Оценка температурного (теплового) и термонапряженного состояний прошивной оправки с помощью метода конечных разностей
| Загрузить архив: | |
| Файл: ref-30766.zip (4361kb [zip], Скачиваний: 125) скачать |
Содержание
1. Методы оценки температурного состояния
На начальном этапе объектом исследования является тепловое поле, перенос тепла в системе тел. Тепловое поле на данный момент времени t определяется распределением температуры по телу, т.е. функцией <
, где ![]()
) - декартовы координаты. Передача тепла может осуществляться теплопроводностью, конвекцией или излучением. В рассматриваемой задаче происходит сложный теплообмен, т.е. передача тепла осуществляется различными способами. Необратимый процесс теплопроводности описывается феноменологическим законом Фурье.>
Температурное поле может быть стационарным, в этом случае температура во всех точках тела не зависит от времени, и нестационарным. Если температура изменяется только по одной пространственной координате, то температурное поле одномерное. Если по двум координатам - двухмерное.
Для оценки температурного состояния прошивной оправки в процессе прошивки, то есть для математического определения температурного поля, необходимо решить дифференциальные уравнения теплового состояния (уравнения теплопроводности). Принимается допущение, что температурное поле прошивной оправки является осесимметричным. Рассматривается двумерная задача теплопроводности (все величины зависят от двух координат).
При решении задач теплопроводности составляют сеточные уравнения. Методы решения сеточных уравнений в задачах теплопроводности делятся на прямые (метод Гаусса, метод квадратного корня или метод Холецкого, метод алгебраической прогонки, метод редукции, метод разделения переменных), итерационные (двухслойный итерационный метод, диагональный оператор B, треугольный итерационный метод и др.) и численные.
Приближенное решение задачи теплопроводности осуществляется численными методами (сеточными и проекционными). Сеточные (разностные) методы основаны на переходе от функций непрерывного аргумента к функциям дискретного аргумента. В проекционных методах функции непрерывного аргумента приближаются также функциями непрерывного аргумента. Также существуют и значительно распространены проекционно-сеточные методы (метод конечных элементов). Этот класс методов определяется специальным выбором элементов (конечных элементов).
Сеточные методы являются наиболее универсальным способом решения линейных задач в областях сложной формы, которые не всегда можно решить классическим способом. При решении составляется семейство разностных задач, которое ставится в соответствие непрерывной задаче. Это семейство называют разностной схемой. Разностные схемы применяются как для стационарных, так и для нестационарных задач, но в случаях стационарной и нестационарной теплопередач имеются некоторые различия в разностных схемах. Задача состоит в получении приближенного решения с некоторой заданной точностью. Это достигается на пути перехода от непрерывной задачи к дискретной. При построении дискретной задачи, т.е. при аппроксимации уравнений и граничных условий требуется сохранить за разностным решением характеристики искомого решения. Примером является свойство консервативности - выполнение законов сохранения и для разностной задачи. Консервативные схемы - это разностные схемы, выполняющие законы сохранения на сетке. В отличие от консервативных схем, неконсервативные схемы расходятся в случае разрывного коэффициента теплопроводности. Вторым примером служит свойство монотонности - выполнение принципа максимума и минимума разностного решения. Разностное решение должно сходиться к точному при измельчении сетки.
Консервативная разностная схема строится в одномерном или двумерном случае. Конечноэлементная схема строится в двумерном плоском случае.
Далее рассматриваются способы построения разностных схем при решении задач теплопроводности численными методами.
Разностные схемы для задачи стационарной теплопроводности.
В случае стационарного температурного поля перенос тепла осуществляется теплопроводностью, а температура описывается эллиптическим уравнением второго порядка с определенными краевыми условиями.
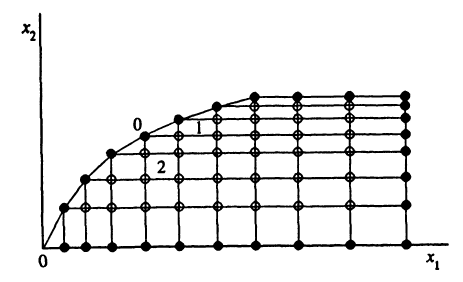
Для применения разностных методов в области изменения переменных G вводят сетку. Все производные и краевые условия заменяют разностями значений функции в узлах сетки. При написании каждого разностного уравнения около некоторого узла сетки берется одно и то же количество узлов, образующее строго определенную конфигурацию. Эта конфигурация узлов, которые используются для построения разностного оператора, называется шаблоном разностной схемы. Узлы, в которых разностная схема записана на шаблоне, называются регулярными, а все остальные узлы - нерегулярными. На рис. 1.1 показан пример прямоугольной равномерной сетки. Здесь: <![]()
- переменные.>
<
>
Рис. 1.1. Пример прямоугольной равномерной сетки, построенной для прямоугольной области изменения переменных G(x,t).
Для нерегулярных областей в ряде случаев удается построить согласованную сетку, которая образована узлами обычной прямоугольной неравномерной сетки с узлами, лежащими на границе (эти узлы согласованы). Пример согласованной разностной сетки для нерегулярной области приведен на рис. 1.2.
<
>
Рис. 1.2. Пример нерегулярной согласованной разностной сетки.
Исходная дифференциальная задача при аппроксимации заменяется сеточной. Соответствующие разностные (сеточные) уравнения есть система линейных алгебраических уравнений для неизвестных значений сеточной функции.
Другой способ построения разностных схем основан на методе конечных элементов.
Разностная схема метода конечных элементов.
Построение разностных схем может осуществляться на основе метода конечных элементов. Для построения конечномерного подпространства исходная расчетная область разбивается на некоторые элементарные ячейки. В двумерном случае в качестве таковых наиболее подходящими являются треугольники, причем внутри таких ячеек приближенное решение является линейной функцией. Такого вида сетки выбраны в связи с возможностью решения задач в областях достаточно произвольной формы. На рис. 1.3 показана равномерная сетка <
с шагом ![]()
.>
<
>
Рис. 1.3. Равномерная конечноэлементная сетка, состоящая из треугольников, применяемая в методе конечных элементов.
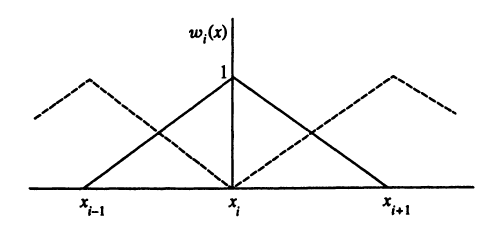
В рассматриваемой области фиксируется конечное число точек, которые называют узлами (узловыми точками). Непрерывная величина аппроксимируется моделью, состоящей из отдельных элементов. На каждом из этих элементов исследуемая непрерывная величина аппроксимируется кусочно-непрерывной функцией. Выбираются аппроксимирующие базисные функции <![]()
в виде кусочных полиномов малой степени или полиномов более высоких степеней (квадратичных, кубических и др.) Полином, связанный с данным элементом называют функцией элемента. Далее строится разностная схема.>
Разностные схемы для нестационарных задач.
Нестационарные тепловые поля описываются параболическими уравнениями второго порядка. Разностные схемы составляются многослойными. Например, при использовании двухслойной разностной схемы в разностное уравнение входят значения на двух временных слоях.
Для нестационарных задач в области вводится пространственная сетка, с которой связывается некоторое конечномерное пространство. Вводится сетка и по времени, для простоты, равномерная. Приближенное решение рассматривается как функция дискретного аргумента. Операторно-разностная схема связывает разностное решение на нескольких временных слоях. Такая разностная схема является многослойной.
У данной задачи есть и начальные, и граничные условия, поэтому задача является нестационарной (смешанной) краевой. Задача имеет нелинейный характер, т.е. теплофизические свойства среды зависят от температуры и граничные условия нелинейны.
Метод конечных разностей.
В качестве метода решения системы дифференциальных уравнений выбирается численный математический метод конечных разностей - широко известный и простейший метод интерполяции. Метод конечных разностей означает по сути обратный переход от дифференциальной модели к интегральной. При осуществлении данной методики строится конечно-разностная сетка и записываются конечно-разностные аналоги дифференциальных уравнений теплопроводности (разностная схема). Для аппроксимации дифференциальных уравнений теплопроводности применяется неявная консервативная итерационная разностная схема, реализуемая градиентным методом покоординатного спуска (Гаусса-Зейделя), являющимся классическим итерационным методом решения системы линейных уравнений. Неявной она является потому, что содержит несколько неизвестных значений функции на новом слое. Это означает, что значение функции нельзя явно выразить через значения функции на данном слое. Такая схема является безусловно устойчивой. Неявность разностной схемы достигается применением итерационной процедуры на каждом временном слое. Решение в узлах сетки получается приближенным (разностным). Поскольку одна из переменных имеет физический смысл времени t, то сетка строится так, чтобы среди ее линий были линии t=tm , где m - номер индекса дискретного момента времени. То есть переменная t не непрерывна, а увеличивается на дискретное значение. Решение численной задачи получается в виде таблицы.
Экономичные разностные схемы нестационарной теплопроводности.
Поскольку при использовании неявных схем вычислительные затраты высоки, применяют методы реализации разностных схем, которые по вычислительной реализации были бы аналогичны явным схемам. К таким методам относятся явный итерационный метод, метод переменных направлений, попеременно-треугольный метод, итерационный метод с эллиптическим оператором B. Для явных схем число арифметических операций, приходящихся на один узел сетки не зависит от общего числа узлов. Разностные схемы метода переменных направлений основываются на представлении оператора по пространственным переменным в виде суммы операторов, каждый из которых является одномерным [1], [2].
Постановка нестационарной краевой задачи теплопроводности начинается с задания краевых условий и выбора систем координат. Далее рассматривается методика составления краевых условий данной задачи.
2. Постановка нестационарной краевой задачи теплопроводности в системе, включающей прошивную оправку
2.1. Условия однозначности или краевые условия задачи
Геометрические условия.
Оправка - это сплошное тело сложной формы (при решении задачи термоупругости не рассматривается возможное наличие в оправке специальных каналов для подачи охлаждающей жидкости, хотя они часто применяются на практике). Диаметр оправки зависит от внутреннего диаметра гильзы. Оправка подразделяется на участки различной геометрической формы: сферическую часть, коническую часть до пережима, коническую часть после пережима и часть штока, примыкающую к оправке. Длины этих участков рассчитываются по известным формулам.
Постановка краевой задачи зависит от выбора системы координат. Простейший подход к решению задач в нерегулярных областях состоит в использовании криволинейных координат, в которых расчетная область становится регулярной (понятия регулярной и нерегулярной областей были рассмотрены в разделе 1). Для сферического участка I принята сферическая система координат. Для участков II, III, IV принята цилиндрическая система координат.
Диаметр оправки на третьем участке равен:
<![]()
, >
где <![]()
- внутренний диаметр гильзы.>
Диаметр полусферы равен:
<![]()
. >
Длина первого участка:
<![]()
. >
Длина второго участка:
<![]()
, >
где <
- конусность конической части оправки (![]()
).>
Длина третьего участка:
<![]()
. >
Площадь поперечного сечения гильзы на выходе при заданных внутреннем диаметре гильзы и толщине стенки трубы рассчитывается по формуле:
<
. >
Площадь поперечного сечения металла в зазоре валок - оправка определяется как:
<![]()
, >
где <
и ![]()
- текущее значение радиуса валка и радиуса оправки, вычисляемое по следующим тригонометрическим соотношениям:>
для сферической части оправки
<
; >
для конической части оправки до пережима
<
; >
для конической части оправки после пережима
<
, >
где <
- радиус валка в сечении носка оправки;
- радиус сферической части оправки;
- угол от оси сферы до расчетного сечения сферической части оправки;
- угол входного конуса валка (3° ... 4°);
- угол выходного конуса валка (3°30' ... 6°);
- угол конусности оправки;
- текущая длина второго участка оправки; ![]()
- выдвижение оправки за пережим.>
На поверхности оправки образуется слой окалины. Толщина окалинообразующего слоя на поверхности оправки <![]()
.>
Физические условия.
При прошивке происходит теплообмен в системе тел: валки - линейки - гильза - слой окалины - оправка. Температура валков и линеек принимается постоянной. Источниками тепла являются нагретая заготовка и внутренние источники (деформационный разогрев, разогрев за счет сил трения). Тепловая энергия в процессе прошивки поступают на разогрев технологического инструмента. В период между прошивками оправка охлаждается на воздухе или в проточной воде.
Прошивная оправка является сплошным однородным изотропным телом. Ее теплопроводность является скалярной величиной. В качестве материала оправки выбирается сталь марки 30Х2МФА и 38ХНЗМФА. Физическими параметрами оправки являются плотность <
, удельная массовая теплоемкость оправки
, коэффициент теплопроводности материала оправки ![]()
. Внутренние источники тепла в оправке отсутствуют.>
Время нагрева оправки при прошивке определяется по скорости движения металла <
и заданной длине гильзы ![]()
:>
<![]()
. >
Условия на границе металл - оправка.
Теплофизическими свойствами металла являются плотность <
, удельная массовая теплоемкость металла
, коэффициент теплопроводности металла ![]()
. При деформации металла происходит выделение теплоты.>
Для определения кондуктивного и лучистого тепловых потоков на границе контакта металл - оправка необходимо предварительно рассчитать температуру металла в зазоре между валками, линейками и прошивной оправкой. Эта температура деформируемого металла в процессе прошивки зависит, с одной стороны, от тепловыделений за счет работы сил трения и при формоизменении металла, а с другой стороны, от теплоотдачи к оправке, валкам, линейкам и окружающей среде. В общем случае среднюю температуру металла за время одной прошивки можно рассчитать по формуле:
<![]()
, >
где <![]()
- средняя температура металла на входе в прошивной стан, рассчитывается по известному температурному полю заготовки перед прошивкой:>
<
, >
где <
- объем заготовки;
- время охлаждения заготовки на воздухе перед станом; ![]()
- среднее повышение температуры металла при прошивке, которое определяется из уравнения теплового баланса очага деформации:>
<![]()
, >
где: <
- удельная объемная теплоемкость металла;
- объем очага деформации;
- общее количество энергии, затраченной на процесс деформирования;
- коэффициент выхода теплоты;
- теплота, поступающая в металл за счет работы сил трения;
- тепловые потери очага деформации в окружающую среду и технологический инструмент; ![]()
- поправочный коэффициент, полученный экспериментально.>
Общее количество энергии на деформацию определяется по теоретической формуле П.И. Полухина:
<
, >
где <
и
- радиус заготовки до прошивки и радиус гильзы;
- толщина стенки гильзы; ![]()
- сопротивление металла деформированию, рассчитывается по эмпирической формуле>
<![]()
, >
<
- сопротивление деформации, выбираемое по величине среднего единичного обжатия; ![]()
- обжатие в пережиме.>
Теплота, поступающая в металл при трении, рассчитывается по формуле:
<![]()
, >
в которой <
- коэффициент, учитывающий долю теплоты, поступающей на оправку от трения;
- плотность теплового потока за счет работы сил трения;
- коэффициент контакта;
- площадь поверхности металла под оправкой; ![]()
- время прошивки.>
Тепловые потери металла в очаге деформации за время прошивки составляют величину:
<![]()
, >
где <
,
и
- площади поверхностей контакта металла с валками, линейками и окружающей средой;
,
,
,
- плотности тепловых потоков;
- плотность потока тепловых потерь в окружающую среду;
и ![]()
- плотности потоков тепловых потерь к валкам и линейкам рассчитываются при допущении квазистационарного режима теплопроводности с учетом температурного сопротивления слоя окалины:>
<![]()
, >
где <
и ![]()
- температура валков и линеек в стационарном режиме работы.>
Кондуктивный теплообмен между металлом и оправкой через слой окалины в месте контакта или через воздушный зазор, в первом приближении, рассчитывается при допущении квазистационарного режима теплообмена.
Через слой окалины:
<
; >
через воздушный зазор:
<
, >
где <
- средняя температура металла при прошивке;
- температура поверхности оправки;
,
- толщина приграничного слоя металла и оправки;
,
- толщина окалины и воздушной прослойки;
,
,
, ![]()
- коэффициенты теплопроводности деформируемого металла, оправки, окалины и воздуха соответственно.>
Плотность лучистого теплового потока в воздушном зазоре находится при допущении равенства поверхностей, расположенных по обе стороны зазора. Учитывая, что воздух является диатермичной средой, получим
<![]()
, >
где <
- постоянная Стефана - Больцмана; ![]()
- приведенная степень черноты.>
Плотность теплового потока, выделяемого при работе сил трения, определяется по формуле:
<![]()
, >
где <
- касательное напряжение трения; ![]()
- скорость перемещения металла вдоль оси оправки (оси Oz).>
Касательное напряжение трения рассчитывается по формуле
<![]()
, >
в которой <![]()
- коэффициент трения; Р - сила нормального давления на оправку.>
Для конических оправок различных геометрических размеров значения давлений, сохраняются на носке, в конце сферической части, в пережиме и в конце третьего участка.
Скорость течения металла в рассматриваемом расчетном сечении находится из уравнения неразрывности, которое при некотором допущении имеет вид:
<![]()
, >
где <
- средняя скорость перемещения металла в сечении
между валком и оправкой;
- скорость движения гильзы на выходе из зазора. Скорость выхода гильзы определена экспериментально в зависимости от угла подачи ![]()
.>
Величина деформационного разогрева <
зависит не только от величины внутренних тепловыделений при деформации, но и от интенсивности теплообмена с окружающей средой и технологическим инструментом, поэтому для ее определения необходимо применить метод итераций. В качестве первого приближения
рассчитывается при допущении равенства нулю тепловых потоков
и ![]()
.>
Условия на границе металл - окалина.
Окалинообразующий слой очень существенно влияет на температурное поле оправки. Теплофизические свойства окалины характеризуются коэффициентом теплопроводности окалины <![]()
. На границе металл-окалина за счет действия сил трения происходит выделение теплоты.>
Между слоем окалины и оправкой происходит кондуктивный теплообмен (теплопроводностью). Между слоем окалины и металлом осуществляется как кондуктивный теплообмен, так и лучистый теплообмен через воздушную среду, заполняющую прослойку. При этом воздух считается диатермической средой, то есть прозрачной для лучистой энергии. Теплофизические свойства воздуха характеризуются коэффициентом теплопроводности воздуха <![]()
.>
Начальные (временные) условия.
Рассматриваемый процесс является нестационарным, то есть в уравнения входит время в качестве переменной. Для такого процесса необходимы начальные условия, которые состоят в задании закона распределения температуры внутри тела в начальный момент времени.
При первой прошивке начальное поле температур задается равномерным и равным температуре окружающей среды <![]()
:>
<![]()
. >
При охлаждении оправки в качестве начального условия принимается температурное поле, полученное в конце нагрева оправки (в конце прошивки):
<![]()
. >
Для второго и последующих циклов нагрева и охлаждения за начальное условие также принимается температурное поле предыдущего процесса теплообмена.
Граничные условия (на границе в нерегулярных узлах).
Применяются условия второго рода (условия Неймана): на поверхности задается плотность теплового потока как функция от температуры и координаты <![]()
.>
Граничные условия на границе металл - оправка при нагреве.
Граничные условия в области раздела деформируемый металл - оправка задаются через плотность теплового потока с учетом теплоты, выделяемой при работе сил трения и температурного сопротивления слоя окалины:
<![]()
; >
<
, >
где <
- плотность кондуктивного теплового потока в системе металл - окалина - заготовка;
- плотность кондуктивного теплового потока в системе металл - воздух - оправка;
- плотность лучистого теплового потока от металла к оправке в воздушном зазоре; ![]()
- коэффициент контакта, равный отношению площади контакта ко всей площади поверхности оправки в данном сечении и определяемый экспериментально (в нашем случае>
на I участке <
, на II участке 0 <
< 1 (
), а на III и IV участках -
);
- плотность теплового потока за счет сил трения; ![]()
- коэффициент, учитывающий долю теплоты, поступающей на оправку>
<
. >
Граничные условия при охлаждении оправки (граничные условия третьего рода) .
При расчете охлаждения оправки между прошивками применяются граничные условия третьего рода (используется температура окружающей среды <
и коэффициент теплоотдачи ![]()
):>
<![]()
. >
<![]()
- плотность теплового потока с поверхности оправки при охлаждении, которая рассчитывается в зависимости от условий охлаждения. Например, при охлаждении на воздухе:>
<![]()
, >
где <
- коэффициент теплоотдачи свободной конвекцией;
- температура поверхности оправки; ![]()
- температура охлаждающей среды (в данном случае воздуха).>
При интенсивном охлаждении оправки
<![]()
. >
В этом случае <![]()
- коэффициент теплоотдачи при вынужденной конвекции от поверхности оправки к потоку охладителя. Расчет коэффициента теплоотдачи выполняется по известным критериальным зависимостям.>
Граничные условия на четвертом участке.
Граничные условия вдоль оси Oz на четвертом участке задаются при допущении отсутствия теплообмена на этой границе:
<![]()
. >
2.2. Математическая формулировка задачи расчета температурного поля оправки
В общем виде уравнение теплопроводности записывается так:
<![]()
, >
где <
- температура,
- теплоемкость удельная массовая теплоемкость,
- коэффициент теплопроводности и ![]()
- плотность источников тепла.>
Поскольку внутренних источников тепла нет, то уравнение записывается так:
<![]()
. >
Поскольку прошивная оправка представляет собой тело вращения, то удобно использовать цилиндрическую систему координат. На первом участке для повышения точности решения применена сферическая система координат.
Уравнение теплопроводности для сферической системы координат (участок I):
<![]()
. >
Для цилиндрической системы координат (участки II, III и IV):
<![]()
. >
В уравнениях <
- цилиндрические координаты;
- сферические координаты;
- температура;
- время;
- удельная объемная теплоемкость;
- плотность материала оправки; ![]()
- удельная массовая теплоемкость.>
Для центра сферы уравнение теплопроводности записывается следующим образом:
<![]()
. >
Для оси центра:
<![]()
. >
Для выделения единственного решения дифференциального уравнения применяются описанные выше условия однозначности [3], [4].
Метод и алгоритм решения уравнений теплообмена
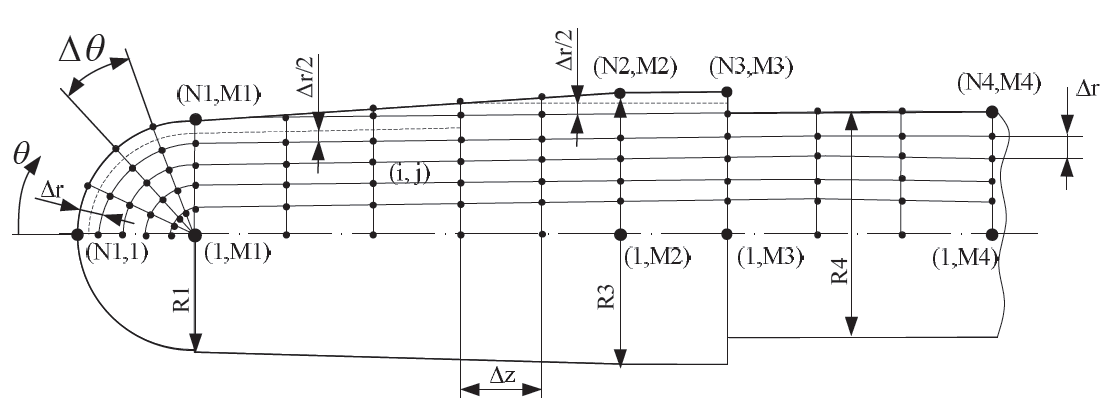
Для решения дифференциального уравнения теплопроводности (2.36) с соответствующими начальными и граничными условиями применяется метод конечных разностей. Конечно-разностная сетка изображена на рис. 3.1. Каждый узел сетки нумеруется в виде <
, где
- номер узла по направлению
для полусферы и цилиндра, a
- номер узла по направлению
для полусферы и по направлению
для цилиндра. Нумерация узлов начинается от центра сферы и оси цилиндра. Коническая поверхность оправки заменена ступенчатой, кратной шагу
. Дискретные моменты времени обычно нумеруются индексами:
- предыдущий, а
- последующий моменты времени. Номер предыдущей и последующей итерации обозначается верхними индексами
и ![]()
соответственно.>
Для аппроксимации дифференциальных уравнений теплопроводности (2.37) - (2.40) применяется неявная консервативная итерационная разностная схема, реализуемая методом Гаусса-Зейделя. Суть этого метода заключается в том, что при расчете температуры <
в узле
на
-й итерации используются температуры
и
из предыдущей итерации и вновь вычисленные температуры
и
на расчетной ![]()
-й итерации. Неявность разностной схемы достигается применением итерационной процедуры на каждом временном слое.>
<
>
Рис. 3.1. Конечно-разностная сетка, применяемая в численном методе конечных разностей при решении задачи теплопроводности оправки.
Конечно-разностные аналоги дифференциального уравнения теплопроводности для всех характерных участков оправки записываются так:
а) внутренние узлы сферы <![]()
:>
<
>
б) внутренние узлы конической и цилиндрической частей оправки <![]()
:>
<
>
в) температура в узлах, расположенных на поверхности сопряжения: полусфера - конус, рассчитывается следующим образом. Поскольку поверхность сопряжения одновременно принадлежит полусфере и конусу, то вторая производную по координатам <
и
аппроксимируется по формулам, приведенным далее. Для полусферы принимается составляющая второй производной по углу
в сферических координатах, а для конической части - составляющая второй производной по
в цилиндрических координатах. Узлы, расположенные на поверхности сопряжения полусфера - конус, пронумерованы ![]()
. На поверхности сопряжения при использовании равномерной сетки уравнения записываются так:>
<
>
г) узлы, расположенные на оси полусферы <![]()
>
<
>
д) узлы, расположенные на оси конической и цилиндрической частей оправки <![]()
>
<
>
При аппроксимации дифференциальных уравнений (2.39) и (2.40) конечно-разностными аналогами (3.3) и (3.4) учитывается, что в силу симметрии <
и ![]()
. В вышеприведенных формулах (3.1) - (3.4) принимаются следующие обозначения:>
<![]()
; >
<![]()
; >
<![]()
; >
<![]()
; >
<![]()
, >
где <
- шаг по координате ![]()
.>
На поверхности оправки граничные условия II рода при нагреве (2.28) и охлаждении (2.31) аппроксимируются по трем приграничным узлам с учетом поглощения (выделения) теплоты в приграничном узле толщиной <![]()
:>
<![]()
, >
где <
- плотность теплового потока, поступающего на оправку при прошивке или уходящего с нее при охлаждении. Из последнего уравнения получается формула для определения температуры поверхности оправки в узлах ![]()
:>
<
. >
Граничное условие (2.58) на торцевой границе стержня также аппроксимируется по значениям температуры в трех приграничных узлах сетки <![]()
>
<![]()
, >
откуда получается
<![]()
. >
При расчете температуры в «центральной» точке сферы и усеченного конуса <![]()
возникают трудности, связанные с тем, что эта точка принадлежит одновременно центру полусферы и оси плоскости сопряжения полусфера - цилиндр. Температура в этой «центральной» точке определяется по балансу тепловой энергии в объеме, прилегающем к этой точке (рис. 3.2):>
<
, >
где <
- удельная объемная теплоемкость;
- объем тела вращения ABDSA;
- тепловой поток, поступающий в выделенный объем![]()
.>
<
>
Рис. 3.2. Пояснение к расчету температурного поля в центре сферического участка.
Тепловой поток равен
<
, >
где составляющие теплового баланса определяются по формулам
<
. >
Объем тела вращения ABDSA (см. рис. 3.2) рассчитывается по формуле
<
. >
В общем случае все конечно-разностные уравнения приводятся к виду:
<![]()
, >
где <
- коэффициенты разностного уравнения, ![]()
- свободный член. Эти величины рассчитываются по формулам, приведенным в табл. 3.1 и табл. 3.2.>
Выражение для искомой температуры <![]()
из уравнения (3.19) , записывается так:>
<![]()
. >
Для увеличения скорости сходимости итерационного процесса на каждом временном слое в расчет вводится коэффициент верхней релаксации <![]()
. В этом случае:>
<![]()
. >
Таблица 3.1. Коэффициенты конечно-разностных уравнений.
Уравнения |
< |
< |
< |
(3.1) |
< |
< |
< |
(3.2) |
< |
< |
< |
(3.3) |
< |
< |
< |
(3.4) |
< |
< |
< |
(3.5) |
< |
< |
< |
Таблица 3.2. Коэффициенты конечно-разностных уравнений.
Уравнения |
< |
< |
< |
(3.1) |
< |
< |
< |
(3.2) |
< |
< |
< |
(3.3) |
< |
< |
< |
(3.4) |
< |
< |
< |
(3.5) |
< |
< |
< |
Погрешность расчета температуры на первой <
и последующих ![]()
итерациях равна:>
<
; >
<
. >
Критерием завершения итерационного процесса является условие:
<![]()
, >
где <![]()
- заданная точность расчета [4].>
Методы оценки термонапряженного состояния
Физические основы возникновения термических напряжений
При изменении температуры происходит объемное расширение или сжатие твердого тела. Неравномерный нагрев приводит к возникновению внутренних напряжений, к деформированию твердого тела.
Уровень термических напряжений в существенной степени зависит от многих факторов: параметров теплового режима (скорости нагрева и охлаждении, уровня температур цикла), физико-механических характеристик материала и скорости их изменения при колебаниях температуры, вида напряженного состояния, а также геометрии и конструктивных параметров самого элемента. Высокие уровни температур, циклический характер температурного воздействия, чередование нестационарных и стационарных режимов создают в материале особые условия работы: высокую термомеханическую напряженность, большие уровни термических напряжений. Все это обусловливает в большинстве случаев работу материала конструктивного элемента за пределами упругости; в наиболее напряженных точках наблюдается процесс циклического упруго-пластического деформирования, приводящий материал к разрушению за ограниченное число циклов.
На условия разрушения при неизотермическом нагружении существенно влияет знак циклической пластической деформации при максимальной температуре цикла.Типичным случаем является такой, когда деформация сжатия осуществляется при максимальной температуре цикла. Такой вид нагружения реализуется именно в поверхностных слоях любого конструктивного элемента при термоциклическом воздействии.
Повреждаемость материала есть приводящий к разрушению процесс необратимых изменений, протекающих в материале под действием напряжений в условиях высоких температур.
Конкретным проявлением этого процесса являются, с одной стороны, необратимые изменения структуры материала (сдвиговые процессы внутри зерна, образование двойников, дробление зерен, процессы разрыхления и образование пустот, изменение упрочняющих фаз, деформация по границам зерен и образование субмикроскопических разрывов и пр.) и, с другой, - повреждение поверхности и поверхностного слоя детали в связи с действием ряда эксплуатационных факторов.
Повреждаемость материала вызывает снижение характеристик кратковременной и длительной прочности, ползучести и многоцикловой усталости, а также изменение многих физических характеристик, которые в ряде случаев становятся мерой количественной оценки степени повреждаемости материала. Структурные изменения, протекающие непрерывно в процессе нагружения, формируют повреждения, которые вызывают видимые нарушения сплошности материала (макротрещины и др.), характеризуемые как повреждения конструктивного элемента, вид которых определяется характером действующей нагрузки (усталостной, статической, длительной статической). Важными факторами являются размах упругопластической деформации, максимальная температура и длительность цикла.
Повреждения от термической усталости, проявляющиеся преимущественно в виде формоизменения или коробления с сеткой трещин в элементах технологического оборудования, свойственны некоторым технологическим операциям: прокатка (валки горячей прокатки, детали тракта горячего дутья, оправка для прошивки трубной заготовки и др.), литье, что существенно снижает качество продукции и препятствует интенсификации технологического процесса.
В конструкционных материалах (жаропрочных сплавах), работающих в условиях сочетания нагрева со значительными механическими нагрузками наблюдается явление ползучести материала. Ползучесть описывается так называемой кривой ползучести, которая представляет собой зависимость деформации от времени при постоянных температуре и приложенной нагрузке (или напряжении) (рис. 4.1).
<
>
Рис. 4.1. Вид кривых ползучести, характерных для широкого круга материалов.
Ползучесть условно делят на три участка, или стадии (рис. 4.1):
АВ - участок неустановившейся (или затухающей) ползучести (стадия I),
BC - участок установившейся ползучести - деформации, идущей с постоянной скоростью (стадия II),
CD - участок ускоренной ползучести (стадия III),
<![]()
- деформация в момент приложения нагрузки (стадия IV),>
точка D - момент разрушения.
При неизменной общей деформации напряжения в нагруженном теле с течением времени убывают вследствие ползучести, то есть происходит релаксация напряжений.
Процесс циклического температурного нагружения сопровождается процессом циклической ползучести. Наиболее существенно то, что в каждом цикле при охлаждении материал деформируется нагрузкой противоположного знака (в рассматриваемом случае - растяжением), которая вызывает пластическую деформацию. Если принять, что процессы развития деформаций ползучести при релаксации напряжений и постоянном напряжении - процессы одного типа, при которых большое значение имеет степень искажения решетки кристаллов, то влияние холодного наклепа, происходящего в каждом цикле термонагружения, должно быть значительным. Оно проявляется в уменьшении числа циклов до разрушения подобно тому, как при предварительном пластическом деформировании снижаются длительная статическая прочность (время до разрушения) и пластичность. Циклический наклеп уменьшает пластичность, которая во многом определяет сопротивление длительной термической усталости.
Кроме того, в результате исчерпания ресурса пластичности в первых циклах уменьшается деформационная способность материала, процесс ползучести может происходить без повторения периода неустановившейся ползучести, и развивающиеся деформации уменьшаются по сравнению с первым циклом [5].
Формулировка задач термоупругости
Задачи такого рода относятся к разделу механики сплошных сред, рассматривающему явления термоупругости. Термоупругость объединяет две дисциплины - теории упругости и теплопроводности. Решение задач расчета термоупругих напряжений осуществляется методами приближенного решения. В случае двумерных задач стационарной термоупругости для описания напряжений используется система уравнений Ламе в смещениях. Используется разностная задача решения системы уравнений. Итерационные методы строятся на основе принципа регуляризации с использованием оператора Лапласа. Для динамических задач используется нестационарная система уравнений Ламе, которая является гиперболической.
Связь деформации с температурой устанавливается с помощью законов термодинамики. Реальный процесс термоупругого деформирования тела является неравновесным процессом, необратимость которого обусловливается градиентом температуры. В случае линейной теории смещения считаются малыми.
В квазистатической задаче пренебрегается влияние ускорений и движение рассматривается как последовательность состояний равновесия. Если механические воздействия отсутствуют, а тепловые медленно изменяются во времени, то такая задача называется связанной квазистатической.
Задача, в которой в которой рассматривается деформация, возникающая от нестационарных механических и тепловых воздействий, а также обратный эффект - изменение его температурного поля, обусловленное деформацией, называется связанной динамической задачей. В наиболее распространенном случае температурное поле является
независящим от деформаций. В этом приближении основную проблему представляет решение уравнений упругости с известными объемными силами, определяемыми температурным полем.
Несмотря на связанность полей деформации и температуры в этих задачах, решения двух исходных уравнений находятся независимо друг от друга.
При резко нестационарных тепловых воздействиях задача является несвязанной динамической. Если в уравнении отсутствуют члены, связывающие уравнения и учитывающие инерцию, то задача несвязанная квазистатичиская.
В частном случае при описании термоупругости используется квазистационарное приближение, в котором пренебрежено влиянием деформаций на температуру, а в уравнениях движения отброшены члены со второй временной производной. В этом случае уравнение упругости и уравнение теплопроводности решаются фактически раздельно. При этом деформации рассчитываются по известному температурному полю.
Граничные условия на поверхности упругого тела, ограничивающей его объем, состоят из механических и тепловых условий. Механические граничные условия, как и в классической теории упругости, задаются либо в перемещениях, либо в напряжениях. В качестве теплового граничного условия применяется одно из граничных условий теории теплопроводности. Механические и тепловые граничные условия могут быть также смешанными. На одной части поверхности механические граничные условия могут быть заданы в перемещениях, а на другой - в напряжениях. Тепловое граничное условие на одной части поверхности тела задается, например, температурой, а на другой - законом конвективного теплообмена с окружающей средой. Система уравнений, описывающая задачу термоупругости, даже при малых деформациях вследствие нелинейности уравнения теплопроводности является нелинейной [6].
Вместо коэффициентов Ламе часто пользуются другими упругими постоянными для установления связи между напряжениями и дедеформациями. Упругие постоянные выбирают на основе опыта. Обыкновенно на опыте осуществляют простейшие виды напряженного состояния, и те коэффициенты пропорциональности, которые связывают взятый тип напряженного состояния с соответствующим типом деформации, принимают за упругую постоянную. Такие постоянные называют модулями упругости. Соответственно вы-
выбранному типу напряженного состояния различают: 1) модуль упругости при растяжении, 2) модуль упругости при сдвиге и 3) модуль упругости при всестороннем сжатии. Может быть установлена зависимость между различно выбранными упругими постоянными. Модули упругости выражаются через коэффициенты Ламе и наоборот.
Расчет температурных полей и полей напряжений в оправке при циклическом режиме работы
При моделировании циклического режима работы прошивной оправки были рассмотрены режимы, приближенные к реальным условиям эксплуатации оправки на прошивном стане. Рассматривается несвязанная квазистатическая задача. Модель поведения тела в режиме термонагружения - упругое тело. Были выбраны две оправки: первая - с диаметром цилиндрического участка 63 мм, вторая для сравнения - не более 35 мм. В качестве материала была выбрана высоколегированная сталь с наиболее близкими к стали, из которой изготавливают прошивные оправки (38ХН3МФА - как один из вариантов), температурными зависимостями свойств, таких как коэффициент температурного расширения, коэффициент теплопроводности, модуль нормальной упругости Юнга и удельная теплоемкость. Для исследования поведения материала в условиях циклического температурного нагружения важно знать физические свойства исследуемого материала. Физические свойства стали 38ХН3МФА представлены в таблице 5.1 (по данным источника [7]). Длительность цикла прошивки принимается равной 22,9 с, из которых 2,9 с затрачивается на прошивку, а остальные 20 с происходит охлаждение оправки на воздухе либо в воде в специальном устройстве. Были реализованы оба этих случая. Условия нагрева при прошивки во всех случаях приняты одинаковыми (температура заготовки <
, коэффициент теплопередачи ![]()
). За время взаимодействия с нагретой заготовкой оправке передается тепло, вызывающее изменение ее температурного поля. Вместе с этим меняется и поле напряжений. За время охлаждения оправка не успевает отдать все накопленное тепло и при следующем цикле нагрева значения температур на внутренних температурных слоях будут выше. Это различие в температурах наружной поверхности и внутри оправки отчетливо видно по изолиниям температур, показанным на рис. 5.1. Более массивная часть оправки с большим диаметром нагревается дольше и также медленнее и отдает тепло. Циклический режим работы создает нестационарное поле температур, поэтому наблюдаемая на рисунке картина теплового поля, зафиксированная в некоторый момент времени, непрерывно меняется, и в каждый момент времени будет различной. На этом же рисунке отмечены положения контрольных точек, для которых приведены графики изменения температур и температурных напряжений. Рассмотренные режимы работы оправки и номера соответствующих рисунков приведены в таблице 5.2.>
Таблица 5.1. Физические свойства стали марки 38ХН3МФА.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
н.д. |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
н.д. |
|
|
|
|
|
|
|
|
|
|
н.д. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
н.д. |
н.д. |
|
|
|
|
|
|
|
|
|
н.д. |
н.д. |
Зарубежный ближайший аналог материала 38ХН3МФА: DIN, WNr 34NiCrMoV14-5.
Таблица 5.2. Рассмотренные режимы работы оправки и номера рисунков к ним.
Диаметр оправки |
Режим работы |
Исследуемый параметр |
Номер рисунка |
63 мм |
Нагрев - охлаждение на воздухе |
Температурное поле |
5.1 |
Поле средних напряжений |
5.2 |
||
Температуры в точках |
5.3 |
||
Средние напряжения в точках |
5.4 |
||
Нагрев - охлаждение в воде |
Температуры в точках |
5.5 |
|
Средние напряжения в точках |
5.6 |
||
Предварительный нагрев -нагрев - охлаждение на воздухе |
Температуры в точках |
5.7 |
|
Средние напряжения в точках |
5.8 |
||
35 мм |
Нагрев - охлаждение на воздухе |
Температурное поле |
5.9 |
Поле средних напряжений |
5.10 |
||
Температуры в точках |
5.11 |
||
Средние напряжения в точках |
5.12 |
<
>
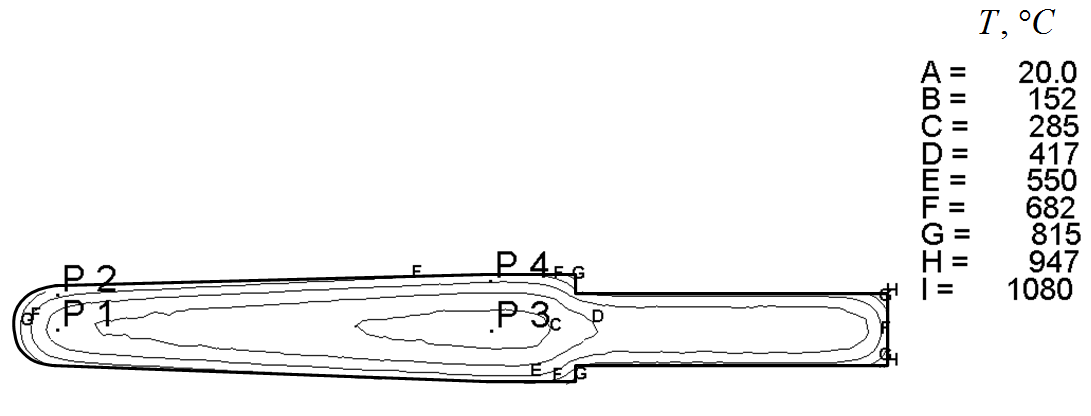
Рис. 5.1. Температурное поле оправки в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рисунке 5.1 показано поле температур в оправке с диаметром 63 мм в первом цикле процесса прошивки при еще не установившемся режиме термоциклирования. Точки P1 - P5 являются контрольными. В этих точках отслеживаются значения температур и средних температурных напряжений, которые показаны на соответствующих графиках. Как видно из рисунка, наиболее массивная часть оправки нагревается дольше (точки 1 и 4), чем, например, носок оправки, который нагревается значительно быстрее (точка 3). Градиент температур наблюдается от оси оправки к поверхностным слоям. Поверхностные слои нагреваются до более высоких температур. В процессе работы оправки в циклическом режиме нагрев - охлаждение картина температурного поля постоянно меняется и линии одинаковых температур смещаются сначала от приповерхностных слоев к центру, а затем наоборот - от центра к приповерхностным слоям.
<
>
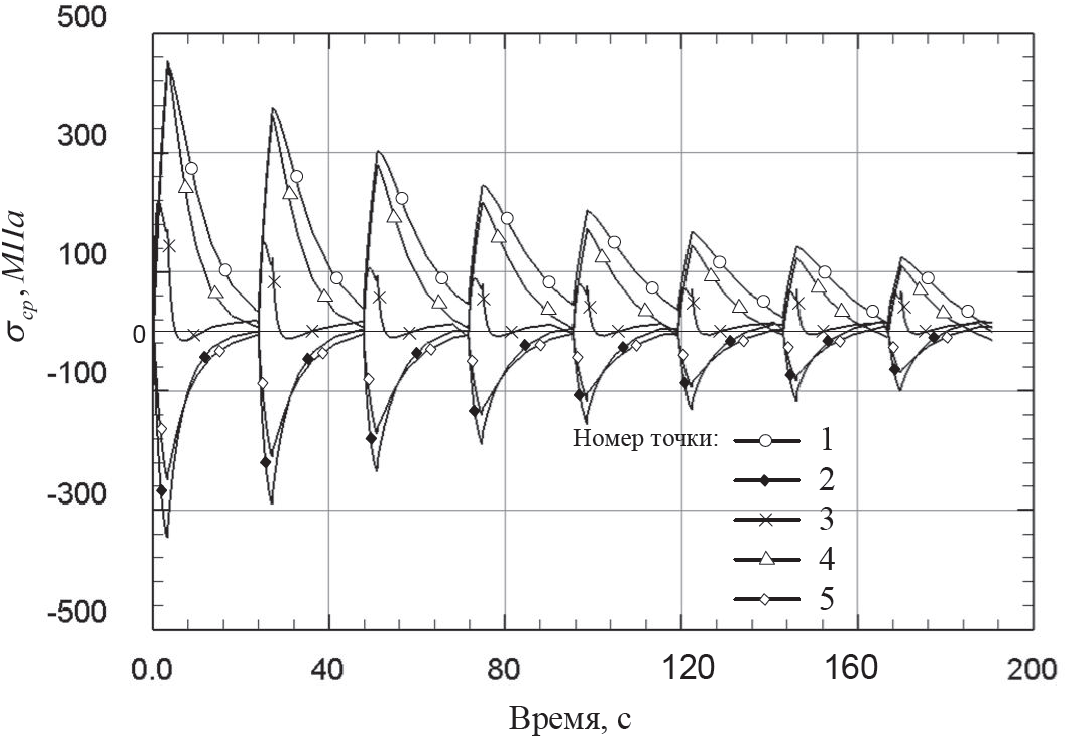
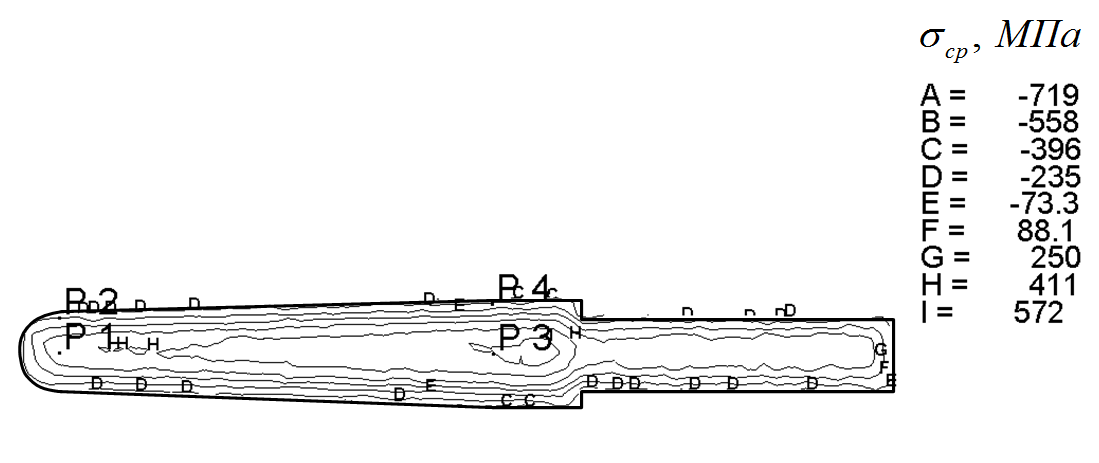
Рис. 5.2. Поле средних температурных напряжений в оправке в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рис. 5.2 показано поле средних температурных напряжений в процессе прошивки. Как видно из рисунка, в приповерхностных слоях оправки (точки 2 и 5) при максимальной температуре возникают напряжения со знаком «минус» и соответственно деформации сжатия. Это является типичным сочетанием температурного и силового циклов. В центре оправки при этом наблюдаются деформации растяжения. Деформация растяжения в приповерхностных слоях (напряжения со знаком «плюс») осуществляется при минимальной температуре цикла. Точка в носке оправки (точка 3) близка к приповерхностным слоям, поэтому характер изменения температурных напряжений в этой точке схож с предыдущими точками. Абсолютное значение средних температурных напряжений наибольшее на тех участках оправки, которые имеют наибольший диаметр: минимальное - в носке оправки, максимальное - в месте перехода конического участка в цилиндрический. Изолинии с нулевыми значениями температурных напряжений со временем перемещаются к оси оправки. Поскольку термические напряжения связаны с градиентом температур, то поле напряжений следует за полем температур. В слоях со средними по сечению температурами напряжения будут близки к нулевым значениям.
Возникающие напряжения можно разделить на радиальные, тангенциальные и продольные, но в данной работе это не рассматривается, и считаются средние напряжения.
<
>
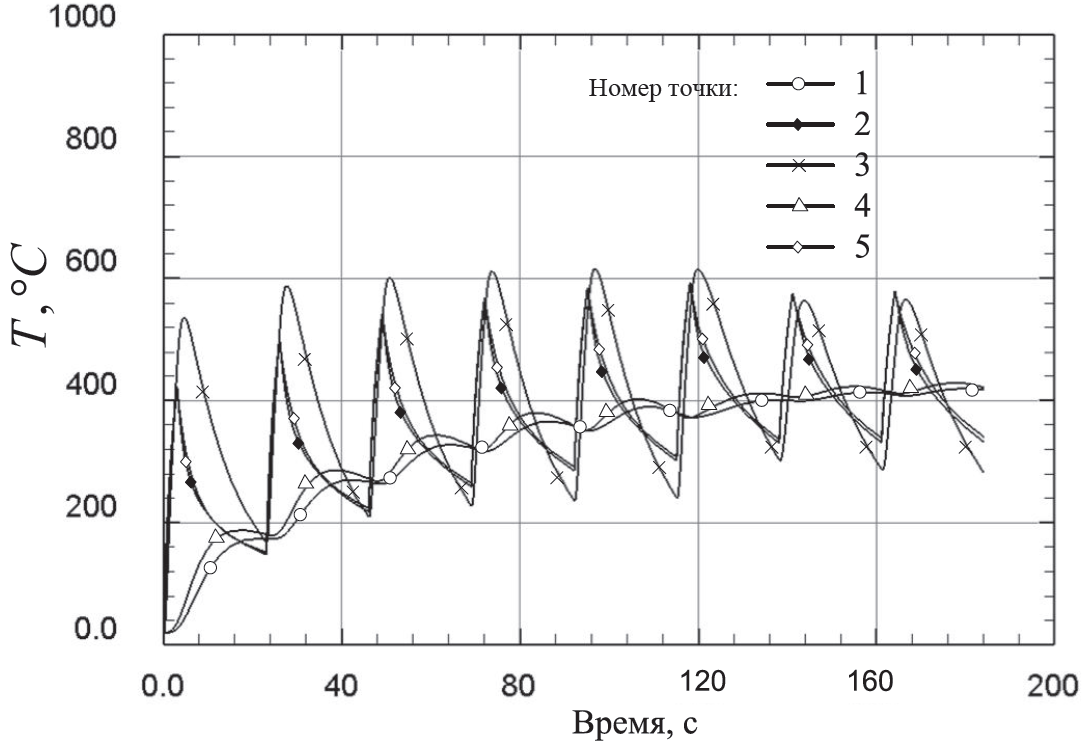
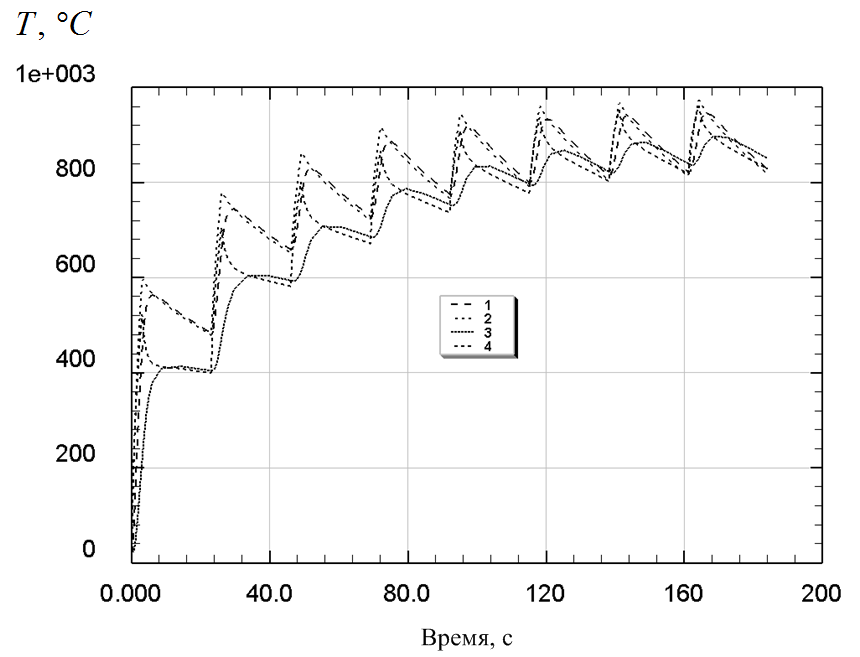
Рис. 5.3. График изменения температур в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
На рис. 5.3 показаны графики изменения температур в контрольных точках. Расположение этих точек по сечению оправки отмечено на рис. 5.1. При охлаждении на воздухе коэффициент теплопередачи принят равным <
, что является несколько завышенным значением. График имеет характерную «пилообразную» форму. Изменения температуры в разных точках происходит не одинаково. Носок оправки (точка 3) нагревается быстрее и до более высоких температур (
в первом цикле и
- при приближении к установившемуся режиму). В точке 4, расположенной в приповерхностном слое температура достигает значения
в первом цикле и
- при приближении к установившемуся режиму. Наименьшие значения температур наблюдаются в точке 1 (
в первом цикле и ![]()
- при приближении к установившемуся режиму). Вследствие теплоинерционных свойств материала температуры на внутренних слоях оправки продолжают расти и в процессе охлаждения.>
Следует отметить, что по прошествии восьми циклов режим все еще является неустановившемся. Для определения точного количества циклов до наступления установившегося режима было бы целесообразно произвести расчет для большего количества циклов. По материалам работы [4] установившийся режим наступает по прошествии 16 циклов.
<
>
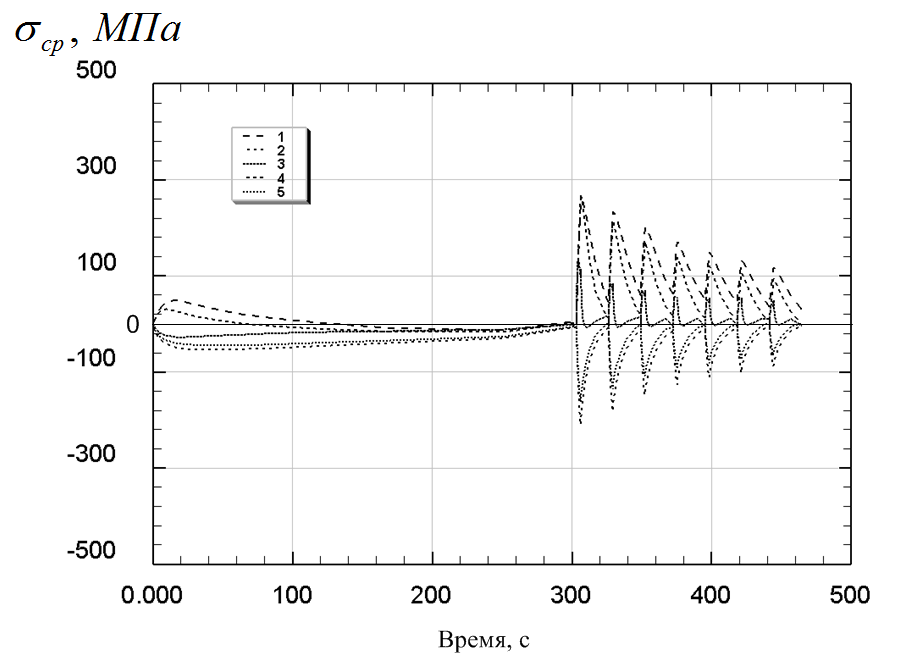
Рис. 5.4. График изменения средних температурных напряжений в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
Как видно из рис. 5.4, термические напряжения при прошивке не остаются постоянными и уменьшаются вследствие прогрева оправки (уменьшения градиента температуры) и релаксации. Наиболее существенное уменьшение напряжений в первом цикле, что естественно, поскольку в этот период действует полная разность температур цикла. В условиях жесткого нагружения в материале создаются остаточные напряжения другого знака. Во втором и последующих циклах часть температурной разности расходуется на снятие этих остаточных напряжений, поэтому возникающие напряжения меньше, чем в первом цикле. В каждом цикле напряжения стремятся к нулю к концу цикла в процессе охлаждения.
Напряжения в 512 МПа, возникающие в оправке в течение первого цикла работы при ее разогреве, учитывая механические свойства применяемого сплава (<![]()
), следует считать опасными (см. рис. 5.2). Предел текучести зависит от вида термообработки материала. Указанное табличное значение предела текучести для исследуемого материала является минимальным.>
<
>
Рис. 5.5. График изменения температур в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение в воде.
При работе оправки в режиме нагрев - охлаждение в воде за счет более высокого коэффициента теплопередачи <![]()
происходит более интенсивная отдача тепла во время охлаждения. Как видно из рис. 5.5, уровень температур в оправке при работе в этом режиме ниже. Амплитуда колебаний температур при этом оказывается выше. На практике такой режим встречается очень часто. Преимущество такого режима работы в том, что температуры не достигают слишком больших значении на протяжении всего времени работы оправки.>
<
>
Рис. 5.6. График изменения средних температурных напряжений в контрольных точках при циклическом режиме работы нагрев - охлаждение в воде.
Как видно из рис. 5.6, в случае режима работы с охлаждением оправки в воде амплитуда знакопеременных колебаний средних напряжений будет значительно выше, чем при режиме с охлаждением на воздухе. Это связано с более резкими перепадами температур. Как и в случае режима с охлаждением на воздухе напряжения сначала стремятся к нулю, но затем меняют знак к концу цикла и начинают возрастать.
<
>
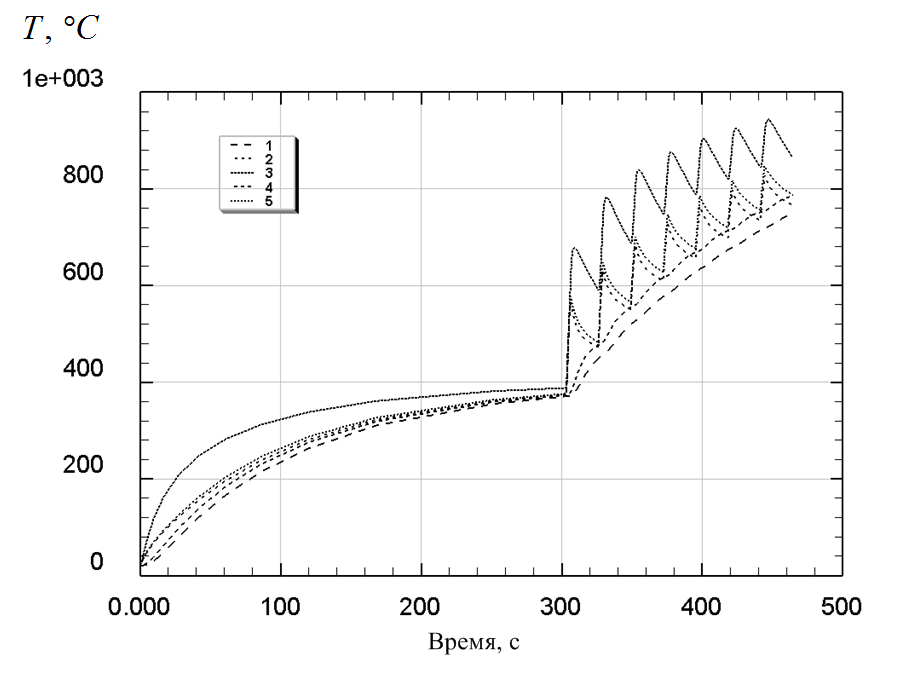
Рис. 5.7. График изменения температур в контрольных точках при предварительном подогреве оправки в течение 300 с и последующей работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
На рис. 5.7 показан график изменения температур в оправке в режиме работы с предварительным подогревом оправки перед первой прошивкой. Как видно из рисунка, за 300 с нагрева с небольшим коэффициентом теплопередачи <
практически все слои достигают температур ![]()
. При вводе оправки в работу перепад температур уже является не таким резким, как в случае, отображенном на рис. 5.4. Это благоприятно отражается на величинах средних термических напряжений, возникающих в оправке (они снижаются).>
<
>
Рис. 5.8. График изменения средних температурных напряжений в контрольных точках при предварительном подогреве оправки в течение 300 с и последующей работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
Как видно из рис. 5.8, режим «мягкого» нагрева оправки перед прошивкой позволяет снизить термические напряжения в оправке в момент ввода ее в работу. Значения средних температурных напряжений в этом случае составляют менее 300 МПа, а при последующих циклах это значение никогда не превышает значение первого цикла. Это является важным результатом, поскольку приведет к повышению срока службы оправки.
Далее для сравнения рассматривается термонапряженное состояние оправки другой калибровки, геометрическая конфигурация которой отличается от рассмотренной выше оправки меньшими диаметральными размерами. Выбор такой калибровки связан с возможностью применения данной оправки при прошивке заготовок малого диаметра. Условия работы оправки приняты идентичными случаю циклической работы оправки большего диаметра в режиме нагрев - охлаждение на воздухе.
<
>
Рис. 5.9. Температурное поле оправки малого диаметра в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рис. 5.9 показано температурное поле оправки малого диаметра в первом цикле прошивки при еще не установившемся режиме термоциклического нагружения. В контрольных точках P1 - P5, обозначенных на рисунке, фиксируются значения температур и средних напряжений. Максимальное зафиксированное значение температуры составляет <![]()
.>
<
>
Рис. 5.10. Поле средних температурных напряжений в оправке малого диаметра в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рисунке 5.10 показано поле средних температурных напряжений, возникающих в оправке малого диаметра в начале процесса прошивки при еще не установившемся режиме. Как видно из рисунка, наблюдается поле напряжений, схожее с рис. 5.2, но с поправкой на новую геометрическую форму оправки.
<
>
Рис. 5.11. График изменения температур в контрольных точках при работе оправки малого диаметра в циклическом режиме нагрев - охлаждение на воздухе.
Как видно из рис. 5.11, нагрев оправки меньшего диаметра до рабочих температур происходит значительно быстрее, чем в случае с оправкой большего диаметра. Наиболее существенный нагрев происходит в первом и втором циклах работы. Также наблюдается меньшее различие температур на оси оправки и в приповерхностных слоях. На основе этих графиков также можно сделать вывод о том, что седьмой и восьмой циклы - это уже установившийся режим термоциклического нагружения.
<
>
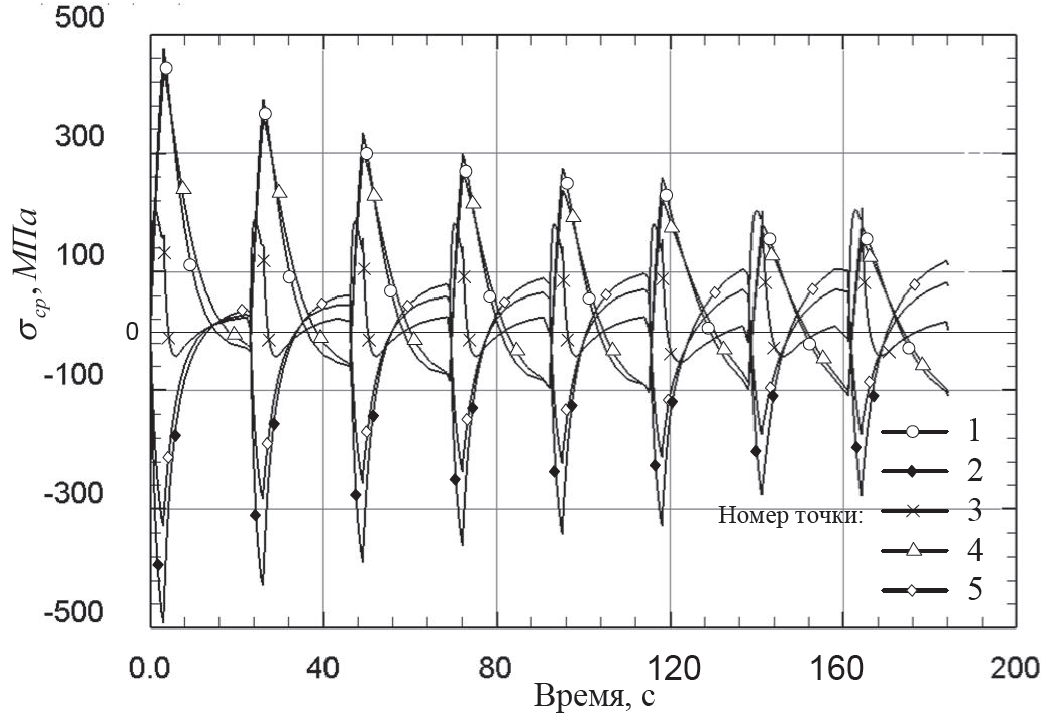
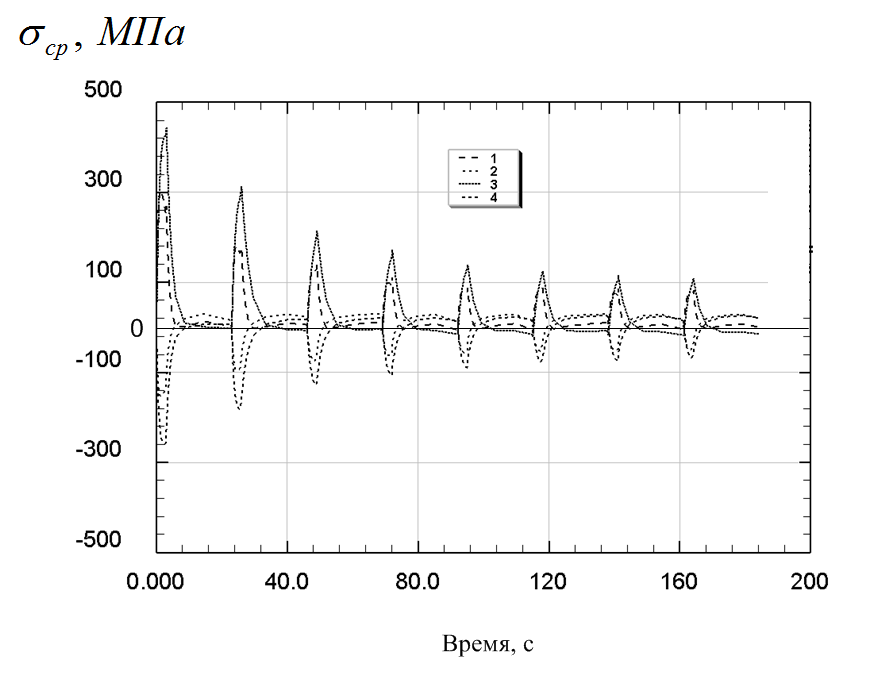
Рис. 5.12. График изменения средних температурных напряжений в контрольных точках при работе оправки малого диаметра в циклическом режиме нагрев - охлаждение на воздухе.
Рис. 5.12 иллюстрирует изменение средних температурных напряжений в оправке малого диаметра при работе в циклическом режиме нагрев - охлаждение на воздухе. Во время самого первого цикла, как и в случае с оправкой большего диаметра, наблюдается большая амплитуда изменения напряжений как растягивающих, так и сжимающих. То есть в начале циклического режима работы оправка малого диаметра находится в не менее тяжелых с точки зрения напряженного состояния условиях, чем оправка большего диаметра. Наблюдаются некоторые отличия от случая с оправкой большего диаметра. Повышение скорости релаксации термических напряжений, проявляющееся в более резком их снижении на этапе спада, приводит к их снижению за меньшее время по сравнению с оправкой большего диаметра. Также за меньшее количество циклов (приблизительно за пять циклов) оправка выходит на стабильный установившийся режим термоциклического нагружения с постоянной амплитудой изменения температурных напряжений.
Для сравнения, усилие <
, действующее со стороны металла на оправку малого диаметра составляет от нескольких единиц до 110 МПа в зависимости от расстояния по длине оправки ![]()
[4]. Значения же термических напряжений достигает величин 450 МПа, как это видно из рисунка 5.12. Поэтому воздействие термических напряжений очень существенно, и это надо учитывать при разработке мер по увеличению срока службы прошивной оправки.>
В данной задаче не были рассмотрены напряжения, возникающие от механического воздействия металла на оправку, а также условия трения на границе металл - окалина - оправка. Не было учтено влияние слоя окалины со значительно изменяющейся теплопроводностью на температурное поле оправки. Поэтому надо учитывать, что суммарные напряжения, возникающие в оправке, будут выше.
При моделировании задачи термоупругости был использован пакет программ «Deform3D», в частности модуль подготовки данных «Термообработка», фирмы «Scientific Forming Company». Полученные результаты имеют хорошее сходство с аналогичной задачей, приведенной в работе [4]. В этой работе данные были получены путем решения сеточных уравнений методом конечных разностей. Можно сделать вывод о сходстве результатов, полученных с помощью метода конечных элементов при моделировании в программе «Deform3D» и результатов, полученных при численном решении дифференциальных уравнений задач теплопроводности и термоупругости.
Износостойкость прошивных оправок.
Во время работы оправки подвергаются длительному циклическому воздействию высокой температуры (носик разогревается до 800... 1000 °С) и значительного давления (до 170 МПа), поэтому материал оправок должен обладать высокой прочностью, термостойкостью и повышенной теплопроводностью. Даже при высокой прочности материала, но при недостаточной его термостойкости и теплопроводности, носик оправки быстро разогревается, теряет форму и оправка выходит из строя. Кроме того, поверхность оправки не должна свариваться с прокатываемым металлом. Это достигается образованием оксидной пленки на поверхности оправки при термообработке, защищающей ее при контакте во время работы с прокатываемым металлом.
На стойкость оправок влияет большое количество факторов: химический состав материала и режим термообработки оправок, их калибровка, марка прокатываемой стали, качество нагрева заготовок, режим прокатки, условия охлаждения оправок. В настоящее время в трубном производстве в качестве материала оправок широко применяется сталь марки 20ХН4ФА, содержащая, %: 0,17...0,24 С; 0,25...0,35 Мп; 0.17..Д37 Si; 0,7...1,0 Cr; 3,17...4,25 Ni; 0,15...0,30 V; используют также сталь марок 40ХМФС, 38Х2МФЮА, 4Х5МФС и др.
Эффективным способом повышения износостойкости оправок является наплавка на их рабочую поверхность жаропрочных материалов - сплавов на никелевой основе типа ЭП567 следующего состава: Мо - 15,4 %, W - 3,5 %, Fe - до 4 %, С - 0,02 %, Мп - 0,3 %, Si -0,12 %, S и Р - до 0,01 %, Сг - 15 %, Ni - основа.
Благодаря жаропрочному сплаву износостойкость оправок повышается в 1,7 - 2,0 раза, а с учетом зачисток налипших частиц металла - до 5 раз и составляет 3000-3500 проходов. Применяется металлизация носка оправки.
Стойкость оправок в значительной мере зависит от размеров и материала прошиваемых заготовок. Чем больше длина гильзы, тем более длительное время оправка находится в контакте с горячим деформируемым металлом, тем сильнее она разогревается и стойкость ее снижается. Повышению стойкости оправок способствует увеличение угла подачи, т.е. сокращение времени прокатки. При прокатке труб из коррозионностойких и высоколегированных сталей применяют неводоохлаждаемые оправки, которые выдерживают обычно 1 - 2 прохода. [8].
Основные выводы из полученных результатов
На основании полученных данных можно сделать следующие выводы:
Наибольшие термические напряжения возникают в начале первого цикла работы при контакте оправки, имеющей обычную температуру, с нагретой заготовкой. Если использовать предварительный «мягкий» подогрев оправки перед первой прошивкой, то эти напряжения оказываются значительно меньше. Это является важным практическим выводом, поскольку на практике возможно внедрение процесса подогрева оправки в технологическую цепочку процесса прошивки заготовки на прошивном стане.
Значения термических напряжений являются большими по величине, чем усилие, действующее от металла на оправку малого диаметра. Поэтому их влияние на срок службы оправки очень велико.
В поверхностных слоях оправки неизбежно преобладают деформации сжатия, что сказывается на сроке службы оправки.
В случае более интенсивного охлаждения оправки между прошивками наблюдается большая амплитуда колебаний термических напряжений. Поэтому более благоприятным с точки зрения напряженного состояния было бы применять охлаждения оправки на воздухе. Однако при таком режиме оправка разогревается до очень высоких температур, что тоже недопустимо. Поэтому охлаждение в воде более целесообразно.
Оправка меньшего диаметра, как и оправка большего диаметра, испытывает в начале первого цикла работы такие же высокие термические напряжения. Для подобной оправки тоже целесообразно применять предварительный нагрев перед прошивкой.
Материал для изготовления оправки должен обладать свойствами жаропрочности, высоким сопротивлением ползучести, как основным фактором жаропрочности, высокой релаксационной стойкостью, высоким значением предела текучести. Материал носика оправки должен обладать высокой термостойкостью и теплопроводностью, чтобы обеспечить быстрое отведение от него тепла.
Целесообразно применять водоохлаждаемые оправки, имеющие каналы для подачи охлаждающей жидкости. Это позволит лучше охлаждать те участки оправки, которые нагреваются до наибольших температур (носок оправки и область перехода его в сферический участок).
Увеличение угла подачи валков <
приводит к уменьшению деформационного разогрева и к увеличению скорости прошивки, следовательно, уменьшению времени нагрева и конечных температур нагрева, а с другой стороны, с ростом скорости течения металла увеличивается конечная температура нагрева и тепловой поток за счет работы сил трения. В результате действия этих альтернативных режимных факторов температура падает с увеличением угла подачи
. При этом наибольшее уменьшение наблюдается в центре сферы и составляет
при изменении угла подачи
от
до
[4]. Уменьшение температуры на поверхности оправки при том же изменении
составляет приблизительно
. Поэтому целесообразно увеличение угла подачи рабочих валков
.>Для уменьшения разогрева оправки применяют графитовые смазки, снижающие коэффициент трения. При уменьшении коэффициента трения с 0,3 до 0,2 температура на поверхности полусферы уменьшается на <

[4]. Поэтому применение смазок также улучшает условия работы оправки.>Целесообразно использовать наплавку из жаростойкого сплава (ЭП567) на рабочую поверхность оправки для повышения износостойкости.
Список использованных источников
Самарский А.А., Вабищевич П.Н. Вычислительная теплопередача. -М.: Едиториал - УРСС, 2002.
Калиткин Н.Н.Численные методы. -М.: Наука, 1978.
Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. -М.: Энергия, 1975.
Прошивная оправка. Вавилкин Н. М., Бухмиров В. В. Научн. изд. -М.: МИСИС, 2000. - 128 с.
Дульнев Р.А. Термическая усталость металлов -М.: Машиностроение, 1980. - 200 с.
Коваленко А. Д. Основы термоупругости - Киев: Наукова думка, 1970. -304 с.
Марочник стали и сплавов на сайте: .
Обработка металлов давлением: Учебник / Б.А. Романцев, А.В. Гончарук, Н.М. Вавилкин, С.В. Самусев. -М.: Изд. Дом МИСиС, 2008. - 960 с.
24
17