Оптимальный раскрой плитных материалов на заготовки
| Загрузить архив: | |
| Файл: ref-28541.zip (230kb [zip], Скачиваний: 71) скачать |
<
Министерство образования Российской Федерации
Сибирский государственный технологический университет
Факультет Механической технологии древесины
Кафедра деталей машин
ОПТИМАЛЬНЫЙ РАСКРОЙ ПЛИТНЫХ МАТЕРИАЛОВ
НА ЗАГОТОВКИ
Курсовой проект
(ТД.КП.01.11.00.000.ПЗ)
Руководитель:
________________Огурцов В. В.
(подпись)
___________________________
(оценка, дата)
Разработал:
студент группы 44-1
________________ Иванов И. А.
(подпись)
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Составить оптимальный план раскроя ДСтП размером 3500 1750 мм (ГОСТ 10632-89) на заготовки для изготовления 1000 шт.
Таблица 1 - Спецификация заготовок на одно изделие
Наименование заготовки |
Количество заготовок в изделии, шт |
Габаритные размеры заготовок, мм |
|
длина |
ширина |
||
1. Столешница |
1 |
1100 |
650 |
2. Боковая стенка |
4 |
750 |
510 |
3. Лицо выдвижного ящика |
1 |
480 |
305 |
4. Полка |
2 |
510 |
305 |
5. Задняя стенка |
2 |
500 |
510 |
Разработать оптимальные схемы раскроя (карты раскроя) имеющихся в наличии плит на заготовки.
Определить оптимальное количество плит, которое следует распиливать по каждой оптимальной схеме (карте) раскроя для получения заданного количества заготовок.
Разработать технологическую схему участка раскроя плит на заготовки.
Технологические характеристики оборудования для раскроя плит<
<
Целью данного курсового проекта является поиск наилучшего решения при определенной цели и заданных условиях, то есть оптимальный раскрой плитных материалов на заготовки.
Решение оптимизационных задач состоит из следующих этапов:
1. Постановка оптимизационной задачи, предусматривающая определение цели функционирования рассматриваемого объекта, управляемых и неуправляемых параметров, условий и ограничений.
2. Построение математической модели оптимизационной задачи, состоящей из целевой функции и ограничений.
3. Определение оптимального решения задачи.
4. Анализ полученных результатов.
<
Данный курсовой проект представляет собой поиск оптимального решения, целью которого является снижение количества раскраиваемых листов ДСтП, с целью получения заготовок, входящих в комплект. Расчет ведется с помощью двух методов, а именно: Метод ветвей и границ (программа ODNRAS), и симплекс метод (программа SIMPL).
<
1. Размеры древесностружечных плит 3500*1750 мм.
2. Спецификация заготовок для производства одного шкафа (одного комплекта) представлена в таблице 2.
3. Количество комплектов - 1000 шт.
Таблица 2 - Спецификация заготовок
|
Наименование заготовок |
Количество
заготовок в комплекте,
шт |
Размеры заготовок, мм |
|
1. Столешница |
1 |
1100 |
650 |
2. Боковая стенка |
4 |
750 |
510 |
3. Лицо выдвижного ящика |
1 |
480 |
305 |
4. Полка |
2 |
510 |
305 |
5. Задняя стенка |
2 |
500 |
510 |
Расчет
1.1 Начальные карты раскроя.
Начальные карты раскроя можно составлять как для индивидуального, так и для группового раскроя. Для уменьшения ручной работы рекомендуется предусматривать индивидуальный раскрой, при котором из плиты вырабатываются заготовки одного типоразмера (рисунок 1.1).
1.2 Начальный план выхода заготовок
|
Заготовки |
Карты раскроя заготовок |
План выпуска заготовок, шт. |
||||
Количество заготовок, шт. |
||||||
1 |
2 |
3 |
4 |
5 |
||
1 |
6 |
0 |
0 |
0 |
0 |
1000 |
2 |
0 |
12 |
0 |
0 |
0 |
4000 |
3 |
0 |
0 |
35 |
0 |
0 |
1000 |
4 |
0 |
0 |
0 |
30 |
0 |
2000 |
5 |
0 |
0 |
0 |
0 |
21 |
2000 |
Карта раскроя №1 Карта раскроя №2
<
ПВ1=70,04% ПВ2=74,94%
Карта раскроя №3 Карта раскроя №4
<
ПВ3=83,66% ПВ4=76,19%
<
<
ПВ5=87,43%
ПВ1, ПВ2,…, ПВ5 - полезный выход заготовок (показывает долю площади плиты, которую занимают заготовки),
Рисунок 1,1 - Начальные карты раскроя
1.3 Математическая модель задачи.
Для составления математической модели задачи введем обозначения:
xj - количество плит раскраиваемых по j-q карте раскроя, шт. ;
Kij - количество заготовок i-uj вида получаемых по j-й начальной карте раскроя, шт.;
<
Тогда математическая модель задачи будет иметь следующий общий вид:
<![]()
>
<![]()
i=1,m xj0>
где n - количество начальных карт, шт;
m - число типоразмеров заготовок.
С учетом исходных данных, приведенных в таблице 1.2, математическая модель задачи будет иметь вид:
F=X1+ X2+ X3+ X4+ X5min
<
(1.2)>
Отсюда X1=1000/6=166,66; X2=4000/12=333,33; X3=1000/35=28.57;
X4=2000/30=66.67; X5=2000/21=95,24; F=690.47;
X1=167; X2=334; X3=29; X4=67; X5=96; F=693
Результаты решения нельзя считать оптимальными, поскольку они не предусматривают многовариантность получения заготовок. Для нахождения конкурирующих карт раскроя перейдем к двойственной задаче.
3.4. Постановка двойственной задачи
Используя математическую модель задачи (формула 1.2) и правила перехода от прямой задачи к двойственной (1.3) получим следующую двойственную задачу:
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
где Y1, Y2, Y3, Y4, Y5 - двойственные оценки, показывающие долю площади плиты, которую занимает соответствующая заготовка без учета отходов.
<
Y1=1/6=0.166; Y2=1/12=0.083;
Y3=1/35=0.029; Y4=1/30=1/30=0.033; Fmin=fmax=690.47;
Y5=1/21=0.048;
Полученные двойственные оценки заготовок используются далее в качестве схем раскроя: чем больше суммарная двойственная оценка, тем лучше карта раскроя.
1.4 Генерирование карты раскроя №6
Для генерирования карты раскроя №6 составляем таблицу возможных ширин прямоугольных полос, получаемых из плиты продольными сквозными резами на первом этапе раскроя.
Таблица 1.2 - ширина полос
Номер полосы |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Ширина полосы, мм |
1100 |
750 |
480 |
510 |
500 |
305 |
650 |
Для определения оптимальной схемы раскроя полос на заготовки решаем задачу следующего вида:
<![]()
>
<![]()
>
<![]()
(целые),>
где Ri - оценка полосы i-го вида,
Yi - оценка i-й заготовки;
<![]()
- количество i-х заготовок в данной полосе, шт.;>
li - длина i-й заготовки, мм;
l0 - длина плиты, мм;
Расчет схем раскроя полос на заготовки ведем методом ветвей и границ с помощью ЭВМ по стандартной процедуре "ODNRAS". Результаты расчета сводим в таблицу 1.4 (графы 6,7,8).
<
<![]()
>
<![]()
>
<![]()
0 (целые),>
где i оценка карты i-г вида;
<![]()
- количество i-х полос в карте раскроя, шт.;>
hi - ширина i-й полосы, мм;
h0 - ширина плиты, мм;
k - количество типоразмеров полос, шт.
Расчет схем раскроя плиты на полосы ведем методом ветвей и границ с помощью ЭВМ по стандартной программе "ODNRAS". Результаты расчета сводим в таблицу 1.4 (графы 9,10,11).
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,166 |
5 |
250 |
0.830 |
1 |
40 |
1,268 |
2 |
750 |
2 |
510 |
0,083 |
6 |
440 |
0.498 |
0 |
||
3 |
480 |
3 |
305 |
0,029 |
11 |
145 |
0.319 |
0 |
||
|
4 |
510 |
4 |
305 |
0,033 |
4 |
30 |
0.381 |
0 |
||
2 |
750 |
0,083 |
3 |
|||||||
5 |
500 |
0,048 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0.288 |
0 |
||
6 |
305 |
3 |
480 |
0,029 |
3 |
20 |
0.219 |
2 |
||
4 |
510 |
0,033 |
4 |
|||||||
7 |
650 |
1 |
1100 |
0,166 |
3 |
200 |
0.498 |
0 |
Таблица 1.6 - результаты расчета карты раскроя №6
<
<
<
ПВ6=93,03%
Этой карте соответствует ограничение двойственной задачи
5Y1+6Y3+8Y41
1.6. Уточнение двойственных оценок в связи с введением дополнительной карты №6
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,147; Y2=0.083; Y3=0.001; Y4=0.033; Y5=0.048; Y6=0.120; Y8=1.000;
fmax=641.905;
Вытесняем карту №1 и №3.
<
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,147 |
5 |
250 |
0.735 |
0 |
80 |
1,203 |
2 |
750 |
2 |
510 |
0,083 |
6 |
440 |
0.498 |
0 |
||
3 |
480 |
3 |
305 |
0.001 |
11 |
145 |
0,011 |
0 |
||
|
4 |
510 |
4 |
305 |
0,033 |
4 |
30 |
0.381 |
2 |
||
2 |
750 |
0,083 |
3 |
|||||||
5 |
500 |
0,048 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0.288 |
0 |
||
6 |
305 |
3 |
480 |
0,001 |
6 |
440 |
0,198 |
0 |
||
4 |
510 |
0,033 |
0 |
|||||||
7 |
650 |
1 |
1100 |
0,147 |
3 |
200 |
0,441 |
1 |
Таблица 1.7 - результаты расчета карты раскроя №7
Карта раскроя №7
<
ПВ7=92,81%
Ограничение двойственной задачи карте раскроя №7
3Y1+6Y2+8Y41
1.8. Уточнение двойственных в связи с введением дополнительной карты №7
Для уточнения двойственных оценок составляем и решаем двойственную задачу линейного программирования с учетом карт раскроя №2, №4, №5, №6, №7.
<
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,078; Y2=0.083; Y3=0.057; Y4=0.033; Y5=0.048; fmax=630.425;
1.9. Генерирование карты раскроя №8
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,078 |
5 |
250 |
0,390 |
0 |
5 |
2.28 |
2 |
750 |
2 |
510 |
0,083 |
6 |
440 |
0,498 |
0 |
||
3 |
480 |
3 |
305 |
0,057 |
11 |
145 |
0,627 |
3 |
||
|
4 |
510 |
4 |
305 |
0,033 |
4 |
30 |
0,381 |
0 |
||
2 |
750 |
0,083 |
3 |
|||||||
5 |
500 |
0,048 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0,288 |
0 |
||
6 |
305 |
3 |
480 |
0,057 |
7 |
140 |
0,399 |
1 |
||
4 |
510 |
0,033 |
0 |
|||||||
7 |
650 |
1 |
1100 |
0,078 |
3 |
200 |
0,234 |
0 |
Таблица 1.8 - результаты расчета карты раскроя №8
<
<
ПВ8=95,61%
Ограничение двойственной задачи карте раскроя №8
40Y31
1.10 Уточнение двойственных в связи с введением дополнительной карты №8
Для уточнения двойственных оценок составляем и решаем двойственную задачу линейного программирования с учетом карт раскроя №2, №4, №5, №6, №7,№8.
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,167; Y2=0.083; Y3=0.025; Y4=0.001; Y5=0.048; Y7=1.000; Y9=0.017;
fmax=620.238;
Вытесняем карту №4 и №6
<
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,167 |
5 |
250 |
0,835 |
0 |
80 |
1.217 |
2 |
750 |
2 |
510 |
0,083 |
6 |
440 |
0.498 |
0 |
||
3 |
480 |
3 |
305 |
0,025 |
11 |
145 |
0.275 |
0 |
||
|
4 |
510 |
4 |
305 |
0,001 |
0 |
0 |
0.358 |
2 |
||
2 |
750 |
0,083 |
2 |
|||||||
5 |
500 |
0,048 |
4 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0.288 |
0 |
||
6 |
305 |
3 |
480 |
0,025 |
7 |
140 |
0.175 |
0 |
||
4 |
510 |
0,001 |
0 |
|||||||
7 |
650 |
1 |
1100 |
0,167 |
3 |
200 |
0.501 |
1 |
Таблица 1.9 - результаты расчета карты раскроя №9
Карта раскроя №9
<
ПВ9=93,31%
Ограничение двойственной задачи карте раскроя №9
3Y1+4Y2+8Y51
1.12 Уточнение двойственных в связи с введением дополнительной карты №8
Для уточнения двойственных оценок составляем и решаем двойственную задачу линейного программирования с учетом карт раскроя №2, №5, №7,№8, №9.
<
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,095; Y2=0.083; Y3=0.025; Y4=0.027; Y5=0.048;
fmax=602.381;
1.13. Генерирование карты раскроя №10
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,095 |
5 |
250 |
0.475 |
0 |
10 |
1.132 |
2 |
750 |
2 |
510 |
0,083 |
6 |
440 |
0.498 |
1 |
||
3 |
480 |
3 |
305 |
0,025 |
11 |
145 |
0.275 |
1 |
||
|
4 |
510 |
4 |
305 |
0.027 |
1 |
195 |
0.359 |
1 |
||
2 |
750 |
0,083 |
4 |
|||||||
5 |
500 |
0,048 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0.288 |
0 |
||
6 |
305 |
3 |
480 |
0,025 |
3 |
20 |
0.183 |
0 |
||
4 |
510 |
0,027 |
4 |
|||||||
7 |
650 |
1 |
1100 |
0,095 |
3 |
200 |
0.285 |
0 |
Таблица 1.10 - результаты расчета карты раскроя №10
<
<
ПВ10=91,28%
Ограничение двойственной задачи карте раскроя №10
10Y2+11Y3+Y41
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,095; Y2=0.083; Y3=0.013; Y4=0.027; Y5=0.048; Y9=0.491;
fmax=590.097;
Вытесняем карту №8
<
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,095 |
5 |
250 |
0.475 |
0 |
220 |
1.077 |
2 |
750 |
2 |
510 |
0,083 |
6 |
440 |
0.498 |
0 |
||
3 |
480 |
3 |
305 |
0.013 |
11 |
145 |
0.143 |
0 |
||
|
4 |
510 |
4 |
305 |
0.027 |
1 |
195 |
0.359 |
3 |
||
2 |
750 |
0,083 |
4 |
|||||||
5 |
500 |
0,048 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0.288 |
0 |
||
6 |
305 |
3 |
480 |
0,013 |
0 |
440 |
0.162 |
0 |
||
4 |
510 |
0,027 |
6 |
|||||||
7 |
650 |
1 |
1100 |
0,095 |
3 |
200 |
0.285 |
0 |
Таблица 1.11 - результаты расчета карты раскроя №11
Карта раскроя №11
<
ПВ11=82,56%
Ограничение двойственной задачи карте раскроя №11
12Y2+3Y41
<
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной програ-мме "SIMPL". Результаты решения:
Y1=0,105; Y2=0.076; Y3=0.019; Y4=0.029; Y5=0.048; Y6=0.086; fmax=580.952;
Вытесняем карту №2
1.15. Генерирование карты раскроя №12
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,105 |
5 |
250 |
0.525 |
0 |
20 |
1.04 |
2 |
750 |
2 |
510 |
0,076 |
6 |
440 |
0.456 |
0 |
||
3 |
480 |
3 |
305 |
0.019 |
11 |
145 |
0.209 |
0 |
||
|
4 |
510 |
4 |
305 |
0.029 |
4 |
30 |
0.344 |
1 |
||
2 |
750 |
0,076 |
3 |
|||||||
5 |
500 |
0,048 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,048 |
6 |
440 |
0.288 |
0 |
||
6 |
305 |
3 |
480 |
0,019 |
0 |
440 |
0.174 |
4 |
||
4 |
510 |
0,029 |
6 |
|||||||
7 |
650 |
1 |
1100 |
0,105 |
3 |
200 |
0.315 |
0 |
Таблица 1.12 - результаты расчета карты раскроя №12
<
Карта раскроя №12
<
ПВ12=89,84%
Ограничение двойственной задачи карте раскроя №12
3Y2+28Y41
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной програ-мме "SIMPL". Результаты решения:
Y1=0,107; Y2=0.076; Y3=0.019; Y4=0.028; Y5=0.047; Y6=0.021;
fmax=580.067;
Вытесняем карту №5
<
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,107 |
5 |
250 |
0.535 |
0 |
0 |
1.02 |
2 |
750 |
2 |
510 |
0,076 |
6 |
440 |
0.456 |
1 |
||
3 |
480 |
3 |
305 |
0.019 |
11 |
145 |
0.209 |
0 |
||
|
4 |
510 |
4 |
305 |
0.028 |
0 |
0 |
0.340 |
0 |
||
2 |
750 |
0,076 |
2 |
|||||||
5 |
500 |
0,047 |
4 |
|||||||
5 |
500 |
5 |
510 |
0,047 |
6 |
440 |
0.282 |
2 |
||
6 |
305 |
3 |
480 |
0,019 |
3 |
20 |
0.169 |
0 |
||
4 |
510 |
0,028 |
4 |
|||||||
7 |
650 |
1 |
1100 |
0,107 |
3 |
200 |
0.321 |
0 |
Таблица 1.13 - результаты расчета карты раскроя №13
Карта раскроя №13
<
ПВ13=87,43%
Ограничение двойственной задачи карте раскроя №13
6Y2+12Y51
<
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,111; Y2=0.077; Y3=0.019; Y4=0.026; Y5=0.045; Y10=0.051;
fmax=578.477;
Вытесняем карту №12
1.17. Генерирование карты раскроя №14
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,111 |
5 |
250 |
0.555 |
0 |
10 |
1.006 |
2 |
750 |
2 |
510 |
0,077 |
6 |
440 |
0.462 |
1 |
||
3 |
480 |
3 |
305 |
0.019 |
11 |
145 |
0.209 |
1 |
||
|
4 |
510 |
4 |
305 |
0.026 |
4 |
30 |
0.335 |
1 |
||
2 |
750 |
0,077 |
3 |
|||||||
5 |
500 |
0,045 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,045 |
6 |
440 |
0.270 |
0 |
||
6 |
305 |
3 |
480 |
0,019 |
3 |
20 |
0.161 |
0 |
||
4 |
510 |
0,026 |
4 |
|||||||
7 |
650 |
1 |
1100 |
0,111 |
3 |
200 |
0.333 |
0 |
Таблица 1.14 - результаты расчета карты раскроя №14
<
<
ПВ14=92,65%
Ограничение двойственной задачи карте раскроя №14
9Y2+11Y3+4Y41
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной программе "SIMPL". Результаты решения:
Y1=0,111; Y2=0.077; Y3=0.019; Y4=0.026; Y5=0.045; Y11=0.000; fmax=578.477;
<
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,111 |
5 |
250 |
0.555 |
0 |
10 |
1.006 |
2 |
750 |
2 |
510 |
0,077 |
6 |
440 |
0.462 |
1 |
||
3 |
480 |
3 |
305 |
0.019 |
11 |
145 |
0.209 |
1 |
||
|
4 |
510 |
4 |
305 |
0.026 |
4 |
30 |
0.335 |
1 |
||
2 |
750 |
0,077 |
3 |
|||||||
5 |
500 |
0,045 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,045 |
6 |
440 |
0.270 |
0 |
||
6 |
305 |
3 |
480 |
0,019 |
3 |
20 |
0.161 |
0 |
||
4 |
510 |
0,026 |
4 |
|||||||
7 |
650 |
1 |
1100 |
0,111 |
3 |
200 |
0.333 |
0 |
Таблица 1.15 - результаты расчета карты раскроя №15
Карта раскроя №15
<
ПВ15=92,65%
Ограничение двойственной задачи карте раскроя №15
9Y2+11Y3+4Y41
<
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной програ-мме "SIMPL". Результаты решения:
Y1=0,111; Y2=0.077; Y3=0.019; Y4=0.026; Y5=0.045; Y11=0.000; fmax=578.477;
1.19. Генерирование карты раскроя №16
Номер полосы |
Ширина полосы, мм |
Номер заготовки |
li,
мм |
Yi |
< |
Остаток li,
мм |
Оценка полосы Ri |
Количество полос, < |
Остаток h,
мм |
Оценка карты
5 |
|
|
|
|
|
|
|
|
|
|
|
1 |
1100 |
1 |
650 |
0,111 |
5 |
250 |
0.555 |
0 |
10 |
1.006 |
2 |
750 |
2 |
510 |
0,077 |
6 |
440 |
0.462 |
1 |
||
3 |
480 |
3 |
305 |
0.019 |
11 |
145 |
0.209 |
1 |
||
|
4 |
510 |
4 |
305 |
0.026 |
4 |
30 |
0.335 |
1 |
||
2 |
750 |
0,077 |
3 |
|||||||
5 |
500 |
0,045 |
0 |
|||||||
5 |
500 |
5 |
510 |
0,045 |
6 |
440 |
0.270 |
0 |
||
6 |
305 |
3 |
480 |
0,019 |
3 |
20 |
0.161 |
0 |
||
4 |
510 |
0,026 |
4 |
|||||||
7 |
650 |
1 |
1100 |
0,111 |
3 |
200 |
0.333 |
0 |
Таблица 1.16 - результаты расчета карты раскроя №16
<
<
ПВ14=92,65%
9Y2+11Y3+4Y41
f=1000Y1+4000 Y2+1000 Y3+2000Y4+ 2000Y5max;
<
>
Решаем данную двойственную задачу с помощью ЭВМ по стандартной програ-мме "SIMPL". Результаты решения:
Y1=0,111; Y2=0.077; Y3=0.019; Y4=0.026; Y5=0.045;
fmax=578.477;
Карты повторились, прекращаем генерирование
Определение оптимального количества плит, которое следует раскраивать по
каждой оптимальной карте раскроя.
После того как были найдены оптимальные карты раскроя, необходимо определить какое количество плит следует раскраивать по каждой карте, чтобы получить заданное количество заготовок при минимальном расходе плит.
Для решения этой задачи переходим от двойственной задачи линейного программирования к прямой:
F= X1+ X2+ X3+ X4+ X5min
<
>
X1=213,287; X2=120.047; X3=90.909; X4=67.599; X5=86.636; F=578.477;
<
В результате получаем:
X1=214; X2=121; X3=91; X4=68; X5=87; F=581.
Это значит, что для получения заданного количества заготовок (для изготовления 1000 изделий) следует раскроить:
214 плит по карте раскроя №7
121 плиту по карте раскроя №9
91 плиту по карте раскроя №10
68 плит по карте раскроя №11
87 плит по карте раскроя №13
Всего необходимо раскроить 581 плиту.
|
Заготовки |
Карты раскроя заготовок |
Выпуск заготовок, шт. |
|||||
Количество заготовок, шт. |
|||||||
7 |
9 |
10 |
11 |
13 |
План |
Факт |
|
1 |
3 |
3 |
0 |
0 |
0 |
1000 |
1005 |
2 |
6 |
4 |
10 |
12 |
6 |
4000 |
4016 |
3 |
0 |
0 |
11 |
0 |
0 |
1000 |
1001 |
4 |
8 |
0 |
1 |
3 |
0 |
2000 |
2018 |
5 |
0 |
8 |
0 |
0 |
12 |
2000 |
2012 |
Количество раскраиваемых ДСтП, шт |
214 |
121 |
91 |
68 |
87 |
|
Таблица 2.1 - Выход заготовок
Анализ результатов расчета
Сравним начальные и оптимальные карты раскроя.
Для получения необходимого количества заготовок с помощью начальных карт, следует раскраивать 693 плиты, а с помощью оптимальных карт 581 плиту. В результате экономится 112 плит.
<
>
<
Xj - количество плит, раскраиваемых по j-й карте раскроя, шт.
В результате получаем:
по начальным картам
<![]()
>
по оптимальным картам
<![]()
>
2. Технологические характеристики оборудования для раскроя плит.
Технологическая схема участка раскроя плит на заготовки
Технологическая схема разрабатывается на основе полученных карт раскроя с учетом технических характеристик оборудования, представленных в разделе 4, и рекомендаций по организации участков деревообрабатывающих производств [7,9, 11, 12].
В рассмотренном примере для реализации карт раскроя древесностружечных плит на загото-
вки выбираем однопильный форматно-раскроечный станок ТМ-150. Основные данные станка.
Наибольшие размеры раскраиваемого материала, мм:
Производительность, м3/ч 10-12
Габаритные размеры станка, мм:
Мощность электродвигателя пилы, кВт 5,5
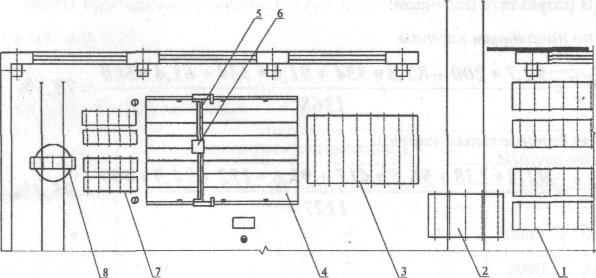
Схема участка раскроя ДСтП на заготовки представлена на рисунке 3.8.
<
>
1 - конвейер продольный Г86.13; 2 - тележка траверсная ТТ-1; 3 - подающий стол; 4 - форматно-обрезной станок ТМ-150; 5 - портал; 6 - суппорт станка; 7 - секция роликового конвейера неприводного; 8 — тележка рельсовая неприводная с поворотной платформой Г86.60
Рисунок 3 - Участок раскроя ДСтП на заготовки
<
В настоящее время существуют множество программ по оптимальному раскрою листов на заданные заготовки, но тем не менее не редко в Интернете можно встретить вопросы о том, как оптимально раскроить лист на заданные заготовки. При этом в ответах таким людям пишут, что знания по оптимальному раскрою листов на заданные заготовки инженеры хранят в секретах и в принципе делиться этим, они не торопятся. Тем не менее, приведенный выше расчет показал, что раскраивать заданный лист на заготовки с такими размерами не целесообразно, поскольку необходимо, чтобы число полезного выхода из раскраиваемого материала составляло не менее 92%. Тем не менее, если мы получили заказ, состоящей именно из такой спецификации, и исправлять линейные размеры заготовок нам запрещено, то оптимальным раскроем плитных материалов на заготовки, будет являться тот выход, который был получен в результате расчета.
2
2
2
4
4
4
4
4
4
4
4
1
1
1
4
4
14
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
12
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
11
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
4
Лист
Оптимальный раскрой плитных матириалов на заготовки
Утв.
17
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
Проверил Огурцов В.В
Разработал Иванов И. А.
СибГТУ Гр. 44-1
Лит
3
33
Листов
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
Лист
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
20
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
3
3
3
3
4
4
4
4
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
3
3
3
3
3
3
3
4
4
4
3
4
3
3
3
2
2
2
2
2
2
2
5
5
5
5
5
5
5
5
5
2
5
2
5
5
2
2
2
2
2
2
4
4
4
4
4
4
4
4
4
4
22
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
21
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
4
4
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
4
4
4
4
3
3
3
3
3
3
3
3
3
2
2
2
2
2
2
2
2
2
2
5
5
5
5
5
5
5
5
1
1
1
2
2
2
3
3
3
3
3
3
19
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
3
3
2
3
3
3
3
3
3
3
3
3
3
13
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
4
4
4
4
3
3
3
3
3
2
2
2
4
4
3
3
3
5
5
5
5
5
5
5
5
5
5
5
5
5
4
4
4
4
4
4
4
4
4
4
16
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
2
2
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
3
ТД.КП.01.10.00.095.ПЗ
3
3
Дата
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
1
1
1
1
1
3
3
1
1
1
1
1
1
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
10
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
9
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
5
Лист
ПМ.КП.01.10.00.000.ПЗ
3
3
3
3
3
3
3
3
Дата
Подпись
№ документа
Лист
Изм.
8
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
7
Лист
5
5
5
5
5
5
5
5
3
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
6
Лист
3
3
3
3
3
3
3
3
15
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
18
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
ПМ.КП.01.10.00.000.ПЗ
Дата
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
Подпись
№ документа
Лист
Изм.
23
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
24
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
25
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
26
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
27
Лист
ПМ.КП.01.10.00.000.ПЗ
Дата
Подпись
№ документа
Лист
Изм.
28
Подпись
Лист
Лист
Изм.
Лист
№ документа
Подпись
Дата
ПМ.КП.01.10.00.000.ПЗ
Листов
3
33
Лит
СибГТУ Гр. 44-1
Разработал Иванов И. А.
Проверил Огурцов В.В
Утв.
Оптимальный раскрой плитных матириалов на заготовки
Лист
Изм.
Лист
№ документа
Подпись
Дата
ПМ.КП.01.10.00.000.ПЗ
Листов
3
33
Лит
СибГТУ Гр. 44-1
Разработал Иванов И. А.
Проверил Огурцов В.В
Утв.
Оптимальный раскрой плитных матириалов на заготовки
Лист
Изм.
Лист
№ документа
Подпись
Дата
ПМ.КП.01.10.00.000.ПЗ
Листов
3
33
Лит
СибГТУ Гр. 44-1
Разработал Иванов И. А.
Проверил Огурцов В.В
Утв.
Оптимальный раскрой плитных матириалов на заготовки
Лист
Изм.
Лист
№ документа
Подпись
Дата
ПМ.КП.01.10.00.000.ПЗ
Листов
3
33
Лит
СибГТУ Гр. 44-1
Разработал Иванов И. А.
Проверил Огурцов В.В
Утв.
Оптимальный раскрой плитных матириалов на заготовки
№ документа
Лист
Изм.
29
Лист
Лист
30
Изм.
Лист
№ документа
Подпись
Дата
ПМ.КП.01.10.00.000.ПЗ