подшипники. Отдельные исследования по восстановлению коленчатых валов автотракторных двигателей пока не дали желаемых результатов. В то же время испытания ряда упрочненных и восстановленных деталей в условиях эксплуатации, а также опыт зарубежных фирм показывают, что более широкое внедрение детонационного напыления в производство позволит получить значительный технико-экономический эффект.
1.2. Технологические особенности детонационного напыления
Наиболее характерные явления теплопереноса и гидродинамики происходят при плазменном напылении, одном из самых эффективных и распространенных видов газотермического напыления.
1.2.1. Тепловые процессы
Тепловая мощность q двухфазной струи плазмы и частиц представляет количество теплоты, отданное струёй поверхности изделия в единицу времени. Эффективный КПД нагрева ηе при этом определяется отношением тепловой мощности к создавшей ее электрической мощности дуги Nэ:
 (1.1)
(1.1)
откуда
 (1.2)
(1.2)
Наибольшие значения ηе некоторых плазменных процессов создаются при нагреве водорода в плазмотроне (до 80%), нагреве изделия плазменной дугой (до 75%), нагреве порошка в струе, либо дуге (до 20%), распылении проволоки плазменной дугой (до 10%). Наилучшее использованиенагреваобеспечивает распыление проволокивэлектродуговом металлизаторе, где величина эффективного КПД может достигать 90%.
|
Рис. 3. Схема распределения удельного теплового потока плазмы и частиц по радиусу пятна нагрева |
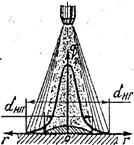 Пятно нагрева
при напылении соответствует
площади поверхности, через которую тепло вводится в изделие. Диаметр пятна
нагрева dнг превышает
диаметр пятна напыления dнп, их соотношение зависит от
сосредоточенности плазменной струи и фокусировки потока частиц (рис. 3).
Пятно нагрева
при напылении соответствует
площади поверхности, через которую тепло вводится в изделие. Диаметр пятна
нагрева dнг превышает
диаметр пятна напыления dнп, их соотношение зависит от
сосредоточенности плазменной струи и фокусировки потока частиц (рис. 3).
Количество теплоты, вводимое через элементарную площадку поверхности изделия в единицу времени,является удельным тепловым потоком с двумерным распределением тепла q2.Наибольшей величины он достигает в центре пятна, где больше количество частиц, интенсивнее струя плазмы.
Уменьшение нагрева изделия достигается методом отклонения струи плазмы поперечным потоком газа либо разделением потока плазмы и частиц в сопловой зоне плазмотрона.
Повышение нагрева изделия может обеспечить улучшения свойств покрытия благодаря оптимизации процессов физико-химического взаимодействия поверхности основы и напыляемых частиц. Если же нагрев будет создавать оплавление поверхности, то напыление переходит в наплавку.
Нагрев потока плазмы в пятне нагрева приводит к равномерному повышению температуры поверхности за счет процессов теплообмена. Поток напыляемых частиц нагревает поверхность вследствие большого числа термических воздействий ударяющихся частиц, растекающихся, затвердевающих и охлаждающихся. Нагрев в пятне напыления оценивается как суммарный результат кратковременного воздействия отдельных частиц и характеризуется средней температурой. Но мгновенная контактная температура при ударе частицы о поверхность значительно выше средней температуры и она определяет процессы ихфизико-химическоговзаимодействия, прочность сцепления и качество покрытия.
Если ось струи перпендикулярна поверхности напыления, то распределение величины удельного теплового потока q2 по точкам площадипятнанагрева описываетсязакономнормального распределения случайных событий (кривой вероятностей Гаусса) и выражается уравнением (1.3):
 (1.3)
(1.3)
где q2m – максимальная величина удельного теплового потока на оси струн;
k – коэффициент сосредоточенности удельного теплового потока;
r – радиальное расстояние рассматриваемой точки от оси потока (рис.8).
Источник такого нормально распределенного теплового потока называется нормально-круговым. Чем большекоэффициент сосредоточенности k, тем быстрее убывает величина потока с удалением от оси и тем меньше условный диаметр пятна нагрева dm.
Если принять за условную круговую границу пятна нагрева окружность с радиусом rпг, на котором величина удельного теплового потока у, составляет 5% от его максимальной величины q2m в центре пятна, то для этой пограничной зоны справедливо уравнение (1.4):
 (1.4)
(1.4)
откуда:
 (1.5)
(1.5)
после логарифмирования:
 (1.6)
(1.6)
или:
 (1.7)
(1.7)
Таким образом, условный диаметр пятна нагрева обратно пропорционален квадратному корню из коэффициента сосредоточенности потока k.
Для определения нагрева изделий при напылении покрытий необходимо знать тепловую мощность струи q и коэффициент ее сосредоточенности k, которые зависят от режима напыления, во многом, от дистанции напыления l.
Например, при использовании плазменного распыления проволочного анода установленные зависимости значений КПД нагрева η и коэффициента сосредоточенности k от дистанции напыления l имеют вид (рис. 4, 5):
|
|
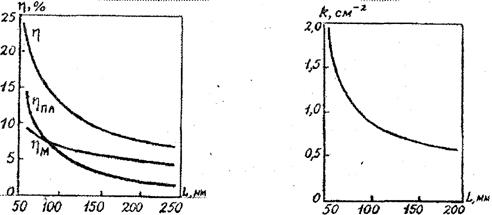
При значениях l>100 мм условный диаметр пятна нагрева dнг практически совпадает с диаметром пятна напыления dпп, а при значениях l<100 мм величина dнп становится больше, чем dнг. С увеличением дистанции напыления доля тепла, вносимая в изделие двухфазным плазменным потоком, сильно снижается. Так, при увеличении дистанции L от 50 до 200 мм КПД нагрева плазменной струёй уменьшается с 14 % до 2 %, а КПД нагрева потоком частиц снижается только с 8% до 5 % (рис. 4). Поэтому, изменяя дистанцию напыления, можно в широких пределах регулировать величину подогрева поверхности.
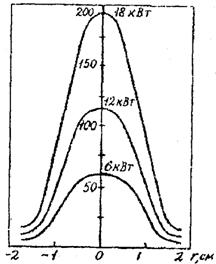
Повышение мощности дуги плазмотрона увеличивает тепловую мощность струи q, ее удельный тепловой поток на оси q2m соответствует зависимости (рис. 6):
 (1.8)
(1.8)
В названных условиях параметры предельного, квазистационарного процесса распространения теплоты оказываются связанными следующей зависимостью:
 (1.9)
(1.9)
|
Рис. 6. Влияние мощности дуги плазмотрона на величину и распределение удельного теплового потока при напылении |
 где –T (y,τ) – температура
любой точки А пластины, определяемая координатами x, y в подвижной
системе координат XOY или радиус вектором
где –T (y,τ) – температура
любой точки А пластины, определяемая координатами x, y в подвижной
системе координат XOY или радиус вектором 
τ – время отчисляемое от момента прохождения центра нормально-кругового источника тепла через сечение пластины с изучаемой точкой А (время до указанного момента считается отрицательным);
τ0 = ¼ α2k – промежуток времени между моментами прохождения сечения сточкой А фиктивными сосредоточенными в начале координат линейным источником и прохождения центром нормально-кругового источника;
b = 2α2/c2γ2δ – коэффициент температуроотдачи;
α2 – коэффициент поверхностной температуроодачи;
 r
точки А от начала подвижных координат, т.е. от фиктивного источника;
r
точки А от начала подвижных координат, т.е. от фиктивного источника;
ν – скорость перемещения плазматрона над напыляемой поверхностью;
 – безразмерный критерий
постоянного времени τ0;
– безразмерный критерий
постоянного времени τ0;
ψ2(ρ2, τ) – коэффициент теплонасыщения для плоского процесса распространения теплоты.
Величина температуры нагрева основы T0(τ) при напылении позволяет определить структурное состояние покрытий и их механические характеристики, рассчитать остаточные напряжения. Однако для выявлений условий прочного сцепления частиц c основой и друг с другом необходимо установить температуру в зоне контакта частиц Tк которая определяет процессы их физико-химического взаимодействия, приваривания и сцепления.
1.2.2. Температура контакта
 При напылении расплавленные частицы
ударяются о более холодную поверхность с последующим растеканием, одновременным
деформированием и затвердеванием. В начальный момент удара сферическая частица,
сплющиваясь под действием сил инерции, растекается по поверхности от места
первичного контакта. Вместе с круговым поверхностным растеканием происходит
теплоотдача от материала частицы в направлении, перпендикулярном поверхности
основы, и в этом же направлении распространяется фронт затвердевания.
При напылении расплавленные частицы
ударяются о более холодную поверхность с последующим растеканием, одновременным
деформированием и затвердеванием. В начальный момент удара сферическая частица,
сплющиваясь под действием сил инерции, растекается по поверхности от места
первичного контакта. Вместе с круговым поверхностным растеканием происходит
теплоотдача от материала частицы в направлении, перпендикулярном поверхности
основы, и в этом же направлении распространяется фронт затвердевания.
|
Рис. 7. Схема деформации и одновременного затвердевания (заштрихована твердая фаза) расплавленной частицы при ударе о плоскую поверхность |
 Оба этих процесса протекают в течение времени, необходимого для
перемещения верхней точки С1 расплавленной частицы, через положение
С2 к конечному положению Сз на поверхности затвердевшей частицы
(рис. 7). Соответственно этому крайняя точка частицы C1’ перемещается
по поверхности в положение C2’ и C3’, формируя круговой край затвердевшей частицы.
Оба этих процесса протекают в течение времени, необходимого для
перемещения верхней точки С1 расплавленной частицы, через положение
С2 к конечному положению Сз на поверхности затвердевшей частицы
(рис. 7). Соответственно этому крайняя точка частицы C1’ перемещается
по поверхности в положение C2’ и C3’, формируя круговой край затвердевшей частицы.
По мере растекания уже затвердевшая частьматериалачастицы получает давление со стороны еще не кристаллизовавшегося, жидкого объема, за счет чего прижимается к поверхности основы до момента полного, затвердевания. Поэтому затвердевшая частица при напылении под прямым углом на плоскую поверхность, из исходной сферической формы диаметром d приобретает форму диска диаметром D и толщиной h с отношением hd ≈ 0,05...0.1. В действительности форма частиц становится более сложной, т.к. они попадают в покрытие под различными углами, на шероховатую поверхность.
Процесс затвердевания и охлаждения частицы в реальном процессе напыления с достаточной точностью описывается без учета возможного перегрева частиц сверх температуры их плавления Тпл. При этом можно произвести качественную и количественную оценки термических циклов Тк(τ) в контактной зоне.
В момент τ1 касания расплавленной частицей поверхности основы начинается распространение фронта затвердевания навстречу деформирующейся частице (рис. 8). По истечении времени τ1 > τ2толщина затвердевшего слоя достигает координаты h(τ2; 0) на расстоянии rот оси частицы и высоты h(τ2; r) на расстоянии r от оси частицы с увеличением диаметра круговой границы затвердевшего слоя. Через некоторое времяτ3 > τ2толщина увеличивается до координаты h(τ3; r) при возрастании диаметра затвердевания.Кристаллизациям растекание частицы заканчиваются за время τ0 в момент встречи точки С растекающейся частицы с движущимся ей навстречу фронтом затвердевания на уровне координаты h(τ0; 0), что определяет толщину hзатвердевшей частицы и ее диаметр D.
В момент соприкосновения частицы с основой, имеющей температуру То, в точке контакта возникает температура Тк, подвижный фронт начавшейся кристаллизации несет температуру плавления материала частицы Тпл. При увеличении расстояния от фронта кристаллизации температура и частицы, и основы резко снижаются, проходя через определенное значение Тк. С течением времени τ1 - τ3 темп этого снижения замедляется (увеличивается угол между линией снижения и осью температур) так что вблизи точки контакта и частица, и основа успевают прогреться до более высоких температур.
Рис. 8. Кинетика затвердевания
частицы и распределения температуры между частицей и основой
После затвердевания величины температуры контакта Тк и температуры частицы быстро уменьшаются вследствие интенсивной теплоотдачи частицы в основу до полного их выравнивания с температурой основы То.
Таким образом, термический цикл Тк(τ) сферической частицы при ударе, деформации и затвердевании на поверхности включает два основных этапа (рис. 9):
1. затвердевание частицы в течении времени τо, когда величина Тк остается постоянной благодаря тому, что над подвижным фронтом кристаллизации h(τ, r) находится жидкий расплав;
2. охлаждение затвердевшей частицы до температуры основы То.
Подогревая изделие и увеличивая значение То, можно повысить температуру контакта Тк и интенсифицировать процесс приваривания частиц.
На первой стадии, при затвердевании частицы величина Ткостается постоянной за счет воздействия теплофизических параметров по формуле:
 (1.10)
(1.10)
где Тк – температура контакта;
Тпл – температура плавления материала частицы;
Кε
– критерий тепловой активности материала частицы по отношению и основы: Кε
= λ1 / λ2 
α1 α2 – коэффициенты температуропроводности материала частицы и основы;
Ф(α) – функция интеграла вероятности: α = f(Kε; KL);
α – корень уравнения:
 (1.11)
(1.11)
KL – критерий теплоты плавления L материала частицы:
 (1.12)
(1.12)
С1 – теплоемкость материала частицы.
Величине α устанавливаетсяграфическипо имеющейся экспериментальной номограмме, в зависимости от точки пересечения кривых изменения значений Kε K1.
Расчеты показывают, что величина Tк при напылении для сочетаний большинства материалов соответствует твердому состоянию частицы и основы. Длительность процесса кристаллизации составляет величину порядка τо = 10-6 с, полное остывание - τост ≈ 100τ0.
Под частицей изделие интенсивно нагревается так, что градиент температуры достигает 105 К/см. Повышение температуры Т2. по глубине изделия вдоль оси X, направленной из точки контакта перпендикулярно поверхности в сторону частицы, для стадии затвердевания (0 ≤ τ ≤ τ0; х < 0) оценивается выражением:
 (1.13)
(1.13)
Температура частицы Т1 (0 ≤ τ ≤ τ0; х < 0) при этом определяется зависимостью:
 (1.14)
(1.14)
После затвердевания частицы величина Тк резко падает, и глубина зоны термического влияния под частицей (τ =τо) не превышает нескольких десятков микрометров.
В реальных условиях напыления на величину Тк влияют перегрев расплавленных частиц и состояние поверхности основы.
Перегревчасто происходит приплазменном распылении проволоки - анода, а также при электродуговой металлизации. Из-за этого возрастает величина Тк, однако характер кривой термического цикла при таком напылении остается соответствующим напылению не перегретыми частицами. Расчет температуры Тк в этом случае усложняется, т. к. в него, кроме значения Тпл, вводится температура частицы Тч, увеличивается объем вычисления корня а, построение номограммы становится невозможным и требуется применение ЭВМ.
Поверхность металлической основы всегда имеет оксидный слой, который может создавать тепловое сопротивление между частицей и основой, повышая температуру Тк. При условии напыления сразу после очистки поверхности возникший тонкий оксидный слой не показывает практического влияния на величину Тк.
Температура поверхности То служила уровнем отсчета в уравнениях для вычисления температуры контакта Тк, температуры основы Т2. температуры частицы Т1. Эти выражения характеризуют повышение температуры в контактной зоне под воздействием расплавленной затвердевающей частицы.
Распределение теплового потока и температуры по всей площади пятна напыления является очень неравномерным. Они достигают максимума на оси потока напыления и снижают до минимума к периферии пятна, согласно закону нормального распределения. Такая неравномерность температуры поверхности требует учитывать ее исходную температуру То в приведенных уравнениях температур контактной зоны для определения действительных значений этих температур:
 (1.15)
(1.15)
 (1.16)
(1.16)
 (1.17)
(1.17)
В процессе напыления взаимодействие частиц с поверхностью основы и формирование покрытия происходят не только за счет возникновения температуры Тк в зоне контакта, но также благодаря давлению Р, создающемуся при ударе частиц с высокой скоростью о поверхность.
1.2.3. Давление при ударе
Явления, возникающие в зоне удара, соответствуют положениям гидродинамики процессов удара жидких сферических тел в твердую мишень.
Под действием кинетической энергии, обусловленной скоростью удара ν, частицы интенсивно деформируются, из-за чего в зоне соударения возникает давление Р. Его величина определяется двумя составляющими: напорным, или скоростным давлением Рн и ударным, или импульсным давлением Ру.
Деформация частицы в первый момент удара имеет упругий характер, с возникновением и распространением в материале частицы упругих волн сжатия. Затем в месте удара жидкая частица растекается и образует тонкий плоский слой, после чего происходит равномерная деформация частицы.
За счет движения в частице упругих волн сжатия в течение времени τу = 10-10 – 10-9 с создается ударное давление Ру наибольшая величина которого определяется на основе известного уравнения Жуковского для гидравлического удара:
 (1.18)
(1.18)
где Pу – наибольшее давление удара, МПа;
γ1 = 5 г/см3 – усредненная плотность напыляемого металла;
с = 4 · 103 м/с – скорость звука в расплавлено металле;
ν = 200 м/с – усредненное значение скорости частицы;
μ = 0,5 – коэффициент жесткости жидкой частицы при ударе учитывающий её способность к релаксации.
После подстановки указанных значений в формулу получается:
Ру = 5 · 4 · 103 · 200 · 0,5 / 2 ≈ 1000 МПа (1.19)
Вследствие движения со скоростью v жидкой сферической частицы происходит ее деформация на участке удара, соответствующем диаметру частицы, где развивается в течение времени τн = 10-7 – 10-5 с напорное давление Рн. Его величина рассчитывается по уравнению Бернулли:
Рн = γ1 · ν2 = 5 · 2002 = 200 МПа
|
Рис. 10. Изменение давления в зоне удара частицы серебра |

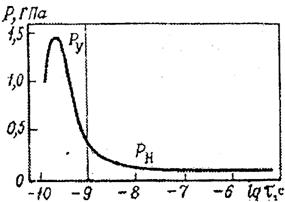 Таким образом, за время τо = 10-7
– 10-5 с с момента удара происходит
вначале скачок давления Ру с последующим его снижением до величины Рн
(рис. 10).
Таким образом, за время τо = 10-7
– 10-5 с с момента удара происходит
вначале скачок давления Ру с последующим его снижением до величины Рн
(рис. 10).
Время τо требуется на равномерное уменьшение исходной высоты частицы H (0; 0) = d до значения H (τо; 0) = h, и при скорости частицы ν составляет (рис. 8);
 (1.20)
(1.20)
т.е. оносоответствуетвремени, необходимому для смыкания фронта кристаллизации со свободной поверхностью частицы.
По мере удаления от оси частицы длительность давления τ(r) несколько уменьшается из-за сферической формы частицы. Но если величина радиуса r не превышает значения d2 то указанное снижение длительности τ(r) почти не влияет на процессы физико-химического взаимодействия, определяющие прочность сцепления.
Высокое ударное давление Ру способствует очистке поверхности от загрязняющих и оксидных слоев, обеспечивая улучшение физического контакта между частицей и основой. Напорное давление Рн обусловливает последующее интенсивное протекание процессов приваривания частицы и прочное ее сцепление с основой.
Значение Ру и Рн как было показано, в большей степени определяются скоростью частиц ν при ударе. При малых скоростях частицы слабо деформируются и почти не растекаются, что замедляет процессы приваривания и ослабляет прочность их сцепления с основой. Наименьшую скорость νmin, при которой еще происходит деформация расплавленной частицы в момент удара, можно определить с учетом сопротивления этой деформации со стороны силы поверхностного натяжения частицы. Для этого принимается условие, что вся кинетическая энергия частицы расходуется на увеличение ее поверхности с изменением формы от сферической до цилиндрической, и используется формула (1.21):
 (1.21)
(1.21)
Для металлических частиц
с поверхностным натяжением σ 2 и при известных средних значениях других
параметров величина νmin, составляет 5...8 м/с.
2 и при известных средних значениях других
параметров величина νmin, составляет 5...8 м/с.
Для напыления частицами
оксидов с поверхностным натяжением σ2 величина νmin находится в пределах 9...15 м/с.
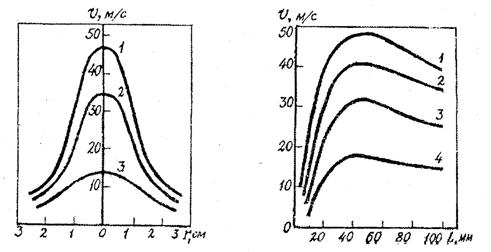
Скорость частиц в плазменной струе связана с их удалением от оси струи. Наибольшую скорость имеют частицы на оси струи, где она определяется электрической мощностью плазмы, размером частиц, их плотностью, расстоянием от сопла. По мере удаления от оси скорость частиц снижается аналогично величине теплового потока соответственно нормальному распределению Гаусса (рис. 11). Наиболее сильно - в 3 – 5 раз - падает скорость мелких частиц (кривая 1), с их укрупнением разность скоростей в пятне напыления уменьшается.
Такое распределение скорости показывает, что для получения необходимой прочности сцепления на всей площади пятна напыления, с учетом приведенных минимальных значений скорости на периферии пятна, требуется обеспечить величину скорости удара частиц в центре пятна не менее 15 – 30 м/с. Одновременно следует иметь в виду, что с увеличением расстояния от сопла в струе плазмы частицы разгоняются, достигая наибольшей скорости на расстоянии 40 – 60 мм, после чего происходит их замедление (рис. 12). При этом укрупнение частиц приводит к уменьшению темпа их разгона и замедления, к снижению значения наибольшей скорости. Это указывает на то, что для обеспечения требуемой скорости удара частиц, необходимо разогнать их в плазменной струе до скорости не менее 25 – 40 м/с.
 |
|
Рис. 11. Влияние диаметра частицы на распределение их скорости v в пятне напыления радиусом r: 1 - d = 100 мкм, 2 - d = 200 мкм, 3 - d = 300 мкм. |
|
Рис. 12. Влияние расстояние от сопла по оси струи L на скорость v частиц различного диаметра d: 1 – d= 75 мкм, 2 – d = 100 мкм, 3 - d = 150 мкм, 2 – d=200 мкм. |
 |
Рассмотренные тепловые и гидродинамические особенности процессов контактного взаимодействия напыляемых частиц с основой показывают, что главными факторами, определяющими прочность сцепления при образовании покрытия, являются:
- температура контакта Тк частицы и основы в зоне контакта их жидкой и твердой фаз;
- продолжительность контакта τо;
- давление контакта Р, приложенное к фазам, взаимодействующим в контактной зоне.
Так как диаметр площади контакта близок к диаметру частицы и к диаметру химического взаимодействия, то значения Тк и Рн остаются постоянными в течение времени удара то, соответствующего времени кристаллизации. Поэтому считается, что химико-физическое взаимодействие материалов частицы и основы протекает в условиях, близких к изобарно-изотермическим, которые создаются самими процессами деформации и кристаллизации частиц.
Формирование покрытия при напылении происходит за счет наслоения частиц на поверхность основы и в дальнейшем друг на друга. Поэтому большое влияние на строение и качество покрытия оказывает не только взаимодействие частиц с основой, но и частиц между собой.
1.3. Физико-химические основы детонационного напыления
Рассмотрена взаимосвязь между скоростью и температурой напыляемых частиц и соотношением между их кинетической и тепловой энергией, позволяющая учитывать относительный вклад этих частиц в энергетику формирования газотермических покрытий.
Практика газотермнческого нанесения покрытий и специальные эксперименты показывают, что прочность сцепления получаемых покрытий определяется не только контактной температурой па границе раздела соударяющихся частиц с подложкой и временем их взаимодействия, но также и скоростью соударения частиц с подложкой. Однако полного понимания природы влияния и вклада скорости напыляемых частиц в образование прочного сцепления между частицей и подложкой нет.
Предложено для оценки влияния скорости частиц ввести в знаменатель показателя экспоненты известного уравнения, описывающего скорость топохимической реакции первого порядка, имеющей место при образовании сцепления между частицей и подложкой, значение кинетической энергии частицы mν02/2. При этом сопоставляют ее с тепловой энергией частиц, определяя последнюю как RT, где R – универсальная газовая постоянная, а Т – абсолютная температура частицы.
Полная энергия напыляемой частицы, включая тепловую и кинетическую, определяется выражением
 (1.22)
(1.22)
где Ept– тепловая энергия частицы, Epk – кинетическая энергия частицы, m – масса частицы, cр(Тр) — функциональная зависимость удельной теплоемкости частицы от ее температуры Тр, L — теплота плавления материала частицы, νp – скорость частицы. При температуре частиц ниже точки плавления (Tр < Tm) L=0.
Из этого выражения легко получить зависимость между скоростью и температурой напыляемых частиц, при которой обеспечивается равенство между тепловой и кинетической энергией
 (1.23)
(1.23)
При выводе этого выражения полагали что в качестве размерностей физических величии используются следующие единицы: m в г, ср в кал/г·град, Т и °С, L в кал/г, νpв м/с. Условно полагая ср = const достаточно для оценочных расчетов, получим, что
 (1.24)
(1.24)
|
Рис. 13. Зависимость между скоростью и температурой напыляемых металлических частиц при условии Ept=Еpk |

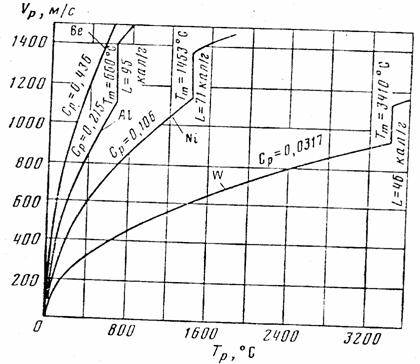
Рассчитанные по этому выражению зависимости между температурой и скоростью напыляемых частиц из различных металлов при условии Еpt = Epk представлены на рис.13. Справедливыми, считаем, что чем выше удельная теплоемкость материала частиц, тем более высокие скорости соударения частиц с подложкой необходимы для обеспечения равного вклада тепловой и кинетической энергии в энергетику формирования покрытий. Кроме того вообще бессмысленно анализировать скорость частиц, при которой вклад кинетической энергии в образование прочного сцепления превышает тепловой, поскольку такое значение скорости зависит от температуры частиц. Для расплавленных частиц значения критической скорости, обеспечивающей соблюдение равенства Ept=Epk, зависят также от величины скрытой теплоты плавления их материала.
Из приведенных графиков видно, что они могут быть использованы для оценки относительного вклада скорости и температуры частиц в энергетику формирования покрытий. Материалы с низкой удельной теплоемкостью более чувствительны к влиянию скорости частиц па их энергетическое состояние. Для частиц никеля при температуре плавления в твердом состоянии критическая скорость составляет 1130, а в жидком— 1370 м/с, для частиц вольфрама – соответственно 950 и 1130 м/с. Для частиц бериллия эти значения составляют 2160 и 2615 м/с. Если же взять случай нагрева твердых частиц Ni и W до одинаковой температуры 1200° С, то критическое значение скорости составит соответственно 1030 и 560 м/с. Используя подобные графики и зная достигаемые в используемом технологическом процессе температуры и скорости частиц, можно оценить относительный вклад тепловой и кинетической энергии в формирование покрытия и па этой основе выбрать соответствующие методы расчетной оценки контактных процессов, ведущих к образованию соединения между материалами.
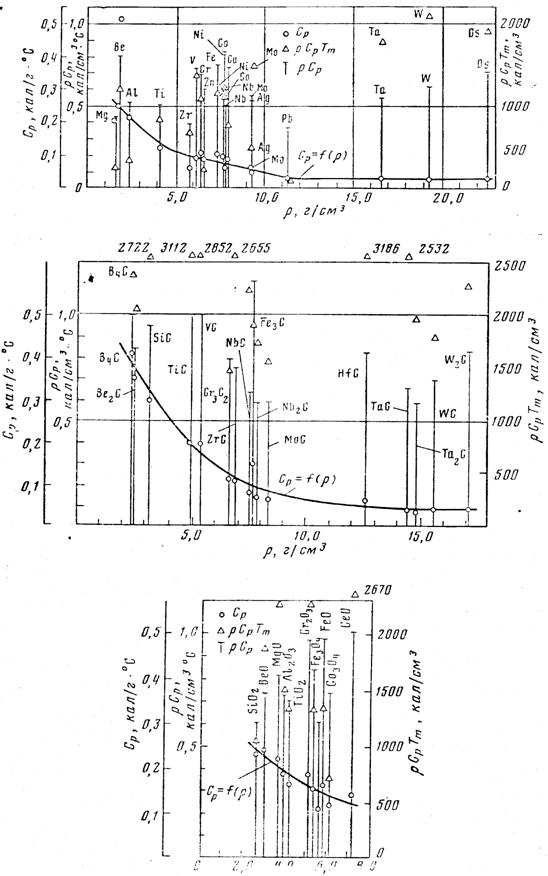
Учитывая неоднозначность влияния скорости напыляемых частиц на энергетику формирования покрытии, попытаемся проанализировать некоторые возможные подходы к выбору технологических параметров напыления покрытий из материалов с различными теплофизическими свойствами. На рис. 14 представлена диаграмма, построенная по справочным данным и
 |
|||
|
показывающая зависимость между плотностью о и удельной теплоемкостью ср а также значения ρср и ρсрТm где Тm – температура плавления (или разложения) материала для ряда металлов, тугоплавких карбидов и оксидов. Из анализа этой диаграммы следует, что для рассмотренных материалов наблюдается общая характерная закономерность с отдельными отклонениями, выражающаяся в уменьшении удельной теплоемкости с ростом плотности материала.По технологическим соображениям для напыления часто используют порошки разных материалов, но приблизительно с одинаковой дисперсностыо. Поэтому использование характеристик ρср и рсрТm является удобным поскольку они показывают содержание тепловой энергии в единице объема напыляемого материала, причем последняя из них – максимальное накопление тепловой энергии в единице объема материала в твердом состоянии. Для упрощения оценочных расчетов значения Ср принимались постоянными, не зависящими от температуры.
Из анализа диаграммы для металлов (рис. 14, а) следует ряд важных выводов по выбору оптимальной технологии их газотермического порошкового напыления. Прежде всего это касается сопоставления максимальной интенсивности активирующего теплового воздействия твердых частиц одинакового диаметра на подложку. Чем выше значение ρСрТm тем выше эта интенсивность и более легко может быть обеспечено получение высокой прочности сцепления частиц с подложкой. Для металлов с низким значением ρcрТm достижение высокой прочности сцепления легче осуществлять за счет увеличения скорости частиц. Например, можно сопоставить нанесение покрытий из Сг и Zn, имеющих приблизительно одинаковую плотность и теплоемкость, но в 4 раза различающиеся значения ρСрТm. Перегрев частиц не всегда может дать желаемый результат, он часто ограничен с целью избежания интенсивного испарения и активного химического взаимодействия напыляемого материала с рабочей газовой средой. В рассматриваемом случае для нанесения покрытий из Znцелесообразно использовать технологические режимы с более высокой скоростью частиц, в то время как для напыления Сг – с более высокой температурой нагрева частиц. Поскольку интенсивность ускорения частиц одинакового диаметра пропорциональна их плотности, а значения ρСр для Cr и Zn существенно не различаются, в газовых струях с одинаковыми параметрами динамика нагрева и ускорения частиц этих материалов будет примерно одинаковой. Это и предопределяет необходимость подбора оптимального соотношения между кинетической и тепловой энергией, используемой для напыления газовой струи. Аналогичные выводы могут быть сделаны для сопоставления режимов напыления Be и Al, Мо и Ag. Интересно отметить, что широко используемые в различных сплавах для газотермического напыления Fe, Ni и Со имеют приблизительно одинаковые теплофизические характеристики, влияющие на способность их к термомеханической активации подложки. Несущественно отличаются эти значения и для Сг.
Если сопоставлять металлы с одинаковой удельной теплоемкостью, но с различной плотностью (Ag, Та, W, Os) то следует отметить, что для этого ряда с ростом плотности могут использоваться газовые струи с более высокой рабочей температурой, а для напыления Ag высокотемпературные газовые струн вообще неприемлемы, т.е. эти покрытия могут быть получены высокоскоростными газовыми струями с очень умеренной температурой газовой среды. Тем более что частицы Ag легко увлекаются газовым потоком.
Металлы с высокой удельной теплоемкостью, расположенные в левой части диаграммы, для равного вклада тепловой и кинетической энергии частиц в механизм формирования покрытия требуют разгона до более высоких скоростей. Однако это облегчается ввиду их малой плотности, но ограничено реально достижимыми скоростями газовых потоков, используемых при газотермическом нанесении покрытий. Для тугоплавких карбидов (рис. 14, 6) характерны высокие значения ρcр и ρcрТm, поэтому нанесение покрытий может вестись в более широком диапазоне значений скорости и температуры частиц. Для карбидов, расположенных в правой части диаграммы, вклад скорости частиц в активацию подложки более ощутим, но разгон их до высоких скоростей затруднен высокой плотностью. В этом случае целесообразнее использован, рабочую газовую среду с более высокой скоростью и плотностью.
Подобная диаграмма для окислов приведена на рис. 14, в. Для них характерен сравнительно узкий диапазон плотностей, а также аналогичная закономерность уменьшения удельной теплоемкости с ростом плотности. Сравнительно небольшие различия в плотности окислов обусловливают их более высокую чувствительность к соотношению между скоростью и температурой частиц. Требования к подбору оптимальных режимов напыления те же, что и для нанесения покрытий из металлов и карбидов.
Вполне естественно, что для отдельных видов материалов оценку соотношения вкладов скорости и температуры частиц в кинетику формирования покрытия потребуется проводить с учетом температурной зависимости удельной теплоемкости частиц.
Условно полагая вклад тепловой и кинетической энергии частиц в Нормирование покрытий равноценным, определим необходимую скорость разгона частиц при заданной температуре нагрева подложки Тs, и частиц Тр'. Необходимым условием для образования прочного сцепления частицы c подложкой является достижение в контакте частица – подложка требуемого значения контактной температуры Тk. Для случая напыления твердыми частицами температура в контакте определяется но формуле И. Вейника. Путем ее преобразования легко получить выражение для оценки требуемой температуры нагрева частиц;
 (1.25)
(1.25)
где Bs и Bр — коэффициенты аккумуляции тепла материала подложки и
частицы соответственно ( cp= const:
cp= const:
 (1.26)
(1.26)
Откуда с учетом предыдущего уравнения и размерностей, получим:
 (1.27)
(1.27)
Полученное выражение позволяет оценивать значение требуемой скорости соударения с подложкой напыляемых частиц материала при известной температуре их нагрева. Для избежания получения завышенных значений скорости частиц следует учитывать уменьшение энергии активации поверхности подложки за счет высокого импульсного давления в момент соударения при определении контактной температуры Тk.
2. Установки для детонационно-газового напыления
В табл. 2 приведены технические характеристики некоторых установок для детонационно-газового напыления. Первоначально была предложена установка с механическим клапанным механизмом подачи рабочих газов, позднее - с электромагнитным клапанным механизмом и смешанного типа.
|
Таблица № 2. Технические характеристики установок для детонационно-газового напыления |
||||
|
Характеристика |
АДК-1 |
ДНП-5 |
АДК |
АДУ-СЛ |
|
Объем ствола, см3 |
500-700 |
400 |
630 |
|
|
(Lст, м) |
(0,45-1,0) |
(2.0) |
||
|
Расход газов (не более), мз/ч: |
||||
|
-ацетилена |
1,2-2,25 |
0,5-4,0 |
< 2,2 |
3,0 |
|
-кислорода |
1,2-2,25 |
- |
<2,6 |
5,0 |
|
-азота |
5,0-8,0 |
- |
<9,0 |
8,0 |
|
-воздуха |
20-25 |
- |
<25 |
- |
|
Давление газов, МПа: |
||||
|
-ацетилена |
0,15 |
- |
0,1-0,12 |
- |
|
-кислорода |
0,5 |
- |
0,3-0,5 |
- |
|
-азота |
0,3-0,8 |
- |
0,3-0,8 |
- |
|
-воздуха |
0.4 |
- |
0,4-0,5 |
- |
|
Расход охлаждающей воды, м3/ч (давление, МПа) |
1,0 |
- |
1,0 |
.- |
|
(0,2) |
(0,05-0,1) |
|||
|
Скорострельность, выстрел/с |
2-4 |
2-15 |
4 |
4 |
|
Расход напыляемого порошка, г/выстрел |
0,1-0,25 |
2-12 |
- |
4-12 |
|
Производительность на пыления, кг/ч |
0,8-2,5 |
0,7-3,0 |
0,7-3,5 |
|
|
КИП |
0,4-0,5 |
0,3-0,8 |
0,3-0,5 |
0,1-0,8 |
|
Электрическая мощность, кВт |
0,35 |
- |
0,3 |
- |
|
Толщина покрытия за вы- стрел, мкм (площадь, см2) |
5-10 |
- |
3-10 |
- |
|
(3.2) |
|
Рис. 15. Схема детонационно-газовых установок: а - с клапанами механического типа; б - с пневмоклапанами |
 |
На рис. 15, а приведена принципиальная схема установки механического типа. Рабочие газы С2Н2 (1), О2 (2) и N2 (3) через систему подводящих трубопроводов и тарельчатых клапанов 1 подаются в смесительную камеру 3. Первоначально срабатывают клапаны, подающие С2Н2 и О2, а при их закрытии открывается клапан подачи азота. Готовая взрывчатая смесь проталкивается в камеру 6, где и взрывается искрой запального устройства 5. Подача продувочного газа необходима для того, чтобы заглушить азотом входные отверстия ацетиленового и кислородного клапанов. Этим предотвращается возможность обратного удара и увеличивается стойкость клапанов. Кроме того, азот очищает камеру смешения и взрывную камеру 6 от продуктов сгорания перед новым циклом. Распределительный механизм, выполненный в виде вала с кулачками 2, управляет работой клапанов и установки. Этот механизм приводится в движение электроприводом 4.
На рис. 15, б приведена упрощенная принципиальная схема установки с электромагнитной клапанной системой. Блок управления БУ с электронным счетно-суммирующим программным устройством определяет последовательность работы схемы. В начальный момент по команде с БУ открываются электромагнитные клапаны 1 - 3, подающие в смесительную камеру 7 компоненты газовой рабочей смеси. С помощью клапана 3 регулируется количество азота в смеси N2. Это позволяет в широких пределах регулировать температуру, давление и скорость детонационной волны и продуктов ее распада. Появляется возможность подбирать необходимый режим работы установки. Одновременно с клапанами 1-3 открывается клапан 4, через который поступает транспортирующий газ N2 (тр) и подается из питателя 8 порция порошка во взрывную камеру 9. После заполнения взрывной камеры рабочей смесью клапаны 1-4 закрываются. Одновременно открывается клапан 5, через который нейтральный газ N2 (з) заполняет буферный змеевик 10. После закрытия всех клапанов генератор 11 подает импульс высокого напряжения на искровую свечу 12. Этим обеспечивает подрыв рабочей смеси во взрывной камере. Цикл заканчивается открытием клапана 6 и продувкой системы нейтральным газом N2 (п). В последующих циклах последовательность работы клапанов повторяется.
Преимуществом установок с электромагнитной клапанной системой и электронным счетно-суммирующим программным устройством является оперативное изменение режимов (программы) напыления покрытий.
Функционирование детонационно-газовых установок зависит от совершенства конструкций ряда узлов и систем, например распылителя, камеры смешения, системы зажигания, устройства для предотвращения обратного удара, системы управления и регулирования и др.
Детонационно-газовые распылители. Основным элементом дето-национно-газового распылителя является взрывная или детонационная камера. Конструктивно она представляет собой, чаще всего, ствол постоянного или переменного сечения. В распылительной камере происходит детонационный взрыв и, как следствие его, высокотемпературный, высокоскоростной поток горючей смеси совместно с напыляемым порошком. В простейшем варианте взрывная (распылительная) камера представляет собой длинную трубу с отверстиями для ввода рабочей газовой смеси, порошка и запального устройства. Для работы в автоматическом режиме требуется водяное охлаждение.
Взрывные распылительные камеры классифицируют: по способу введения порошка - с осевой и радиальной подачей; по способу инициирования смеси - с прямым и форкамерным зажиганием; по способу подачи взрывчатой смеси - с прямым смешением и предварительным; по способу создания движущей силы порошка - с инжектор-ной и принудительной подачей; по периодичности ввода газовой смеси - с периодическим вводом и непрерывным; по конструктивным особенностям - с камерой-стволом постоянного сечения и переменного; с прямолинейным стволом и в виде змеевика.
Имеются и другие признаки классификации. Все это свидетельствует о многих возможных конструктивных решениях детонационно-газовых распылителей.
Конструктивная схема распылительной взрывной камеры с инжекторной осевой подачей порошка, форкамерным зажиганием и прямым стволом постоянного сечения показана на рис. 143, а. Взрывная камера 6 через смесительную камеру 5 соединена с форкамерой 3. Взрывная смесь подается через штуцер 10 в замкнутую кольцевую полость с отверстиями 9 и далее в форкамеру. Отверстия выполнены таким образом, чтобы вокруг порошкового сопла 2 создавалось разрежение и осуществлялась инжектирующая подача порошка из питателя через штуцер 1. Взрывная смесь в форкамере поджигается при помощи свечи 4, на которую подается высоковольтный разряд от специального источника. Горючая смесь с порошком из форкамеры направляется в смесительную камеру 5 и далее в ствол распылителя, охлаждаемого водой 7. Инжекторное устройство и форкамера являются наиболее ответственными узлами распылителя. От них в значительной мере зависит смесеобразование порошка с газом, формирование стационарной детонационной волны и двухфазного потока. Наличие форкамеры надежно защищает свечу от возможного попадания от нее порошковой взвеси. Обратное движение порошковых частиц обусловлено разрежением во взрывной камере после подрыва газовой смеси. Для охлаждения форкамеры и взрывной камеры применяют водяное охлаждение через штуцеры 8.
|
Рис. 16. Конструктивная схема детонационно-газового распылителя с осевой инжекторной подачей порошка и форкамерным зажиганием (а), а также с радиальным вводом порошка со стволом переменного сечения (б) |

На рис. 16, б приведена схема детонационно-газового распылителя с форкамерным зажиганием, радиальной инжекторной подачей порошка со стволами переменного сечения. Характерной особенностью такого распылителя является наличие двух стволов: переднего выходного с длиной L1 = (15 - 40)d1 и заднего с длиной L2 = (15 - 80)d2. Между собой стволы соединены камерой 4. Рабочая взрывчатая смесь подается в форкамеру 1, где происходит ее возбуждение свечой 2. В задней взрывной камере смесь детонирует и на выходе в камеру смешения продукты сгорания обладают сверхзвуковой скоростью.
Кольцевая часть задней камеры и камера смешения образуют между собой инжектирующий узел. Порошок за счет инжекции поступает в смесительную камеру из питателя через радиальные отверстия 3. Из смесительной камеры продукты детонации с взвешенным порошком направляются в переднюю камеру распылителя. Проходя цилиндрический участок этой камеры, поток турбулизуется. Создаются благоприятные условия для дальнейшего перемешивания порошка с продуктами сгорания. В расширяющейся части смесь приобретает дополнительную скорость. Наличие переднего обособленного ствола позволяет иметь строго заданный участок разгона напыляемых частиц. Для напыления многослойных покрытий предусмотрено несколько входных штуцеров, связанных с разными порошковыми питателями.
Для зажигания взрывчатой смеси необходима определенная энергия - энергия зажигания. Максимальная энергия зажигания при атмосферном давлении соответствует стехиометрическому составу взрывчатой смеси и составляет 10-4 – 10-6 Дж. С повышением давления и температуры эти значения становятся еще меньше. Следовательно, для первоначального возбуждения могут быть использованы автомобильные свечи с энергией искрового разряда 0,05 - 0,2 Дж.
Обычно детонационные распылительные камеры изготовляют из высоколегированных сталей. Внутренняя поверхность (особенно передней части ствола) должна быть гладкой и без выступов.
|
При работе распылителя форкамера, взрывная камера и другие узлы нагреваются. Это приводит к преждевременной детонации смеси и неустойчивости процесса. Поэтому в распылителе предусмотрено водяное охлаждение теплонапряженных элементов, ограничивающее их перегрев свыше 400 °С.
В современных распылителях предусмотрены сменные стволы различного диаметра и различной длины. Это позволяет получать оптимальные параметры потока напыляемых частиц.
Камеры смешения. Предназначены для создания равномерного распределения газовой смеси вдоль ствола. Обычно при создании газопламенных струй для смешения газов используют инжекторный принцип. В установках для детонационного напыления он малоэффективен. Целесообразнее использовать устройства, обеспечивающие смешение газовых потоков, движущихся под углом один относительно другого или их закруткой. Поэтому в смесителях часто применяют форсунки струйного или центробежного типа. Конструирование и расчет смесительных камер описан в специальной литературе.
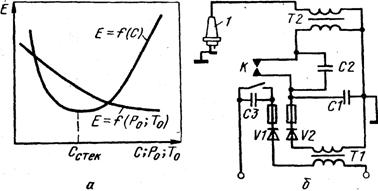
Система зажигания. На рис. 17, а показано влияние различных факторов на энергию, необходимую для возбуждения взрывчатой смеси. В результате повышения температуры и давления смеси резко снижается энергия зажигания. Минимальная энергия зажигания требуется для стехиометрического состава смеси С2Н2 + О2. Так, при содержании в смеси 25% кислорода при атмосферном давлении энергия зажигания составляет 5 · 10-4 Дж; при 50 % снижается до 10-6 Дж. Таким образом, для зажигания детонирующих смесей С2 Н2 + О2 целесообразно применять автомобильные свечи, воспроизводящие индукционную искру с энергией 0,05 - 0,2 Дж. Для питания используют маломощный источник (рис. 17, б) с трансформацией напряжения и накопления энергии на конденсаторе.
Предотвращение обратного удара. Для четкой и безопасной работы детонационных установок необходимо исключить возможность проникновения взрывчатой смеси из детонационной камеры в коммуникации и агрегаты установки. Для этих целей применяют газовые буферы и пламегасители или огнепреградители. Известные в практике газопламенной обработки водяные предохранительные затворы для детонационных установок оказались малоэффективными. Вода в них при циклической подаче детонирующей газовой смеси вспенивается и предохранительное устройство перестает выполнять свои функции.
На рис. 15, б показан газовый буфер 10, выполненный в виде змеевика из трубки диаметром 8,0 мм (сталь типа 18-8) с эффективной длиной около 1 м. Создаваемая в змеевике пробка из флегматизирующего газа (СО2, N2, Аг, Не, воздух) достаточно надежно предохраняет установку от обратного удара.
|
Рис. 18. Схема АДК "Прометей" для детонационно-газового напыления: Ч - взрывная камера; 2 - дозатор порошка; 3 - пневмовибратор дозатора; 4 - буферный змеевик; 5 - блок распределения золотниковый; 6 - блок смесеприготовления; 7 - 14 – электропневмоклапаны; 15 - искровая свеча; 16 -генератор импульсов высокого напряжения; А и В - газораспределительные каналы; Na (тр) -- транспортирующий азот. |
 |
Для полного предотвращения обратного удара в коммуникациях необходимо устанавливать огнепреградители (см. рис. 18). Достаточно надежны огнепреградители, представляющие собой корпус, внутри которого располагается стакан с пористыми металлокерамическими вставками. Принципы расчета и конструирования огнепреградителей изложены в специальной литературе.
Системы автоматического управления и регулирования. В установках для детонационного напыления применяют ручной, полуавтоматический и автоматический режим управления. Пульт управления располагают в изолированном от бокса помещении. Наблюдение за процессом осуществляется визуально через прозрачную перегородку. Наиболее надежным является автоматический режим работы. При этом обеспечивается стабильное качество покрытий. Могут быть использованы различные системы автоматического регулирования. Однако алгоритмы функционирования установок различаются мало (обычно это открывание клапанов газопитания, подача порции порошка, заполнение буферного устройства для предотвращения обратного удара, подача импульса на свечу для воспламенения рабочей смеси, продувка камеры). В России созданы системы, обеспечивающие автоматическое управление и регулирование процессом детонационного напыления.
Особенно большое распространение для детонационно-газового напыления получили автоматические комплексы. В состав комплекса входит: установка для ДГН, блок автоматического управления; газораспределительный пульт, манипулятор и другие элементы. На рис. 18 приведена схема автоматического детонационного комплекса (АДК) "Прометей" (см. рис. 15, б).
3. Перспективы детонационно-газового напыления
Для оценки перспектив детонационно-газового напыления необходимо определить достоинства и недостатки данного метода.
3.1. Достоинства и недостатки детонационно-газового напыления
Детонационно-газовое напыление предусматривает последовательную передачу взрывных импульсов в определенном направлении длясозданиявысокотемпературногопотока газовойсмеси, нагревающего и распыляющего порошковый материал, ускоряющего его частицы и формирующего покрытие.
Взрывное, детонационное сгорание обеспечивается заданным составом газовой смеси после ее поджигания в камере и появления тепловых волн за счет которых возникают ударные волны, и происходит попадание смеси в канал ствола, куда вводится напыляемый порошок. Здесь появляется взрывная, детонационная волна собразованиемпродуктов взрывногосгорания и формированием на выходе из ствола газового потока с напыляемыми частицами.
Применение детонационно-газового метода дает возможность напылять покрытия различного назначения на мелких и крупных изделиях, наружных и внутренних поверхностях при следующих основных преимуществах процесса:
- высокие механические свойства покрытия;
- широкая номенклатура напыляемых материалов;
- невысокий нагрев изделия при напылении;
- повышенная производительность;
- малая чувствительность к качеству подготовки поверхности.
К недостаткам метода относятся:
- трудность нанесения покрытий на очень твердую поверхность;
- трудность использования порошков с невысокой плотностью частиц;
- высокий уровень шума (до 130 дБ);
- повышенная стоимость оборудования.
Технологический режим
1. Выбор порошка ограничен опасностью его химической реакции с продуктами сгорания: СО, CO2, H2O, Н2, О2, N2, H, О, N. Поэтому к напыляемым материалам относятся порошки оксида алюминия, инструментальные твердые сплавы при зернистости порошков 10 – 50мкм.
2. Подача порошка из питателя в рабочую камеру производится транспортирующим азотом под давлением 0,3 МПа.
3. Параметры работы распылителя включают несколько основных характеристик.
Давление ацетилена составляет безопасную величину до 0,14 МПа, кислород подается под давлением до 0,2 МПа.
Состав детонирующей газовой смеси соответствует коэффициенту избытка кислорода Р = 1,21 – 1,25 с добавкой 10 – 15 % азота для улучшения процесса сгорания, стабилизации температуры и скорости напыляемых частиц.
Дистанция напыления задается в пределах от 50 до 200 мм в зависимости от напыляемого материала, от материала, формы и размеров изделия, требований к толщине, однородности и другим свойствам покрытия.
Поток газообразных продуктов сгорания вблизи напыляемой поверхности имеет температуру 4000 – 5700 К, его скорость составляет 2000 – 3000 м/с. Частицы в газовом потоке нагреваются до температуры 1873 К их скорость достигает 1500 м/с, плотность частиц в пятне напыления составляет 104 ч/см2с.
Инструмент для детонационно-газового напыления выглядит как пушка-распылитель, имеющая камеру сгорания и ствол. Канал ствола диаметром 10 – 30 мм и длиной 500 – 2000 мм выполняется цилиндрическим либо конусным в соответствии с требованиями к характеристикам потока напыления. Скорострельность пушки-распылителя определяет производительность напыления и составляет наибольшие значения 14 – 15 циклов в секунду.
|
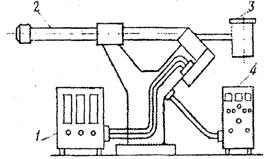 Оборудование для напыления отличается режимом
работы с образованием взрывных выбросов газопорошковой смеси при высоких
значениях температуры, скорости, частоты, уровня шума. Поэтомусогласно требованиям безопасности оно выполняется в виде автоматизированной
технологической установки,
располагается в изолированном
боксе и содержит следующие основные части: источники рабочих газов
(C2Hi, Оз, N2), устройство дозирования, смешивания и
подачи горючей смеси в камеру, система зажигания смеси, ствол 2 с порошковым
питателем 3, система охлаждения ствола, блок автоматического управления 1,
пульт дистанционного управления 4, расположенный вне бокса (рис. 19).
Оборудование для напыления отличается режимом
работы с образованием взрывных выбросов газопорошковой смеси при высоких
значениях температуры, скорости, частоты, уровня шума. Поэтомусогласно требованиям безопасности оно выполняется в виде автоматизированной
технологической установки,
располагается в изолированном
боксе и содержит следующие основные части: источники рабочих газов
(C2Hi, Оз, N2), устройство дозирования, смешивания и
подачи горючей смеси в камеру, система зажигания смеси, ствол 2 с порошковым
питателем 3, система охлаждения ствола, блок автоматического управления 1,
пульт дистанционного управления 4, расположенный вне бокса (рис. 19).
В производственных процессах детонационно-газового напыления нашли применение установки типа ДНП, АДК и некоторые другие.
3.2. Оценка перспективы развития метода
Композиционные материалы, все более широко применяемые в машиностроении, должны обладать высокой несущей способностью, низким коэффициентом трения, устойчивостью к воздействию агрессивных сред и ударных нагрузок.
Полимерные материалы (фторопласт, полиэтилен и др.), обладая хорошими антифрикционными свойствами, имеют низкую несущую способность. Поэтому для подшипников скольжения используют фторопластовые эмульсии, которыми заполняют пористые подложки, припеченные к металлической ленте. Такой метод снижения трения позволяет повысить работоспособность узла даже без применения смазки. Однако это покрытие не обладает достаточной стойкостью в агрессивных средах в виду его пористости и малой толщины. Целесообразно применение деталей с полимерным покрытием, которое получают приклеиванием тонких пленок к защищаемой поверхности.
Известно, что полимерные материалы плохо смачиваются клеями и практически не склеиваются. Исследования вели в направлении создания слоя, сцепленного механически с полимером и обладающего хорошей адгезией с клеем. В результате были разработаны такие технологические процессы, как металлизация поверхности полимера в тлеющем разряде и втирание абразивных частиц специальной формы, смешанных с клеем, в склеиваемые поверхности. Однако значительного повышения прочности адгезии при этом получить не удалось.
Одним из перспективных методов создания высокопрочных клееных полимерных композиционных материалов является детонационно-газовое нанесение активного слоя. Преимущество этого метода заключается в высокой скорости частиц, обеспечивающей хорошую адгезию при низкотемпературном воздействии газовой струи на деталь. Процесс можно представить в такой последовательности. При детонационно-газовом напылении покрытия в момент инициирования взрыва детонирующей смеси в ствол установки подается мелкодисперсный металлический порошок, обладающий определенными свойствами. Детонационная волна распространяется в стволе со скоростью 3000 – 4000 м/с, образуя фронт с высокими термодинамическими параметрами. Попадая в эту зону, частицы порошка разогреваются, пластифицируются и ускоряются до скорости 8 – 1200 м/с на срезе ствола.
Одним из условий получения качественного газопламенного покрытия является обеспечение необходимого уровня энергии частиц напыляемого материала на поверхности изделия. Энергетическое состояние частиц определяется суммой энергий — тепловой, характеризующейся температурой нагрева, и кинетической.
При газопламенном напылении порошковым материалом частица напыляемого материала нагревается до температуры пластического состояния или температуры плавления за счет конвективного теплообмена между продуктами горения факельного пламени и частицей. Это происходит в интервале эффективных температур, где температура продуктов горения на 300 °С выше температуры плавления. Участок факела, на котором температура частицы не ниже температуры плавления материала и не охлаждается ниже этой температуры, определяет рабочую зону факела пламени для газопламенного нанесения покрытий.
Исследования, проведенные на кафедре восстановления деталей машин сварочного факультета НТУУ «Киевский политехнический институт», показали, что длина зоны эффективных температур и рабочей зоны зависит от характера горения факела пламени и состава горючей смеси. Для водородно-кислородного пламени, получаемом при сжигании смеси, вырабатываемой электролизно-водяным генератором, длина зоны эффективных температур при напылении материалов с температурой плавления до 1000°С и больше при ламинарном характере течения продуктов горения. Причем она увеличивается, если в смесь паров добавляют углеводородные соединения.
При напылении материалов с температурой плавления свыше 1000°С длина зоны эффективных температур больше при турбулентном течении струи продуктов горения.
Распределение скорости потока продуктов горения по длине факела пламени находили эксриментально-расчетным методом. При расчете пользовали экспериментальные данные распределения по длине факела температуры и напорного давления газовой струи продуктов горения, которые получали с помощью водоохлаждаемого зонда (трубки Пито-Прандтля). Максимальную скорость напыляемых частиц определяли экспериментально с помощью прибора ИССО-1. Экспериментальные данные от расчетных отличались на ±5 %.
Исследовали влияние состава горючей смеси и характера течения продуктов горения на скорость напыляемых частиц грануляцией соответственно 20...40, 20...63 и 63...100мкм порошков меди, железа (ПЖ-1) и никелевого сплава (ПГ-АН-33). Указанные материалы выбраны на основании анализа широко используемых при газотермическом нанесении покрытий порошковых материалов с различным диапазоном температур плавления, характерном для газопламенного способа напыления.
Анализ распределения скорости частиц движения Wч по длине газового факела показал, что в нем имеют место три зоны: разгона, где частица приобретает скорость от минимальной до максимальной; стабильного движения, где скорость изменяется в пределах 5 – 10%; торможения, где скорость частицы уменьшается.
Исследование скорости движения частиц порошка меди показало, что при ламинарном характере течения продуктов горения водородно-кис-лородной смеси (ВКС) и ВКС + 16 % паров этилового спирта максимальную скорость движения частицы приобретают на расстоянии L = 300 мм от среза мундштука горелки, а при сжигании смеси ВКС + 5,5 % паров бензина —на расстоянии 250 мм. Максимальная скорость движения частиц при напылении порошка грануляцией 20...40мкм и ламинарном течении продуктов горения ВКС составляет 95 м/с на расстоянии 250 мм.
З А К Л Ю Ч Е Н И Е
Представленные в работе данные позволяют сделать вывод о том, что для всех видов материалов при детонационном (газотермическом) напылении покрытий существует оптимальное соотношение между скоростью и температурой напыляемых частиц. Это предопределяет необходимость более тщательного подхода к выбору источников энергии для детонационного нанесения порошковых покрытий, накоплению и обобщению экспериментальных данных о формировании покрытий при различных сочетаниях скорости и температуры части.
Работы в области получения новых экспериментальных данных продолжается и вполне успешно, это позволяет сделать вывод о том, что метод применяется и будет в дальнейшем применим т.к. ведутся разработки.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1.Астахов Е.А. Влияние детонационных покрытий на механические свойства изделий / / Автоматическая сварка. – 2004. – №6. – С. 56 – 57.
2.Белоус Ю.Ю., Волхов А.М., Захаров Н.Г., Ахтырский В.П. Технология получения металло-полимерных клееных соединений / / Сварочное производство. – 1989. – №2. – С. 30 – 31.
3.Бутовский К. Г., Лясников В.Н Напыленные покрытия и оборудование: Учеб. пособие для студ. мишино-и приборостроит. спец./ Саратовский гос. тех. ун-т. – Саратов, 1999. –118с.:ил.
4.Жадкевич М.Л., Тюрин Ю.Н., Колисниченко О.В., Мазунин В.М.Влияние параметров разрядного контура плазменно-детонационной установки на газодинамические характеристики импульсных плазменных потоков / / Автоматическая сварка. – 2006. – №8. – С. 52 – 45.
5.Корж В.Н., Попиль Ю.С. Получение газопламенного покрытия при использовании водородно-кислородного пламени / / Автоматическая сварка. – 2005. – №9. – С. 25 – 30.
6.Кудинов В.В. Нанесение покрытий напылением. Теория, технология и оборудование: учебник для вузов / В.В. Кудинов, Г.В. Бобров; под ред. Б.С.Митина, – М.: Металлургия, 1992. – 432.с: ил.
7.Пащенко В.Н., Солодский С.П. Магнитное управление потоками низкотемпературной плазмы в процессах нанесения покрытий/ / Автоматическая сварка. – 2006. – №6. – С. 53 – 55.
8.Ульшин В.А, Харламов М.Ю. Оптимизация параметров детонационно-газового напыления с использованием генетического алгоритма / / Автоматическая сварка. – 2005. – №2. – С. 32 – 37.
9.Ульшин В.А., Харламов М.Ю., Борисов Ю.С., Астахов Е.А. Динамика движения и нагрева пороша при детонационном напылении покрытий/ / Автоматическая сварка. – 2006. – №9. – С. 37 – 43.
10. Харламов Ю.А. О роли скорости и температуры частиц при газотермическом напылении / / Физ. и химия обработки материалов. – 1983. – №3. – С.12 – 17.