Реактор каталитического риформинга
| Загрузить архив: | |
| Файл: ref-26159.zip (298kb [zip], Скачиваний: 218) скачать |
МИНИСТЕРСТВО ВЫСШЕГО ОБРАЗОВАНИЯ И НАУКИ
РЕСПУБЛИКИ КАЗАХСТАН
ИННОВАЦИОННЫЙ ЕВРАЗИЙСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ХИМИИ
КУРСОВАЯ РАБОТА
Дисциплина «Оборудование предприятия и основы проектирования»
Тема «Реактор каталитического риформинга»
Выполнила ст-ка
гр. ЗХТОВ-11ВВ
ПОЛИЩУК Т.Р.
Проверил пр-ль
ПАСТУХ В.П.
г. Павлодар, 2018г.
Содержание
I. Введение.................................................................................................. 3
II. Реакторы каталитического риформинга.............................................. 5
2.1) назначение процесса риформинга................................................... 5
2.2) принцип действия............................................................................. 5
2.3) устройство реактора......................................................................... 12
III. Эксплуатация реактора........................................................................ 16
3.1) подготовка к пуску реактора.......................................................... 16
3.2) требования к эксплуатации реактора.............................................. 18
 |
I. Введение.
Любые химические продукты получают в последовательно соединенных между собой транспортными приспособлениями аппаратах различной конструкции и разного назначения. Среди аппаратов технологической системы можно всегда выделить вспомогательные, в которых осуществляются подготовительные операции — измельчение, растворение, осушка или увлажнение, нагрев или охлаждение, промывка и т. п., а также аппараты, в которых происходит собственно химическое превращение, т. е. основная технологическая операция для данного цеха или его отделения. Такие аппараты называют реакторами.
Таким образом, химическим реактором называется аппарат, в котором осуществляются химико-технологические процессы, сочетающие химические реакции с массопереносом (диффузией).
Например, в печном отделении сернокислотного цеха реактором является печь обжига серы или колчедана; в контактном отделении контактный аппарат и т. д.
Вспомогательные аппараты обычно расположены в технологической схеме как до реактора, так и после него. Основное назначение аппаратов, предшествующих реактору, заключается в подготовке сырья к реакции, а аппаратов, расположенных за реактором, — разделении продуктов реакции, концентрировании их или очистки от вредных примесей.
Иногда и вспомогательные операции (подогрев, измельчение, растворение, испарение, конденсация и т. п.), и собственно химическое превращение могут происходить в одном и том же аппарате.
Правильность выбора конструкции реактора, материала, из которого он изготовлен, совершенство средств автоматизации, удобство и надежность в эксплуатации в значительной степени определяют эффективность всего технологического процесса.
Многообразие химических и физических явлений, лежащих в основе разнохарактерных технологических процессов, выдвигает самые различные требования к химическим реакторам. Однако все без исключения реакторы должны удовлетворять следующим основным требованиям: 1) обеспечивать большую производительность; 2) давать возможно более высокую степень превращения при максимальной селективности процесса; 3) иметь малые энергетические затраты на транспортировку и перемешивание реагентов; 4) быть достаточно простыми в устройстве и дешевыми, для чего при изготовлении реакторов необходимо использовать черные металлы, недорогие изделия силикатной промышленности, недефицитные пластмассы и т. п.; 5) наиболее полно использовать теплоту экзотермических реакций и теплоту, подводимую извне, для осуществления эндотермических процессов; 6) быть надежными в работе, по возможности наиболее полно механизированными и обеспечивать автоматическое регулирование процесса.
Однако перечисленные требования носят часто противоречивый характер. Например, увеличение степени превращения приводит к снижению производительности аппарата, а высокие механизация и автоматизация — к его удорожанию. Поэтому необходимо обеспечить такую совокупность выполнения требований, которая бы привела к наивысшей экономической эффективности работы реактора. Для этого учитывается вклад каждого из показателей в общий экономический эффект работы аппарата.
II. Реакторы каталитического риформинга.
2.1. Назначение процесса.
В настоящее время каталитический риформинг стал одним из ведущих процессов нефтеперерабатывающей и нефтехимической промышленности. С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды, особенно из сернистых и высокосернистых нефтей. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов.
2.2. Принцип действия
Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа. Каталитический риформинг проходит в среде газа с большим содержанием водорода (70—80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования. В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа.
Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки. Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима.
Получаемый в процессе каталитического риформинга водородсодержащий газ значительно дешевле специально получаемого водорода; его используют в других процессах нефтепереработки, таких, как гидроочистка и гидрокрекинг. При каталитическом риформинге сырья со значительным содержанием серы или бензинов вторичного происхождения, в которых есть непредельные углеводороды, катализатор быстро отравляется. Поэтому такое сырье перед каталитическим риформингом целесообразно подвергать гидроочистке. Это способствует большей продолжительности работы катализатора без регенерации и улучшает технико-экономические показатели работы установки.
Сырье и продукты каталитического риформинга.

 В качестве сырья для
каталитического риформинга обычно используют бензиновые фракции первичной
перегонки нефтей. Пределы выкипания этих фракций колеблются в широком интервале
— от 60 до 210°С. Для получения ароматических углеводородов в большей части
используют фракции, выкипающие при 60— 105 или при 60—140°С, а для получения
высокооктановых автомобильных бензинов — фракции 85—180 °С. Иногда широкую
фракцию, выделяемую на установке первичной перегонки нефти, дополнительно
разгоняют на более узкие фракции на установках вторичной перегонки.
В качестве сырья для
каталитического риформинга обычно используют бензиновые фракции первичной
перегонки нефтей. Пределы выкипания этих фракций колеблются в широком интервале
— от 60 до 210°С. Для получения ароматических углеводородов в большей части
используют фракции, выкипающие при 60— 105 или при 60—140°С, а для получения
высокооктановых автомобильных бензинов — фракции 85—180 °С. Иногда широкую
фракцию, выделяемую на установке первичной перегонки нефти, дополнительно
разгоняют на более узкие фракции на установках вторичной перегонки.
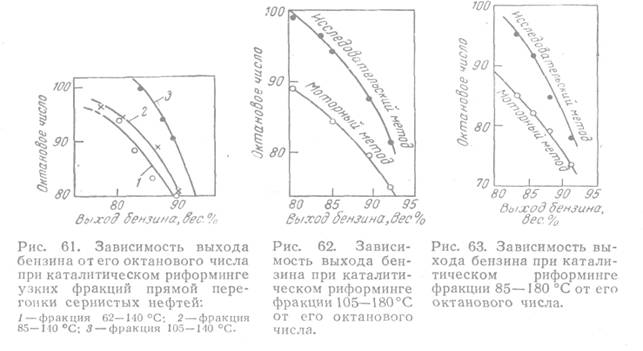
 На рис. 1 показана
зависимость октанового числа бензина от его выхода при каталитическом
риформинге различных фракций (62—140, 85—140 и 105—140°С), полученных при
первичной перегонке сернистых нефтей. С утяжелением сырья в пределах 85— 140
°С уменьшается содержание ароматических углеводородов и несколько снижается
октановое число бензинов. Важно подчеркнуть, что между выходом бензина при
риформинге и его октановым числом существует определенная зависимость — с
повышением октанового числа (независимо от метода определения) выход бензина
уменьшается. Эта же зависимость подтверждается данными приведенными на рис. 2 и
3. Сопоставление результатов рифор-минга фракций 85—140 °С (при 20 ат) и 140—180 °С (при 40 ат) с результатами риформинга широкой
фракции 85—180 °С при 20 ат показывает,
что в случае риформинга фракции 85—180 °С выход бензина с октановым числом 95
(по исследовательскому методу) возрастает на 2—2,5%.
На рис. 1 показана
зависимость октанового числа бензина от его выхода при каталитическом
риформинге различных фракций (62—140, 85—140 и 105—140°С), полученных при
первичной перегонке сернистых нефтей. С утяжелением сырья в пределах 85— 140
°С уменьшается содержание ароматических углеводородов и несколько снижается
октановое число бензинов. Важно подчеркнуть, что между выходом бензина при
риформинге и его октановым числом существует определенная зависимость — с
повышением октанового числа (независимо от метода определения) выход бензина
уменьшается. Эта же зависимость подтверждается данными приведенными на рис. 2 и
3. Сопоставление результатов рифор-минга фракций 85—140 °С (при 20 ат) и 140—180 °С (при 40 ат) с результатами риформинга широкой
фракции 85—180 °С при 20 ат показывает,
что в случае риформинга фракции 85—180 °С выход бензина с октановым числом 95
(по исследовательскому методу) возрастает на 2—2,5%.
Однако раздельный риформинг бензиновых фракций имеет некоторые преимущества: большая продолжительность работы катализатора без регенерации, лучшая маневренность в работе и т. д. Поэтому выбор того или иного варианта получения высокооктанового бензина определяется с учетом конкретных условий работы нефтеперерабатывающего завода. Весьма важно учитывать возможность и целесообразность получения ароматических углеводородов.
Продукты каталитического риформинга.
В процессе каталитического риформинга образуются газы и жидкие продукты (риформат). Риформат можно использовать как высокооктановый компонент автомобильных и авиационных бензинов или направлять на выделение ароматических углеводородов, а газ, образующийся при риформинге, подвергают разделению.
Высвобождаемый при этом водород частично используют для пополнения потерь циркулирующего водородсодержащего газа и для гидроочистки исходного сырья (если она есть), но большую же часть водорода с установки выводят.
Такой водород значительно дешевле специально получаемого. Именно этим объясняется его широкое применение в процессах, потребляющих водород, особенно при гидроочистке нефтяных дистиллятов..
Кроме водородсодержащего газа из газов каталитического риформинга выделяют сухой газ (C1—С2 или С1—С3) и сжиженные газы (Сз—С4); в результате получают стабильный дебутанизированный бензин.
В ряде случаев на установке (в стабилизационной ее секции) получают стабильный бензин с заданным давлением насыщенных паров. Это имеет значение для производства высокооктановых компонентов автомобильного или авиационного бензина. Для получения товарных автомобильных бензинов бензин риформинга смешивают с другими компонентами (компаундируют). Смешение вызвано тем, что бензины каталитического риформинга содержат 60—70% ароматических углеводородов и имеют утяжеленный состав, поэтому в чистом виде они непригодны для использования. В качестве компаундирующих компонентов могут применяться легкие бензиновые фракции (н. к. 62 °С) прямой перегонки нефти, изомеризаты и алкилаты.
Промышленные катализаторы риформинга.
В промышленности применяются следующие катализаторы: платиновые (носители— окись алюминия, промотированная фтором или хлором, алюмосиликат, цеолит и др.); палладиевые (носители те же, что и для платины); сернистый вольфрамоникелевый; окисный алюмомолиб-деновый (~ 10% окиси молибдена на окиси алюминия); алюмо-хромовый (32% окиси хрома и 68% окиси алюминия); алюмо-кобальтмолибденовый (молибдат кобальта на носителе — окиси алюминия, стабилизированной кремнеземом). Наиболее широкое применение нашли алюмоплатиновые катализаторы. В последнее время в состав катализаторов с платиной и палладием стали вводить редкоземельные элементы. Некоторое распространение получили также цеолитсодержащие катализаторы.
Требования к катализаторам. Катализаторы риформинга должны обладать высокой активностью в реакциях ароматизации; достаточной активностью в реакциях изомеризации парафинов; умеренной или низкой активностью в реакциях гидрокрекинга; высокой селективностью (показателем которой может служить выход риформата при заданном октановом числе или заданном выходе ароматических углеводородов); высокой активностью гидрирования продуктов уплотнения; термической устойчивостью и возможностью восстановления активности путем регенерации непосредственно в реакторах; устойчивостью к действию сернистых и азотистых соединений, кислорода, влаги, солей тяжелых металлов и других примесей; стабильностью (способностью сохранять первоначальную активность в течение продолжительного срока работы); невысокой стоимостью.
Классификация промышленных процессов. Промышленные процессы каталитического риформинга часто подразделяют на процессы на платиновых катализаторах и на катализаторах, не содержащих драгоценный металл.
Процессы каталитического риформинга можно классифицировать и по способу регенерации катализатора: без регенерации и с регенерацией. Регенеративные процессы в свою очередь можно разделить на процессы с непрерывной и периодической регенерацией катализатора; при такой классификации процессы характеризуются еще и состоянием катализатора. Неподвижный (стационарный) слой характерен для процессов с периодической регенерацией, а движущийся — для процессов с непрерывной регенерацией. Процессы с периодической регенерацией подразделяются на процессы с межрегенерационным периодом более 50 и менее 50 дней.
Режим работы установок.
На рисунке 4 показана принципиальная схема установки каталитического риформинга. Рассмотрим режим работы отдельных ее узлов.
Перед каталитическим риформингом сырье подвергают гидроочистке рециркулирующим водородсодержащим газом. После гидроочистки продукты поступают в отпарную колонну 3. С верха ее выводятся сероводород и водяные пары, а с низа — гидрогенизат. Гидрогенизат вместе с рециркулирующим водородсодержащим газом нагревается в змеевиках печи 5 и поступает в реакторы 6 каталитического риформинга. Продукты, выходящие из зоны реакции, охлаждаются и разделяются в сепараторе 2 на газовую и жидкую фазы. Жидкие продукты фракционируют с целью получения компонента автомобильного бензина с заданным давлением насыщенных паров или других продуктов (например, сжиженного нефтяного газа, ароматических углеводородов и т. д.). Богатый водородом газ направляют на рециркуляцию, а избыток его выводят из системы и используют в других процессах.
Рассмотрим влияние давления, температуры и других факторов на результаты каталитического риформинга.
Давление. Высокое давление способствует более_длительной работе катализатора; частично это происходит вследствие того, что закоксовывание катализатора (в особенности платины) и чувствительность его к отравлению сернистыми и другими ядами значительно уменьшаются с повышением давления. Повышение давления увеличивает скорость реакций гидрокрекинга и деалкилирования, при этом равновесие сдвигается в сторону образования парафинов. Снижение рабочего, а следовательно, и парциального давления водорода способствует увеличению степени ароматизации парафиновых и нафтеновых углеводородов.

Рис.4. Принципиальная технологическая схема установки кат. риформинга.
Реакторы установок каталитического риформинга.
В реакторах установок каталитического риформинга осуществляется превращение исходных бензиновых фракций, содержащих нафтеновые и парафиновые углеводороды нормального строения, в продукты, богатые ароматическими углеводородами и высокооктановыми изопарафинами.
В нефтеперерабатывающей промышленности каталитический риформинг получает все более широкое распространение. Например, риформинг бензина является основой для улучшения свойств автомобильных бензинов и производства ароматических углеводородов (бензола, толуола, ксилолов и зтилбензола).
Для каталитического риформинга применяют главным образом платиновый катализатор (0,5—0,6 масс. % платины, нанесенной на поверхность окиси алюминия). Используют также молибденовый катализатор, представляющий собой окись молибдена, нанесенную на поверхность окиси алюминия.
Реакционная секция установки риформинга на платиновом катализаторе (платформинга) работает по следующей схеме. Предварительно нагретое в теплообменниках и печи сырье вместе с водородсодержащим циркулирующим газом поступает в первый реактор, где температура снижается вследствие поглощения тепла, а процессе реакции. Газо-сырьевой поток, выходящий из этого реактора, нагревают во втором змеевике печи и направляют последовательно во второй реактор, в третий змеевик печи и в третий реактор. Продукты реакции из последнего реактора подают через теплообменники и конденсационно-холодильное оборудование в газовый сепаратор, откуда часть газов возвращают в систему для поддержания циркуляции, избыток сбрасывают в газоотводную сеть, а жидкие продукты направляют на установку стабилизации. Повышенное давление водорода способствует интенсификации реакции гидрирования и тем самым препятствует закоксовыванию катализаторов.
Платиновый катализатор медленно покрывается коксом и сернистыми соединениями и со временем теряет свою активность. Регенерацию катализатора производят выжиганием кокса и сернистых отложений смесью инертного газа и воздуха под давлением 1 МН/м2. Выжигание осуществляют в тех же реакторах в три ступени при температуре 300—350 °С в первой ступени, 380—420°С — во второй и 450—500 °С — в третьей.
2.3. Устройство реактора.
Реакторные блоки большинства установок состоят из трех и более реакторов.
Основными реакционными аппаратами являются адиабатические реакторы — пустотелые аппараты, заполненные одним слоем катализатора. Встречаются также политропические реакторы — многослойные аппараты со встроенными адиабатическими секциями.
Газо-сырьевой поток в адиабатических реакторах может двигаться в двух направлениях: аксиальном — сверху вниз и радиальном — от периферии к центру (для паро-газового сырьевого потока).
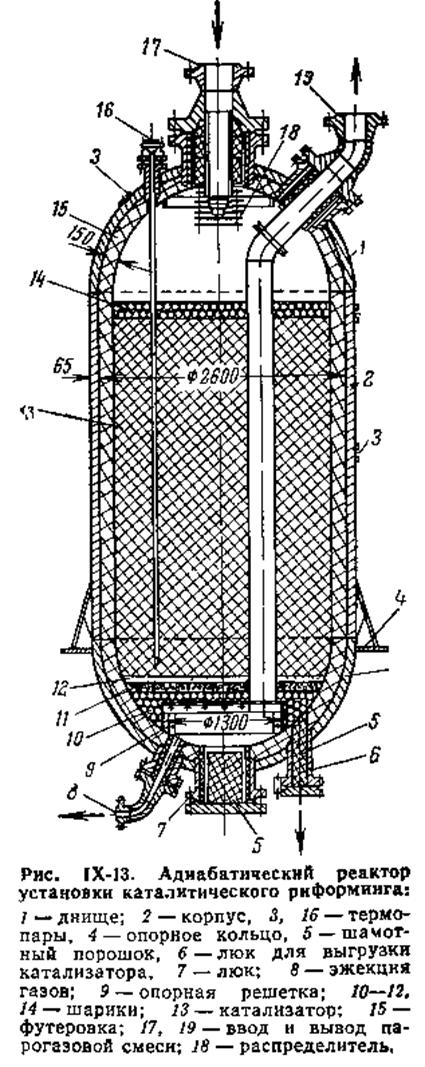
Реакторы представляют собой вертикальные цилиндрические аппараты со сферическими или эллиптическими днищами, в которых помещен катализатор. Эллиптические днища имеют рациональную конструктивную форму, поэтому в аппаратостроении применяют чаще других. Постепенное и неприрывное уменьшение радиуса кривизны эллипсоидальной поверхности днища от центра к краям обеспечивает равномерное распределение напряжений без их концентрации. В зарубежной практике встречаются также реакторы сферической формы.
Реактор каталитического риформинга представляет собой цилиндрический аппарат с эллиптическими днищами. В верхнем днище расположены штуцер ввода газо-сырьевой смеси и штуцеры для многозонных термопар, в нижнем днище — штуцеры для ввода газопродуктовой смеси и для выгрузки катализатора.. Корпус выполнен из стали 12ХМ, штуцеры из стали 15ХМ, внутренние устройства из стали XI8Н1 ОТ.
Сырье вводят в реактор через штуцер, через который ведут монтаж всех внутренних устройств реактора, загружают катализатор и керамические шарики. Газо-сырьевая смесь в реакторе проходит распределительное устройство и направляется в специальные желоба, из которых проходит через слой катализатора по направлению к центральной трубе, откуда газо-продуктовая смесь выводится из реактора через нижний штуцер.
 |
Реакторы соединяются между
собой последовательно через отдельные секции печи, в которых
нагревают газо-сырьевую смесь перед поступлением в следующий по ходу реактор.
Высота первого реактора
Корпуса реакторов, используемых на отечественных
заводах, имеют внутреннюю защитную
футеровку из жаростойкого бетона для
сохранения прочности металла и стойкости его к водородной и сульфидной коррозии в условиях высоких
температур, толщина на цилиндрической части корпуса составляет
Корпус аппарата изготовлен из стали марок 22К или 09Г2ДТ и покрыт изнутри торкрет-бетонной футеровкой. Качество футеровки должно быть высоким во избежание появления на ней трещин в процессе эксплуатации (особенно уязвимы в этом отношении верхние участки реактора в области штуцеров). Герметичность футеровки может нарушиться также вследствие резких изменений температуры в отдельных зонах реактора или всей установки. Участки корпуса, где надежная работа футеровки не гарантирована, следует выполнять из хромомолибденовых сталей марок 12МХ или 12ХМ, устойчивых при повышенных температурах и в водородсодержащих средах. Внутренние устройства реактора изготовляют из сталей марок ЭИ496 и К5М.
Сырье (парогазовая смесь) подается
в реактор через верхний штуцер с помощью распределителя, обеспечивающего
равномерное заполнение верхней пустотелой
части аппарата, и проходит слой фарфоровых шариков диаметром
Катализатор удерживается на перфорированной опорной
решетке, поверх которой для равномерного
приема сырья насыпаны три слоя фарфоровых
шариков диаметром 20, 13 и
Для установки трехзонной термопары
через штуцер в верхнем днище реактора пропущена труба диаметром
III. Эксплуатация реактора.
3.1. Подготовка к пуску.
Пуск этой секции заключается в следующих основных этапах: приеме сырья и налаживании циркуляции на блоке стабилизации; приеме водородсодержащего газа и сушке катализатора; выводе на технологический режим.
Принимают из сырьевого парка пусковую фракцию (бензин 62-140 °С), заполняют колонны К-201 и К-202 (см. рис. 4) до нормального уровня, подают технический азот для создания в колоннах давления 0,6 МПа и налаживают циркуляцию по схемам: К-201 -»Н-203 -*П-202 -* -> К-201 -> К-202, Н-212 -> П-204 -+ К-202. Включают контрольно-измерительные приборы. При необходимости подпитывают систему бензином из товарного парка. Зажигают форсунки печей П-202 и П-204, поднимают температуру низа колонн К-201 и К-202 до 200 °С со скоростью 20 градусов в час. При появлении уровня в рефлюксных емкостях Е-201 и Е-202 дренируют из них воду, а затем налаживают подачу орошения в колонны, включая насосы Н-206 и Н-210. Из емкости Е-301 закачивают в абсорбер К-205 раствор моноэтаноламина и налаживают его циркуляцию. Отпарную колонну К-201 и стабилизационную колонну К-202 выдерживают в режиме горячей циркуляции до момента подачи в них нестабильных продуктов их соответствующих сепараторов.
Одновременно на реакторном
блоке (после промывки системы техническим азотом) заполняют аппараты
водородсодержащим газом до давления 0,6 МПа и налаживают циркуляцию по схеме: ЦК-201 -» -> Т-204 -> П-203/1 -> Р-202 -+П-203/2
-»Р-203 -+П-203/3 -* Р-204 -> Т-204 -+
-> Х-203 ->Х-204
-*С-202 ->С-207. При циркуляции расход газа не должен быть менее 500 м3/ч на
Не прекращая циркуляции по
блоку стабилизации и абсорбции, подают сырье в тройник
смешения риформинга в минимальном количестве. Постепенно, со
скоростью 10 м3/ч повышают расход сырья до 50% от проектной производительности, одновременно
уменьшая вывод бензина по линии циркуляции.
Поднимают температуру на входе в реакторы риформинга до 420 °С. При
подаче сырья в реакторы возможно повышение
влажности циркулирующего газа. За счет выделения водорода в результате реакции дегидратации растет давление
в системе; по мере роста давления
повышают температуру в реакторах до 460 °С. Увеличивают кратность циркуляции водородсодержащего газа до
Избыток водородсодержащего газа с риформинга направляют в систему предварительной гидроочистки. Давление в системе поднимают до 2,5 МПа, избыток водородсодержащего газа сбрасывают в топливную сеть. Поднимают температуру на входе в реактор Р-201 до 320 °С со скоростью 10 градусов в час и, не прекращая циркуляции, направляют поток сырья в тройник смешения. Включают контрольно-измерительные приборы. По мере накопления гидрогенизата в сепараторе C-20J направляют гидрогенизат в отпарную колонну К-201, увеличивают расход сырья до 50% от проектного, постепенно прекращая циркуляцию. Отлаживают режим работы отпарной колонны К-201 и направляют стабильный гидрогенизат на риформинг.
При появлении уровня
жидкости в сепараторе С-202 перепускают продукт в сепаратор С-207 низкого давления,
выдерживая нормальный уровень в С-202.
Избыток жидкости из С-207 направляют в стабилизационную колонну К-202, доводят давление в С-207 до
рабочего, а избыток углеводородных
газов сбрасывают в линию сухого газа. Поднимают давление в колонне К-202 до рабочего. Избыток газов
из рефлюксной емкости Е-202
сбрасывают в топливную сеть, избыток „головки стабилизации" из Е-202 насосом Н-210 откачивают в
товарный парк, включают приборы
контроля и автоматики. Стабильный катализат с низа К-202 через
теплообменник и холодильник выводят в товарный парк. Постепенно повышают производительность секции до
проектной, поднимают температуру на входе в реакторы до 480 °С со
скоростью 10 градусов в час, увеличивают
кратность циркуляции водородсодержащего газа до
3.2. Требования к эксплуатации реактора.
Реакторы установок каталитического риформинга работают в условиях химической и электрохимической коррозии, а также механического износа металла аппаратов катализатором. Химическая коррозия реакторов обусловлена содержанием в высокотемпературных газовых потоках сероводорода и водорода, а электрохимическая коррозия — содержанием в циркулирующих дымовых газах регенерации паров воды и двуокиси серы.
Сероводородная коррозия металла аппаратов реакторного блока установок тем сильнее, чем больше концентрация серы в сырье и чем выше содержание сероводорода в циркулирующем газе.
Водород, циркулирующий в системе реакторного блока, вызывает межкристаллитную коррозию металла, сопровождающуюся снижением его прочности и увеличением хрупкости. Межкристаллитное растрескивание, образование раковин и вздутий в металле оборудования под действием водорода усиливаются при повышении температуры и давления в системе.
Сульфидная коррозия практически протекает очень медленно, однако продукты коррозии засоряют катализатор, забивают поры между таблетками, а также трубы теплообмеников, что нарушает технологический режим процесса гидроочистки или каталитического риформинга, ухудшает теплопередачу и приводит к недопустимому возрастанию гидравлического сопротивления. По возникновению большого перепада давления между входом в реактор и выходом из него часто судят о степени сульфидной коррозии.
Реактор и катализатор засоряются также из-за присутствия в газовых потоках кислорода, хлоридов и азотсодержащих соединений. Кислород способствует окислению сернистых соединений, поэтому его концентрация в циркулирующем газе должна быть ограничена (0,0002—0,0006%). Хлориды и азотсодержащие соединения при взаимодействии с водородом образуют соответственно хлористый водород и аммиак, которые, связываясь, превращаются в хлористый аммоний, выпадающий в виде осадка. Осадок удаляют периодической промывкой, для чего в процессе эксплуатации установки по ходу продуктов реакции от реактора до сепаратора в систему впрыскивают воду. Промывку продолжают до тех пор, пока перепад давления не уменьшится до значения, определенного технологической картой.

 Рис 5. Технологическая
схема
Рис 5. Технологическая
схема
Список литературы:
1. Пичугин А.П. Переработка нефти. М., Гостоопттехиздат, 1960.
2. Смидович Е.В. Технология переработки нефти и газа. Часть вторая. М., «Химия», 1968.
3. Суханов В.П. Каталитические процессы в нефтепереработке. М., «Химия», 1973.
4. Орочко Д.И., Сулимов А.Д., Осипов Л.Н. Гидрогенизационные процессы в нефтепереработке. М., «Химия», 1971
5. С. А. Фарамазов. Оборудование нефтеперерабатывающих заводов и его эксплуатация. М., «Химия»,1978.