Ремонт гребных валов
| Примечание | Файлы в формате Word2K, Autocad_2002 |
| Загрузить архив: | |
| Файл: ref-20378.zip (6097kb [zip], Скачиваний: 116) скачать |
Введение.
Настоящий дипломный проект посвящен проблемам современной технологии ремонта гребных валов, рассмотрены причины образования и методы обнаружения дефектов гребных валов, методы восстановления и повышения срока службы.
В дипломном проекте рассмотрены вопросы технической эксплуатации СЭУ.
Рассмотрены также требования безопасности труда при выполнении судоремонтных работ. Особое внимание уделено применению полимерных материалов при ремонте гребных валов. В данном дипломном проекте произведен подбор главного двигателя, определены геометрические размеры гребного вала, разработано приспособление для насадки и снятия полумуфты гребного вала.
Под ремонтом судна понимается комплекс операций по восстановлению исправного или работоспособного состояния судна на определенный интервал времени. Судоремонт является составной частью системы технической эксплуатации флота, входя в подсистему «Техническое обслуживание и ремонт флота». Целевой функцией данной подсистемы, и в частности судоремонта, является сокращение ремонтного времени, которое в значительной степени определяет продолжительность эксплуатационного периода судов.
1. Общие сведения о судне-прототипе.
Расчет ходкости судна. Выбор главного двигателя.
1. Общие сведения о судне-прототипе. Расчет ходкости судна. Выбор главного двигателя.
1.1. Общие сведения о судне-прототипе.
В качестве прототипа выбираем судно типа «Дмитрий Донской». Судно построено на класс Регистра СССР КМ УЛ [1] А2 (судно для навалочного груза). Район плавания-неограниченный.
Назначение-балкер-контейнеровоз. Судно приспособлено для плавания в арктических морях и представляет собой одновинтовой теплоход с ледокольным штевнем.
Основные параметры судна
|
162,1 м 154,88 м 22,86 м 13,5 м 9,88 м 9,02 м 19590716870т 6000/11000 15,2 уз. |
Длина:
наибольшая
между перпендикулярами
Ширина
Высота борта
Осадка:
по грузовую марку
спецификационная
Дедвейд
Дальность плавания
Скорость хода
1.2. Энергетическая установка судна -прототипа.
На судне установлен главный двигатель типа K8Z70/120Eфирмы MANноминальной мощностью 8200кВт при частоте вращения коленчатого вала 140 мин"1. Двигатель двухтактный, крейцкопфный, с петлевой продувкой, с газотурбинным наддувом. Используемое тяжелое топливо имеет вязкость до 1500 с. Редвудда 1 при 100°F( 380 сСт при 50°С). Удельный эффективный расход тяжелого топлива в дизеле составляет 218 г/кВт-ч+5%. В условиях ледового плавания двигатель работает только на легком топливе. Главный двигатель соединяется с валопроводом непосредственно. Валопровод состоит из промежуточного и гребного валов. Промежуточный вал опирается на опорный подшипник. Носовой конец гребного вала при помощи фланца соединяется с промежуточным валом. Гребной вал с винтом
устанавливают на опорные подшипники, смонтированные в деидвуднои трубе. Гребной винт, выполненный из хромоникелевой стали имеет диаметр около 5,4м. Дейдвудная труба снабжена уплотнительным сальником.
Оценивая пропульсивный комплекс прототипа, необходимо отметить следующее.
Работающий на судне ГД морально устарел. Современные малооборотные двигатели аналогичного уровня мощности имеют удельный эффективный расход топлива на 25-30% ниже, а массу в два раза меньше. Использующееся в прототипе топливо по современным нормам является избыточно высококачественным, а следовательно, неоправданно дорогим. При учете этих обстоятельств может оказаться экономически нецелесообразной дальнейшая эксплуатация судна с таким ГД. Очевидна необходимость выбора современного двигателя для данного типа судов.
Диаметр гребного винта прототипа 5,4м, составляющей 0,6 осадки судна, можно было бы увеличить. Это позволило бы повысить его КПД. Однако, имея ввиду возможность модернизации плавающих судов рассматриваемого типа и желание избежать при этом переделки кормовой оконечности, целесообразно принять решение о неизменности диаметра винта и необходимости оптимизировать его шаговое отношение и частоту вращения.
Судовая одномашинная установка с прямой передачей в условиях судна-прототипа представляется наиболее оправданной из всех типов ГЭУ. Это объясняется назначением судна (грузовое), отсутствием необходимости иметь уменьшенную осадку, т.е. иметь два гребных винта уменьшенного диаметра, и, с другой стороны, возможностью получить высокий КПД винта, за счет установки одного винта увеличенного диаметра. По этим и другим соображениям целесообразно сохранить тип ГЭУ судна - прототипа.
С учетом результата вышеизложенного анализа судна - прототипа для достижения поставленной цели предстоит рассчитать потребную мощность главного двигателя для обеспечения заданной скорости хода судна при оптимизации шагового отношения гребного винта и частоты его вращения, подобрать главный двигатель, совместно оптимизировав уточненные параметры гребного винта и рабочую точку двигателя в пределах поля допустимых режимов его длительной эксплуатационной мощности, произвести расчет параметров гребного вала.
Расчет потребной мощности для привода гребного винта принято проводить для чистого (необросшего) корпуса судна с последующим учетом т.н. "морского" запаса мощности на обрастание и запаса мощности на двигатель. Расчет потребной мощности и винта выполнен
1.3. Расчет потребной мощности для привода гребного винта балкера-контейнеровоза дедвейтом 16870 тонн (прототип - судно типа «Дмитрий Донской»),
Перечень исходных данных для программы
POWER
LPP- расстояние между перпендикулярами, м;
LWL- длина судна по КВЛ,м;
DMX- максимальный диаметр винта в долях от осадки;
DMN- минимальный диаметр винта в долях от осадки;
CWP- коэффициент полноты КВЛ;
RHO- плотность воды, кг/м3;
STN- шаг счета по частоте вращения винта;
CST- признак формы кормы;
S- площадь смоченной поверхности голого корпуса, м2;
НВ - возвышение центра тяжести сечения бульба над основной линией, м ;
В - ширина судна на миделе, м;
Т - осадка на миделе, м;
TF- осадка носом, м;
ТА - осадка кормой, м;
СМ - коэффициент полноты миделя;
NU- кинематическая вязкость воды, мс;
NN - начальная частота вращения для счета, мин'1;
AT- площадь погруженной части транца, м2;
KS- коэффициент учета обрастания корпуса;
АВТ - площадь поперечного сечения бульба на основном перпендикуляре,м
ХВ - положение центра величины в % от длины судна между
перпендикулярами;
NDчисло гребных винтов;
СА - корреляционная надбавка на шероховатость;
VS- расчетная скорость судна, уз;
СВ - коэффициент общей полноты судна;
RZ- тяга на гаке, кН;
NP- число шагов счета по частоте вращения;
К2 - коэффициент сопротивления выступающих частей;
KR- коэффициент учета обрастания корпуса;
RMAX- допустимое напряжение материала лопасти винта. Па;
ETAS- коэффициент учета потерь в валопроводе;
ENTA- половина угла входа носовой ветви КВЛ, град;
VSTS- шаг по скорости для расчета показателя характеристики
буксировочного сопротивления, уз;
NPB- число лопастей винта;
|
|

|
6 |
План трюма машинного отделения
|
|
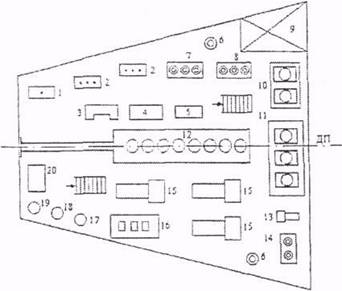
1 - подкачивающий компрессор;
2 - компрессор пускового воздуха;
3 - агрегат смазки;
4 - охладитель масла;
5 - охладитель пресной воды;
6 - пожарный насос;
7 - агрегат насосов пресной воды;
8 - агрегат насосов забортной воды;
9 - цистерна льяльных вод;
10 - агрегат подготовки смазочного масла;
11 - агрегат подготовки топлива;
12 - главный двигатель;
13 — тошшвоперекачивающий насос;
14 - балластно-осушительный насос;
15 - дизель-генератор;
16 - компрессорный агрегат рефрижераторной установки провизионных камер;
17 - пневмоцистерна трубопровода;
18 - пневмоцистерна питьевой воды;
19 - пневмоцистерна мытьевой воды;
20 - агрегат смазки турбонагнетателей.
Рис. 1.2.
SAP- площадь смоченной поверхности выступающих частей, м : СВТ - коэффициент сопротивления подруливающего устройства; DPU- диаметр подруливающего устройства, м2.
Исходные данные задачи POWER.
Таблица 1
|
LPP=1 54,88 |
B=22,86 |
XB=1,74 |
RMAX=0,6+08 |
|
LWL=1 58,00 |
T=9,02 |
ND=1 |
ETAS=0,980 |
|
DWX=0,599 |
TF=9,02 |
CA=0.800E-03 |
ENTA=-1,00 |
|
DMN=0,599 |
CM-0,995 |
VS=15,20 |
VSTS=1.00 |
|
CWP=0,85 |
NU=0,1570E-05 |
CB=0,7550 |
|
|
RHO= 1025,00 |
NN=90,00 |
RZ=0,00 |
NPB=4 |
|
STH=5,00 |
AT=0,00 |
NP=12 |
SAP=250,00 |
|
CST=0,00 |
KS-0,00 |
R2=l,40 |
CBT=0,00 |
|
S=l,00 |
ABT=0,00 |
KR=1,00 |
DPU=0,00 |
|
HB=0,00 |
|
Результаты. |
|
Таблица 2. |
|
Частота враще ния |
потребная мощность |
диаметр гребного винта |
шаговое отноше ние винта |
дисковое отношение винта |
КПД винта в свободной воде |
коэффи циент влияния |
кпд винта за корпусом |
Относит ель ная толщина лопасти |
|
мм- об/ мин |
PS |
DP |
HD |
ADA |
ЕТАВ |
ЕТАН |
ETAD |
DEL |
|
кВт |
м |
— |
— |
— |
— |
— |
— |
|
|
90,00 |
7218,06 |
5,403 |
1,3105 |
0,6358 |
0,5095 |
1,2419 |
0,6327 |
0,0405 |
|
95,00 |
7043,27 |
5,403 |
1,1992 |
0,6358 |
0,5220 |
1,2419 |
0,6483 |
0,0405 |
|
100,00 105,00 |
6900,35 |
5,403 |
1,1055 |
0,6358 |
0,5333 0,5431 |
1,2419 1,2419 |
0,6623 0,6745 |
0,0405 0,0405 |
|
6772,19 |
5,403 |
1,0244 |
0,6358 |
|||||
|
110,00 |
6669,07 |
5,403 |
0,9541 |
0,6358 |
0,5510 |
1,2419 |
0,6843 |
0,0405 |
|
115,00 |
6610,11 |
5,403 |
0,8936 |
0,6358 |
0,5565 |
1,2419 |
0,6912 |
0,0405 |
|
120,00 |
6567,00 |
5,403 |
0,8398 |
0,6358 |
0,5604 |
1,2419 |
0,6959 |
0,0405 |
|
125,00 |
6533,37 |
5,403 |
0,7915 |
0,6358 |
0,5628 |
1,2419 |
0,6989 |
0,0405 |
|
130,00 |
6511,99 |
5,403 |
0,7485 |
0,6358 |
0,5646 |
1,2419 |
0,7012 |
0,0405 |
|
135,00 |
6539,46 |
5,403 |
0,7100 |
0,6358 |
0,5625 |
1,2419 |
0,6986 |
0,0405 |
|
140,00 |
6565,05 |
5,403 |
0,6748 |
0,6358 |
0,5603 |
1.2419 |
0,6958 |
0,0405 |
|
145,00 |
6601,52 |
5,403 |
0,6426 |
0,6358 |
0,5568 |
1,2419 |
0,6915 |
0,0405 |
Получена зависимость потребной мощности от частоты вращения гребных винтов, так называемая линия постоянной скорости судна. Полученная ЛПСС может быть использована при выборе вариантов ГД. В процессе расчета выяснилось, что минимальная потребная мощность соответствует 130 мин"1. При этом оптимальный гребной винт диаметром 5,4 м имеет отношение 0,748. Пропульсивный коэффициент достаточно высок -0,7.
Расчеты показали, что для обеспечения движения судна со скоростью 15,2 уз. При чистом корпусе и оптимальном гребном винте требуется мощность 6512 кВт при частоте вращения 130 мин" . Далее для назначения режима работы выбираемого ГД произведем совместную оптимизацию параметров ГД и гребного винта.
1.4. Методика автоматизированного выбора и оптимизации пропульсивного комплекса.
Известные методики выбора параметров комплекса страдают рядом недостатков. Зачастую отсутствует комплексный подход при выборе гребного винта, типо-размера двигателя и его рабочей точки. Фирмы- разработчики судовых двигателей в своих каталогах и программах предлагают проектировщику упрощенный подход к формированию характеристики потребной мощности, без полноценного расчета ходкости и гребного винта. Фирменные программы способны работать только с каталогами собственных дизелей.
В разработанной на каф. Судовых ДВС и теории корабля ГМТЦ автоматизированной системе ETNGINES2 использованы модули программы «АСПО» расчетов ходкости и гребного винта. Создана база данных, содержащая каталоги современных малооборотных двигателей известных фирм. Система позволяет при заданных параметрах корпуса судна и скорости его движения выбрать и комплексно оптимизировать параметры гребного винта, типо-размер главного двигателя и режим его работы по критерию часового расхода топлива. Предусмотрена возможность исследования запасов мощности на оптимальность с учетом условий плавания.
Результаты автоматизированного выбора пропульсивного комплекса представлены в таблице 3.
В таблице указаны: марка двигателя; число цилиндров; длительная эксплуатационная мощность (ДЭМ) двигателя (с учетом «морского» запаса), кВт; соответствующая частота вращения коленвала, мин"1; удельный эффективный расход топлива, г/кВт 2; часовой расход топлива, кг/г; габариты двигателя, м; масса двигателя.
Каждый двигатель указан при «своей» частоте вращения, обеспечивающий минимальный для данного двигателя часовой расход топлива.
Варианты главного двигателя балкер-контейнеровоза дейдвудом 16870 тонн без валогенератора. (Список составлен в порядке увеличения часового расхода топлива).
Таблица 3.
|
Марка |
Цилинд р шт. |
ткс |
Мощность кВт |
Частота об/мин |
Расход удельн. г/Вт-ч |
Расход кг/ч |
Длина мм |
Высота мм |
Масса т |
|
S50MC- |
8 |
Нет |
7445 |
123,7 |
158,0 |
1176 |
8465 |
8900 |
256 |
|
S50MC-95 |
8 |
нет |
7446 |
123,5 |
160,0 |
1192 |
9272 |
8800 |
297 |
|
S50MC-96 |
7 |
Нет |
7446 |
123,5 |
160,8 |
1198 |
7615 |
8900 |
232 |
|
RTAS2-95 |
8 |
Нет |
7441 |
126,4 |
163,2 |
1214 |
8845 |
8745 |
300 |
|
RTAS2-95 |
7 |
Нет |
7441 |
126,4 |
164,0 |
1220 |
7925 |
8745 |
270 |
|
L60MC-95 |
5 |
Нет |
7459 |
119.6 |
164.6 |
1228 |
7379 |
9300 |
305 |
|
S50MC-96 |
6 |
Нет |
7446 |
123,5 |
164,9 |
1228 |
6765 |
8900 |
210 |
|
S46MC-96 |
7 |
Нет |
7443 |
125,5 |
170,2 |
1267 |
7005 |
8575 |
205 |
|
S42NC-95 |
9 |
Нет |
7457 |
132,3 |
170,1 |
1268 |
8569 |
8050 |
186 |
|
S42MC-95 |
8 |
Нет |
7457 |
132,3 |
173,1 |
1291 |
7821 |
8050 |
168 |
Результаты расчета наилучшего по суммарным затратам варианта установки с ГД марки 8S42MCбез валогенератора представлены ниже. При этом выбор запаса мощности выбранного дизеля не более 8% по отношению к режиму ДЭМ объясняется ограничением, накладываемым на выбор верхней линией ЬГЬ3 поля спецификационных режимов дизеля.
Главный двигатель: количество -1,
наименование - 8ДКРН42/176(8842МС) фирма - разработчик MAN-B&W
Масса - габаритные показатели:
диаметр цилиндра 420 мм
ход поршня 1760 мм
длина 7,82 м
ширина 2,67 м
высота под выем поршня 7,83 м
сухой вес 168,0 тонн
Параметры ГД на режимах ДЭМ и МДМ при запасе на дизель 8,0%
мощность на винте, л/с 9939 10803
мощность
дизеля, л/с 10142 11024
частота вращения, об/мин 131,0 134,7
среднее эффективное давление, кг/см2 17,87 18,89
удельный
расход топлива, кг/лсч
1268 1279
Преимущество установки без ВГ объясняется следующими обстоятельствами. При наличии валогенератора ГД имеет на один цилиндр больше и ГД на 10,7% дороже. А выигрыш в суммарном расходе топлива на введение ВГ оказался не столь значительным -0,6%.
1.5 Конструкция гребного вала. Расчет основных элементов валопровода.
1.5.1 Конструкция гребного вала.
Гребной вал служит для передачи крутящего момента от двигателя
к
гребному винту, а также передачи силы упора, создаваемого
вращающимся гребным винтом на упорный подшипник. Гребные валы
отковывают
заодно либо с фланцами, либо для крепления валов с
фланцевой
полумуфтой предусматривают коническую часть. В
соединении гребного вала с
гребным винтом и в соединении валов с
помощью фланцевой полумуфты применяют
конические соединения на
шпонке и без шпонки
(гидропрессовые). Согласно Правилам Регистра
России гребные валы должны быть надежно
защищены от
соприкосновения с морской водой.
Этой цели служат облицовки по всей
длине вала (сплошные) или только в районах дейдвудных подшипников
(несплошные) с защитой
межоблицовочной части вала покрытием на
основе эпоксидных смол. Регистр
России рекомендует применение
сплошных цельнолитых облицовок, особенно для
валов
крупнотоннажных судов. Однако в
связи с тем, что изготовление таких
облицовок весьма сложно, допускается
применение облицовок ,
сваренных из отдельных частей до насадки на вал. При этом стыки
сварных швов должны располагаться вне
рабочих мест облицовки.
Облицовки обычно изготавливают из бронзы Бр. ОЦ10-2, обладающей
высокой коррозийной стойкостью при работе в морской воде со всеми антифрикционными неметаллическими материалами.
1.5.2 Расчет основных элементов водопровода. Расчетный диаметр промежуточного вала

где: Nb- расчетная мощность, передаваемая промежуточным валом кВт
nb- частота вращения промежуточного вала, сек"1
к - поправочный коэффициент
K = (d-l)g0=(1.2-l) 0,5 = 0,1 go = 0,5 - для установок с двухтактным двигателем,
(X - коэффициент, представляющий отношение максимального
индикаторного
суммарного момента всего двигателя к среднему индикаторному моменту;
для 8 цилиндровых двигателей а =1,2.
Расчетный диаметр гребного вала
dr>= 1,12 dn +K• Д = 1,12 • 405 + 7•5,4 = 491,4мм,
принимаем диаметр гребного вала 492мм,
где: К=7 - для вала со сплошной облицовкой;
Д - диаметр гребного винта; Толщина бронзовой облицовки гребного вала S>0,03d1r+7,5=0,03492+7,5=22,26MM, принимаем 23мм. Т.к.судноспроектировано на класс ледового усиления Ji2, диаметр гребного вала увеличиваем на 8% d1r=dr*1,08=492- 1,08=532мм. Длину вала оставляем прежнюю, как у судна - прототипа, равна 7920±2мм.
2. Вопросы технической эксплуатации СЭУ.
2. Вопросы технической эксплуатации СЭУ.
2.1. Содержание технической эксплуатации.
Под термином эксплуатация в технике понимают стадию жизненного цикла технического изделия, на котором реализуются, поддерживаются и восстанавливаются его качества. Техническая эксплуатация (ТЭ) СЭУ представляет собой комплекс технических и организационных мероприятий, обеспечивающих эффективное использование и длительное поддержание работоспособности всего оборудования в целом, а также каждого его элемента в отдельности.
Эксплуатация СЭУ начинается с момента подписания комиссией акта приемки судна, подтверждающего его готовность к использованию по назначению и заканчивается списанием судна.
Достижение целей ТЭ СЭУ должно осуществляться при минимальных материальных и трудовых затратах, что в свою очередь способствует получению максимального экономического эффекта от эксплуатации судна.
Главная задача ТЭ - увеличение эксплуатационного периода Тэ, в течение которого судно выполняет производственное задание.
Эксплуатационный период:
Тэ = Тг.ф. - ( Тр - Тпр ) где:
Тг.ф. - годовой фонд времени, в течение которого судно
используется по назначению; Тр - время затраченное на ремонт с выводом судна из
эксплуатации; Тпр - время прочих выводов судна из эксплуатации.
В ремонтное время Тр включают все выводы судна из эксплуатации для выполнения различных ремонтно-профилактических работ, освидетельствование Регистром, а также подготовки судна к ремонту. Вывод судна из эксплуатации оформляется приказом по пароходству.
Сокращение ремонтного периода обеспечивается
мероприятиями,
способствующими сохранению СЭУ в исправном
техническом
состоянии:
- повышение надежности судового оборудования;
- переход на ТО с учетом фактического состояния механизмов на основе технической диагностики;
- создание рациональной системы технического обслуживания;
- оснащение судов в необходимом объеме запасными частями и средствами механизации;
- создание широкой сети береговых баз технического обслуживания;
- рациональное распределение объема ремонтных и профилактических работ между судовым экипажем и береговыми ремонтными предприятиями.
Техническую эксплуатацию СЭУ подразделяют на техническое использование, техническое обслуживание и ремонт (рис. 2.1).
Техническое использование (ТИ)-комплекс работ, которые выполняет обслуживающий персонал СЭУ по управлению, контролю, регулированию, выбору оптимальных вариантов и режимов работы механизмов, которые обеспечивают рациональную и экономическую работу установки.
Техническое обслуживание (ТО)-комплекс работ, выполняемых судовым экипажем и береговыми производственными участками и судоремонтными заводами в целях обеспечения и поддержания СЭУ в работоспособном состоянии в процессе эксплуатации и подготовки установки к использованию.
Техническое обслуживание включает:
- планово-предупредительные (профилактические) работы (ППР);
- внеплановые работы по устранению внезапных отказов и неисправностей;
- работы по подготовке к началу навигации и по ее завершению.
Цели плановых технических обслуживании:
- поддержание всех элементов СЭУ в состоянии, обеспечивающем их постоянную готовность к длительной работе;
- своевременное выявление и устранение неисправностей и повреждений;
- контроль и регулирование элементов СЭУ для получения номинальной мощности;
- накопление и анализ данных, характеризующих интенсивность изнашивания и надежность сборочных единиц и деталей судового оборудования.
ПериодичностьТОили ремонта - интервалвремениили срока службы СЭУ между данным видом ТО или ремонта и последующим.
|
|

|
18 |
Объем и перечень последовательного выполнения ТО каждого
элемента СЭУ устанавливается заводом-изготовителем с учетом
накопленного опыта эксплуатации. Примерная оптимальная
периодичность ППР составляет 0,4 ... 0,6 средней
продолжительности безотказной работы рассматриваемого элемента
СЭУ.
ППР целесообразно применять только для узлов и деталей, работающих на изнашивание (детали ЦПГ, подшипников, движущихся деталей насосов и т.д.).
ППР должен проводиться через строго определенные промежутки времени работы механизма независимо от его технического состояния в соответствии с планово-предупредительной системой. ППР не исключает внезапных отказов судовых механизмов, а только уменьшает их вероятность.
Основным документом, определяющем организацию ТО на судне, является план-график разработанный для каждой серии судов. В план-график заносят судовое оборудование, подлежащее ремонту в процессе эксплуатации.
Трудоемкость определяют по существующим нормам с учетом имеющегося опыта.
Ремонт СЭУ - составная часть ТЭ, обеспечивающая восстановление исправности и ресурса оборудования. Плановый ремонт производится в соответствии с регламентом установленным заводом-изготовителем данного оборудования. Сроки проведения ремонтных работ могут корректироваться в соответствии фактическому состоянию оборудования на основе технической диагностики.
К плановым ремонтным работам обычно относят средний и капитальный ремонты.
При среднем ремонте восстанавливают эксплуатационные характеристики оборудования путем замены или ремонта только изношенных или поврежденных деталей и узлов. Кроме того, обязательно проверяют техническое состояние остальных деталей и узлов с устранением обнаруженных неиспарвностей.
Средний ремонт проводится с очередным плановым ремонтом судна, поэтому в объем работ включается ремонт судовых систем.
Капитальный ремонт предусматривает, полную разборку и дефектацию деталей, проверку и при необходимости замену и ремонт составных частей, в том числе и базовых.
В процессе ремонта оборудования предусматривается выполнение следующих работ:
- подготовка к проведению ремонта;
- разборка и дефектация;
- замена или восстановление деталей;
- сборка, регулирование и испытания.
Неплановый ремонт предусматривает проведение работ связанных с устранением причин и последствий аварийных повреждений.
Ремонт судовой техники в зависимости от требуемых для его выполнения оборудования, оснастки и квалификации исполнителем можно разделить на два вида: промышленный и непромышленный.
Промышленный ремонт может быть выполнен только в заводских условиях с выводом судна из эксплуатации. Непромышленный ремонт может проводиться в судовых условиях в процессе эксплуатации.
Четкое и обоснованное разделение судовых работ на промышленные и непромышленные позволяет для каждого судна установить номенклатуру ремонтных работ, для выполнения которых требуется заводское оборудование.
2.2. Организационно-технические формы ремонта СЭУ
2.2.1. Виды ремонта.
Восстановление исправности того или иного вида оборудования, обеспечивается плановым или внеплановым ремонтом, в зависимости от характера протекания процесса возникновения повреждений и их последствий.
Постановка судов для проведения планового ремонта корпуса и его оборудования осуществляют в соответствии с требованиями нормативно-технической документации. Следует отметить, что при плановом ремонте судна одни технические средства требуют капитального, другие среднего или текущего ремонта, некоторые виды оборудования к данному периоду вообще не нуждаются в ремонте. Организационно-технические формы ремонта представлены на схеме (рис.2.2).
К внеплановым ремонтам СЭУ относятся работы связанные с устранением аварийных повреждений приводящих к внезапному отказу оборудования, например, заклинивание движущихся деталей, различные поломки, взрывы, в картере дизеля. Обобщенные данные по авариям главных судовых дизелей свидетельствуют, что около 40 % аварий происходит по вине обслуживающего персонала из-за нарушения инструкций по эксплуатации, 14% аварий результат некачественного ремонта.
К плановым ремонтам обычно относят текущий (межрейсовый), средний, капитальный и доковый ремонты.

Рис. 2.2 Организационно технические методы ремонта СЭУ
Текущий ремонт предусматривает в основном работы профилактического характера для обеспечения работоспособности судового оборудования. Например, переборка (моточистка) главного двигателя с выемом поршней и частичной заменой, при необходимости, поршневых колец.
Текущий ремонт производится также при выработке ресурса, истечение срока службы, предельном износе или отказе отдельных деталей судового оборудования.
При среднем ремонте восстанавливаются эксплуатационные характеристики технических средств путем замены (или восстановлением) изношенных и поврежденных узлов и деталей. Средний ремонт предусматривает также проверку технического состояния остальных узлов и деталей с последующим устранением обнаруженных неисправностей. При среднем ремонте судового дизеля производится полная переборка, без подъема коленчатого вала.
При капитальном ремонте технических средств производится полная разборка и дефектация деталей, замена или восстановление всех составных частей, включая базовых. Завершающий этап капитального ремонта - испытание оборудования в объеме близком к построечным программам. При капитальном ремонте двигателя всегда предусматривается подъем и переукладка коленчатого вала.
Главной задачей данного вида ремонта является восстановление утраченного ресурса.
При доковом ремонте производится ремонт гребных винтов, гребных валов, дейдвудных подшипников, деталей рулевого устройства, донной арматуры. Одна из главных задач докового ремонта - поддержание и восстановление подводной части корпуса судна.
Виды ремонтов и содержание работ при их выполнении зависят от наработки и предремонтного состояния оборудования. Периодичность ремонта оборудования, также как и проведение технического обслуживания, может, производится по регламенту в соответствии с заводскими инструкциями, либо по техническому состоянию данных технических средств.
В Морском флоте с 1988 г. введена комплексная система ремонта судов по регламенту и техническому состоянию. Необходимость ремонта может быть вызвана отказом технического средства либо его элементов.
Ремонт
судового оборудования производится по регламенту, если его
техническое
состояние невозможно определить без разборки, либо
необходимость разборки предусматривается проведением
освидетельствования
данного технического средства.
Ремонт СЭУ по техническому состоянию применяют для технических средств и конструкций, состояние которых можно определить без
разборки освоенными методами и средствами диагностирования и неразрушающего контроля.
Состояние применяемых двух видов ТО и ремонтов, определяющих комплектность системы, зависит от наличия средств и методов диагностирования и надежности оборудования.
Ресурс однотипных объектов при ремонте по состоянию равен среднему ресурсу R(математическому ожиданию ресурса), по регламенту - гаммапроцентному ресурсу Rv. Под Rv- понимается наработка, в течение которой объект не достигает предельного состояния с заданной вероятностью v, выраженной в процентах (для СЭО 80%, 90% или 95%; R80, R90 и R95).
Разница между Rи Rvопределяет недоиспользование ресурсов при эксплуатации по регламенту: AR= R- Rv = up*б, где up- квантиль распределения, б - среднее квадратическое отклонение ресурса. Квантили нормального распределения:

Коэффициент вариации, характеризующий отношение среднего квадратического отклонения к среднему ресурсу V=б/R для
подверженных износу и усталостным разрушениям узлов СЭУ, равен 0,3 ...0,4, а контактным разрушениям (подшипники качения) 0,7 ... 0,9.
Выигрыш в ресурсе СЭУ при переходе от ТО (ремонта) по регламенту к ТО (ремонту) по состоянию определяется величиной dR(рис. 3) для нормального распределения или отношением Ry/R. Выигрыш в переходе к обслуживанию по состоянию тем больше, чем выше коэффициент вариации Vи величина у, принятая при установлении Ry. При у = 99, 9 % выигрыш увеличивается в 5 раз. При переходе к обслуживанию по состоянию увеличивается вероятность безотказной работы в море, т.к. исключается непредвидемость отказа благодаря слежению за фактическим состоянием и прогнозом.
2.2.2 Методы ремонта СЭУ.
Использование того или иного метода ремонта зависит от большого количества факторов в том числе от состояния оборудования, и его массогабаритных показателей, вида ремонта, серийности постройки судна данного проекта, возможностей судоремонтного предприятия, в частности наличие обменного фонда.
Детальный (индивидуальный) метод ремонта исключает обезличивание деталей, для чего предусматривается их маркировка при разборке механизмов и последующая установка на свои места. Дефектные детали восстанавливаются либо заменяются новыми. Данный метод ремонта позволяет сохранить приработку узлов трения. Недостатки детального метода ремонта - высокая стоимость и длительность ремонта. Метод применяется при ремонте механизмов большой массы непосредственно в машинном отделении, в случае если их выгрузка затруднительна. Отдельные сборочные единицы могут ремонтироваться в цехе.
Детальный метод используется также при ремонте в цеховых условиях оборудования судов несерийной постройки.
При агрегатном методе - оборудование, подлежащее ремонту, заменяют новым или заранее отремонтированным и испытанным. Снятое изношенное оборудование напрвляется в специализированные цехи СРЗ по ремонту обменного фонда. Детали независимо от степени износа, обезличиваются и ремонтируются по типовому технологическому процессу, при этом технология ремонта судовых механизмов приближается к технологии их производства.
Агрегатный метод применяется при ремонте большого количества однотипного оборудования на судах серийной постройки, при этом
сокращаются сроки ремонта, повышается его качество, создаются условия для специализации судоремонтных заводов при ремонте однотипных судов. Для организации агрегатного ремонта необходимо: иметь обменный фонд оборудования, что требует значительных средств.
При агрегатном методе ремонта дизелей обезличивание базовых деталей (картер, блок цилиндров) нецелесообразно.
Агрегатно-узловой метод ремонта промежуточная ступень перехода от детального к агрегатному. Метод применяется при ремонте крупногабаритных механизмов большой массы, например малооборотных и среднеоборотных дизелей с заменой отдельных сборочных единиц. Снятые сборочные единицы (крышки цилиндров с клапанами, поршни с шатунами, воздуходувки и т.п.) обезличиваются и отправляются для ремонта на специализированные участки цеха СРЗ, после чего ими пополняют обменный фонд.
3. Условия эксплуатации и характерные неисправности гребных валов.
3. Условия эксплуатации и характерные неисправности гребных валов.
3.1. Виды эксплуатационных повреждений гребных валов.
Выход из строя водопровода приводит к финансовым потерям, во много раз превышающих стоимость разрушенного вала. Возникают ремонтные расходы, потери эксплуатационной прибыли за время вынужденного простоя, затраты на буксировку одновинтовых судов. Поломка гребного вала одновинтового судна в открытом море при штормовой погоде делает его практически неуправляемым и даже может привести к гибели судна. Поэтому изучение вопросов, связанных с повышением надежности работы гребного вала и его прочности способствует уменьшению аварийности на флоте. Виды эксплуатационных повреждений гребных валов достаточно многообразны. Одним из наиболее опасных из них являются появление и развитие в теле вала усталостных трещин, растущих с увеличением наработки гребного вала и могущих привести к его окончательной поломке.
Трещины в гребных валах возникают преимущественно в районе шпоночного паза и наблюдается тенденция увеличения трещинообразования возле шпоночного паза при увеличении передаваемой мощности (таблица 4.)
Возникновение трещин в различных зонах гребных валов одновинтовых судов (валы со сплошной облицовкой).
Таблица 4.
|
Машинное число |
% валов с трещинами |
|||
|
У шпоночного паза |
У кормового конца облицовки |
У большого основания |
не на кормовом конце вала |
|
|
0-300 |
34,6 |
9,6 |
27,0 |
10,4 |
|
300-400 |
40,0 |
11,1 |
29,0 |
4.5 |
|
400-600 |
48,0 |
6,3 |
27,7 |
5,0 |
|
600-800 |
48,0 |
6,0 |
29,2 |
4,3 |
|
800-1000 |
50,0 |
20,6 |
20,6 |
— |
|
Более 1000 |
61,5 |
5,0 |
24,6 |
2,2 |
Повреждения гребных валов по данным французского бюро Веритас.
Таблица 5.
|
Диаметр гребного вала, мм |
Количество валов находящихся в эксплуатации |
Среднегодовой процент повреждений |
|
менее 99 |
938 |
1,06 |
|
100-199 |
3599 |
3,72 |
|
200-299 |
640 |
8,12 |
|
300-399 |
431 |
6,31 |
|
Свыше 400 |
284 |
25,25 |
Значительное количество валов бракуется из-за повреждений облицовок: износ в подшипниках, местная выработка в сальниковых уплотнениях,
глубокие поверхностные коррозионно-эрозионные поражения,
растрескивание сварных стыковых швов (или разрушения паянных, либо зачеканенных), разрыв облицовок по основному металлу. Коррозионные процессы, возникающие при проникновении морской воды к стальному валу в результате разрушения гидроизолирующих покрытий и облицовок или разуплотнение герметизирующих устройств, также приводят к серьезным поражениям поверхностей валов, которые невозможно устранить зачисткой или местной выборкой металла в допустимых пределах.
Процентное соотношение видов повреждений следующие: значительный износ или коррозия облицовки или валов 48%; коррозия вала с трещинами 11,75%; трещины 40,25%.
Причиной замены вала может быть и его искривление (погиб конуса), что обычно наблюдается на валах малых диаметров и при плавании в ледовых условиях, ослабление посадки облицовки на валу, износ или выработка вала (при работе вала без облицовки в металлических подшипниках с масляной смазкой).
Характер
неисправностей отдельных деталей и узлов валопровода
определяется
специфическими особенностями его работы
значительными
крутящими моментами от главного двигателя, большим
количеством пар трения, а
также несоосностью соседних валов или
расцентровкой валопровода, способствующих появлению
дополнительных напряжений в материале валов и дополнительных
усилий, воспринимаемых опорами.
Дефектация валопровода выполняется в два этапа. На первом этапе проверяется состояние работы валопровода во время предремонтного
выхода судна в море: измеряется величина вибраций, нагрев отдельных узлов валопровода, величина биений и т.д. На первом этапе проводится подетальная дефектация, сопровождающаяся разборкой и демонтажем валопровода. При подетальной дефектации наибольшее внимание уделяется техническому состоянию валов, опорных и упорных подшипников, дейдвудного устройства, а также проверке качества центровки валопровода. По результатам предремонтной и рабочей дефектации устанавливают категорию ремонта валопровода.
При текущем ремонте измеряют зазоры в опорных подшипниках скольжения, проверяют центровку, ремонтируют арматуру и отдельные детали, выполняют очистку и окраску деталей. Текущий ремонт выполняется на плаву силами команды судна и судоремонтного предприятия. При среднем ремонте часть валов и гребные винты отправляют в цех для ремонта, производят перецентровку валопровода с перезаливкой отдельных вкладышей опорных подшипников, а также частично или полностью заменяют набор дейдвудных устройств. Средний ремонт выполняется силами судоремонтного предприятия как на плаву, так и при нахождении судна в доке. Капитальный ремонт предполагает выгрузку с судна всех валов и винтов, перезаливку всех вкладышей подшипников, полную замену дейдвудных устройств, переукладку валопровода.
Демонтаж валопровода начинается с разборки фланцевых соединений и снятия крышек опорных подшипников, после чего промежуточные валы поднимают талями и выгружают с судна. Упорный вал, как правило, демонтируют при разборке главного упорного
подшипника. Гребной и дейдвудный вынимают при стоянке судна в доке. При дефектации валов путем визуального осмотра обнаруживают механические повреждения, трещины, коррозионный износ. С помощью технических измерений устанавливают отклонения шеек опорных подшипников скольжения и облицовок дейдвудного вала от правильной цилиндрической формы. Одновременно измеряют биение отдельных валов. В местах окончания облицовок определяют разрушения, вызванные контактной коррозией. Дефектами валов являются механический и коррозионный износ рабочих поверхностей, пластические деформации, трещины и разрывы. Выбор способа ремонта зависит от дефекта и служебной ответственности вала. Трещины глубиной не более 5% и длиной не более 10% толщины тела вала устраняются сваркой. Предварительно трещину разделывают на всю глубину. Угол разделки, определяемый глубиной трещины должен обеспечивать качественный провар корня шва. При наличии разрывов (т.е. разъединение вала на две части и более) и трещины больших размеров вал обычно бракуют. Лишь в некоторых случаях, когда речь идет о вале неответственного назначения и когда его ремонт представляется нерациональным, прибегают к восстановлению сваркой. Износ рабочих поверхностей устраняют механической обработкой, наплавкой, металлизацией и гальваническим наращиванием. Механическая обработка заключается в удалении дефектного слоя металла, содержащего поверхностные трещины и коррозионные разрушения, или в восстановлении геометрической формы детали. Пластическую деформацию валов устраняют правкой. В отдельных
случаях (например при скручивании) первоначальную структуру металла валов восстанавливают термической обработкой. Правка валов диаметров более 250мм выполняется в тех случаях, когда их максимальный прогиб достигает 1,8мм. Для валов меньшего диаметра максимальный прогиб равен 1мм. При меньших диаметрах прогиба его устраняют проточкой на токарно-валовых станках.
Чтобы сохранить долговечность вала, при проточках необходимо стремиться к минимальному уменьшению его размера. Чертежные размеры поверхности валов восстанавливают наплавкой. Электрометаллизацией и вибродуговой наплавкой восстанавливают цилиндрические поверхности валов(например: шейки опорных подшипников скольжения) ручной вибродуговой наплавкой - конусную часть гребного вала.
4. Типовые технологические процессы ремонта гребных валов.
4. Типовые технологические процессы ремонта гребных валов.
4.1.Перечень работ выполняемых при ремонте гребного вала.
|
N п/п |
Операции |
Приспособления и инструмент |
|
1 |
Разборка фланцевых соединений (удаление соединительных болтов) |
Ключи гаечные, приспособление для выпрессовки болтов |
|
2 |
Измерение изломов и смещений на фланцах валов |
Линейка, щуп |
|
3 |
Измерение зазоров в дейдвудном подшипнике в 4-х сечениях |
Специальный щуп |
|
4 |
Съем гребного винта |
Гидропрессовый домкрат |
|
5 |
Удаление промежуточного вала (проставочного) |
Подъемные устройства (тали) |
|
6 |
Съем фланцевой муфты с гребного вала (для возможности выема вала в корму) |
Гидропрессовый съемник |
|
7 |
Выем гребного вала транспортировка в цех |
Эстакада, тележка, кран |
|
8 |
Промывка и очистка гребного вала |
Растворители, щетки |
|
9 |
Дефектация гребного вала |
Магнитный дефектоскоп |
|
10 |
Устранение повреждений гребного вала (возможные повреждения и методы их устранения на плакате) |
Выполнение ремонтных работ в цехе СРЗ в соответствии с дефектной ведомостью. |
|
11 |
Приемка гребного вала |
Оформление документации. |
|
12 |
Заводка гребного вала в дейдвудную трубу и последующие работы связанные с установкой гребного винта и монтажом валопровода. |
Приспособления для заводки гребного вала. |
4.2. Холодная правка гребного вала.
^-Стандартный метод холодной правки основан на упорно
пластическом изгибе, состоит из выгиба искривленной заготовки со стороны исходно-выпуклой, поверхности до определенной величины.
Правку гребного вала изгибом выполняют на специальных стендах или непосредственно на токарных станках, что является менее предпочтительным из-за отрицательного влияния на элемент оборудования.
Теоретической проработкой и специальной экспериментальной проверкой установлено, что выпрямление искривленного вала обусловлено образованием в зоне деформирования слоя металла с остаточными напряжениями сжатия. На процесс выпрямления превалирующее влияние оказывают осевые напряжения, тангенциальные и радиальные напряжения в этом процессе не участвуют. Составляющая осевых напряжений при несимметричном их формировании в детали создает распределенный изгибающий момент, деформирующий вал в направлении, противоположном исходному.
Изучение процесса механики деформирования показали, что остаточные напряжения в результате обкатывания необходимо сформировать на стороне вогнутой поверхности вала. Для этого требуются определенные технологические меры, обеспечивающие деформацию с этой стороны детали. Используя большую поперечную податливость вала, его фиксируют в специальной эксцентриковой муфте, а затем вводят в опору, соосную с центром станка. В результате вал упруго деформируется, а вогнутая поверхность становится выпуклой практически на всей длине. Этот прием обеспечивает асимметрию вращения детали. Кинематическое взаимодействие вала с индентором (шаром) носит несимметричный или избирательный характер. Деформация происходит при переменной величине приложенного усилия. Выявлены другие важные особенности деформационного взаимодействия детали и инструмента. Например определено условие необходимого совпадения плоскости исходного искривления с плоскостью деформации обкатывания, изменение величины контактного давления и контактной площадки, установлен тип обкатника с шаровым инструментом, который позволяет получать сравнительно большие контактные давления при небольших усилиях обкатывания, что важно в условиях одностороннего характера нагружения. Основные параметры процесса, такие как: площадь деформированной поверхности, которая выражается длиной участка обкатывания и его шириной; величина эксцентричного смещения детали для осуществления асимметричного ее вращения; длина дуги, по которой происходит контакт между вращающейся деталью и инструментом при их взаимодействии.
4.3. Термическая правка гребного вала.
Термический способ правки осуществляется путем укорочения волокон на выпуклой стороне с помощью местного нагрева с последующим отжигом детали. Вал устанавливают на станке или приспособлении выпуклостью вверх, изолируют на длине, равной диаметру, и вырезают в асбестовом листе «окно» (рис.4.1.) через которое вал нагревают автогенно-сварочными горелками до температуры 500-550°С. В результате металл расширяется, а изгиб вала еще более увеличивается. Возникающая при этом значительная разность температур способствует тому, что ненагретая часть вала препятствует расширению нагретого участка металла, создавая в холодной зоне напряжения сжатия. Дальнейшее нагревание приводит к возрастанию этих напряжений, величина их начинает превышать предел текучести материала вала, вследствие чего происходит местная пластическая деформация. При охлаждении вала напряжения в холодной зоне меняют знак, и вал выпрямляется, ранее имевшая кривизна исчезает. После остывания производится отжиг по режиму: нагрев до температуры 300-350°С (со скоростью 150°С в час) выдержка при этой температуре в течении 2ч, медленное охлаждение.
Термомеханическая правка - наиболее универсальный способ, применяемый для правки деталей любых диаметров. Правка осуществляется круговым ( сплошным) нагревом до температуры 600-800°С с последующим поджатием домкратом. Валы правят на токарных станках или специальных устройствах с применением механических или гидравлических домкратов. После правки деталь медленно охлаждают, а затем отжигают по приведенному выше режиму (рис.4.2).
Схема термической правки вала:

|
|

|
Схема термомеханической правки вала: |
Рис. 4.2.
1 - вал; 2 - центр задней бабки токарного станка; 3 - опора; 4-четырехкулачковый патрон.
4.4. Устранение трещин, коррозионного разрушения поверхностей, фретинг-коррозии на гребных валах.
Наиболее уязвимыми зонами гребного вала являются: носовой участок шпоночного паза; подступичная часть в районе большого основания конической поверхности гребного винта; район вала между торцами ступицы гребного винта и кормовой облицовки; межоблицовочное покрытие (при несплошной облицовке), особенно в районе носового конца кормовой облицовки; места в районах появления сквозных трещин на облицовках.
4.5. Устранение трещин в районе носового участка шпоночного паза.
Указанный участок вала при ремонтах подлежит обязательной проверке с применением средств ультразвуковой и магнитной дефектоскопии. Небольшие по размерам трещины устраняют, вырубая металл в районе трещины до полного ее удаления, разделывая вырубленные места, обеспечивая при этом плавные переходы к прилегающим поверхностям вала и тщательно зачищая места выборки (шероховатость
поверхностиненижеRa 1,25).Места выборкиподлине недолжны превышать 15% рабочей длины шпоночного паза.
Трещины на боковых поверхностях паза могут быть устранены фрезерование поверхностей. Общее увеличение ширины паза при этом не должно превышать 10% его номинальной ширины. При таком способе ремонта одновременно должен быть решен вопрос о ремонте сопрягаемых деталей: гребного винта и шпонки. Шпоночный паз на гребном винте также должен быть соответственно увеличен по ширине (в необходимых случаях смещен от оси на нужную величину). По согласованию с инспектором Регистра России может быть установлена ступенчатая шпонка. Шпоночные пазы должны быть обработаны с допустимыми отклонениями по ширине по Аз. Боковые поверхности шпоночных пазов должны иметь шероховатость не менее Ra2,5. Погрешности расположения пазов на вале и внутри ступицы (гребного винта, полумуфты) не должны превышать указанных в таблице 6.
Допустимые погрешности расположения шпоночных пазов (размеры в мм).
Таблица 6.
|
Номинальная ширина шпонки и паза |
Смещение шпоночного паза |
Перекос шпоночного паза |
||
|
На валу |
в отверстии |
На валу |
в отверстии |
|
|
Свыше 28 до 56 |
0,15 |
0,20 |
0,07 |
0,11 |
|
56 до 90 |
0,20 |
0,25 |
0,09 |
0,13 |
|
90 до 120 |
0,27 |
0,35 |
0,12 |
0,18 |
|
120 до200 |
0,35 |
0,47 |
0,17 |
0,25 |
Окончание шпоночного паза со стороны большего основания конуса для валов диаметром более 100 мм должно быть выполнено с ложкообразной разделкой. Немаловажное значение для повышения усталостной прочности и выносливости вала и предотвращение появления трещин имеет величина радиуса закругления г при переходе от боковой грани к дну шпоночного паза. ГОСТ 8838-67 предусматривает г=0,3-2,0мм. По Правилам Регистра России нижние кромки паза должны быть закруглены радиусом, равным примерно 0,01 диаметра гребного вала, но не менее 1,0мм.
При фрезеровании боковых стенок шпоночного паза для устранения трещин либо коррозионных повреждений шпоночный паз должен быть выполнен в соответствии с ГОСТ 8838-74, устанавливающими зависимость
радиуса r от размеров вала (таблица 7). Кромки шпоночного паза по контуру скругляются радиусом (0,15-0,25)r.
Зависимость радиуса r от размеров вала.
Таблица 7.
|
Диаметр вала |
Ширина шпоночного паза |
Радиус округления r |
Диаметр вала |
Ширина шпоночного паза |
Радиус округления r |
|
180-200 |
45 |
2 |
520-550 |
110 |
6 |
|
210-230 |
50 |
3 |
570-600 |
120 |
7 |
|
240-260 |
56 |
3 |
630-660 |
130 |
7 |
|
270-290 |
63 |
4 |
690-720 |
140 |
8 |
|
300-320 |
70 |
4 |
750-780 |
150 |
8 |
|
340-380 |
80 |
5 |
820-850 |
160 |
10 |
|
400-420 |
90 |
5 |
900-940 |
170 |
10 |
|
450-500 |
100 |
6 |
980-1020 |
185 |
12 |
4.6. Устранение трещин на цилиндрической поверхности.
Характер и размеры трещин определяют с помощью ультразвуковой и магнитной дефектоскопии. Способ устранения трещин либо выбраковку вала устанавливают в каждом конкретном случае в зависимости от их размеров и места нахождения и обязательно согласуется с инспектором Регистра. При отдельных трещинах вырубают металл до полного устранения трещины, разделывают вырубленные места, обеспечивая плавные переходы к прилегающим поверхностям вала, тщательно зачищая места выборки для достижения шероховатости поверхности не ниже Ral,25. При многочисленных поверхностных и кольцевых трещинах производят обтачивание участка вала в районе трещин, обеспечивая плавный переход от меньшего диаметра проточки к остальной поверхности вала либо выполняя галтель с возможно большим радиусом округления. Шероховатость поверхностей также должна быть не ниже Ral,25. Необходимо помнить ,
решая вопрос о ремонте вала, что наименьшие допустимые диаметры даже отдельных участков вала не должны быть менее установленных Правилами Регистра России. В нормативно - технической документации, в том числе в «Руководстве по техническому надзору за судами, находящимися в эксплуатации» и других документах Регистра, не нашел отражение вопрос, как определять диаметр вала после разделки трещин. Нет таких рекомендаций и в технической литературе. В процессе ремонта часты случаи разделки нескольких трещин, причем последние могут быть расположены как в одном, так и в разных сечениях вала. Определение диаметра вала после разделки трещин при этом еще более затруднительно. На основании выполненных расчетов надо руководствоваться следующим.
|
|

После разделки одной трещины диаметром вала следует считать диаметр вала в районе нахождения трещины (или кольцевой проточки, если она в том же районе) за вычетом наибольшей глубины места разделки трещины. После разделки двух трещин и более, расположенных в одном сечении вала либо в сечениях, расстояние между которыми менее 50мм (при больших расстояниях можно считать, что трещины расположены в разных сечениях), диаметр вала определяется как диаметр окружности, вписанной между местами выборки трещин.
|
|

Рис.4.3 Определение условного диаметра вала (dусл.) после разделки трещин.
а - одной, б - двух; в - кольцевого обтачивания и разделки трещин.
Определенный таким образом диаметр сечения вала не должен быть менее величины, полученной по приведенным выше расчетным зависимостям с учетом действительной величины предела прочности ремонтируемого вала. При этом независимо от фактических данных величина предела прочности не может быть принята в расчете более 520МПа
(52кг.с/мм2 ).
Все приведенные расчетные зависимости соответствуют действующим в настоящее время Правилам Регистра России. В практике судоремонта встречаются случаи, когда после устранения дефектов диаметр вала получался менее допустимого расчета. Такие валы допускались Регистром к дальнейшей эксплуатации, но с ограничениями: снижением либо исключением ледовой категории судна, снижением мощности главной энергетической установки, ограничением района плавания судна, сокращением срока до очередного освидетельствования и т.п.
4.7. Устранение фреттинг-коррозии в районе большого основания конической поверхности.
Поверхностные повреждения, образующиеся в результате фреттинга, могут иметь различный вид в зависимости от материала ступицы гребного винта, величины натяга в соединении, качества пригонки соприкасающихся поверхностей, длительности работы конического соединения. Обычно они бывают в виде пятен, каверн, окисленных порошкообразных продуктов или трещин в местах интенсивных поверхностных поражений. Повреждения могут быть результатом фреттинг-износа, фреттинг-коррозии (при взаимодействии продуктов износа с окружающей средой). При фреттинге могут наблюдаться также процессы локального сваривания, схватывания и последующего разрыва контактирующих материалов ступицы и вала, наминание материала одной из деталей на другую. Зона фреттинг-коррозионных поражений в коническом соединении вала с гребным винтом обычно простирается от торца ступицы у большого основания на величину от нескольких сантиметров до половины длины конической поверхности. При значительных повреждениях конической поверхности вал заменяют новым. Незначительные поверхностные повреждения могут быть устранены зачисткой либо обтачивание конической поверхности. Для исключения либо уменьшения фреттинг-коррозии в процессе ремонта рекомендуются следующие мероприятия: упрочнение конической поверхности вала посредством обработки роликами; увеличение площади контакта поверхностей ступицы гребного винта и вала путем более тщательной подгонки сопрягаемых поверхностей в районе большого основания конической поверхности; увеличение диаметрального натяга в соединении, определяемого с учетом крутильных колебаний валопровода.
4.8.Устранение трещин на конической поверхности.
Трещины появляются, как правило, в тех же районах, где наблюдается повышенная фреттинг-коррозия, т.е. с носовой стороны подступичной части вала. Обнаруживают трещины визуально и с помощью магнитной и ультразвуковой дефектоскопии. Устраняют трещины путем вырубки металла до полного их удаления, разделки мест вырубки с плавными переходами к прилегающим поверхностям, тщательно зачищают поверхности с обеспечением шероховатости не ниже Ra1,25. Можно также произвести кольцевую проточку конической поверхности вала в районе трещины с обеспечением плавного перехода к остальной поверхности и шероховатостью не ниже Ra1,25. В каждом конкретном случае способ ремонта согласовывается с инспектором Регистра. Наибольшая допустимая глубина разделки трещины принимается такой же как и определенная расчетом для цилиндрической части вала.
4.9. Коррозионные разрушения поверхностей.
На цилиндрических поверхностях коррозионные разрушения обнаруживают в районе сквозных трещин на облицовке, в местах нарушения межоблицовочного покрытия и плотности прилегания облицовки к валу. Их устраняют зачисткой либо обтачиванием вала. Чаще всего в местах коррозионных разрушений поверхностей имеются трещины и потому производится одновременное устранение всех имеющихся дефектов. При зачистке мест коррозионных разрушений либо выполнении кольцевых проточек по согласованию с инспектором Регистра могут быть допущены к эксплуатации отдельные участки, на которых не будут прилегания устанавливаемой новой облицовки к валу. Суммарная площадь таких участков не должна превышать 15% площади всех посадочных шеек. При протачивании отдельных участков либо по всей длине вала шероховатость поверхностей шеек под облицовку должна быть Ra2,5. Овальность и конусообразность по всей длине каждого посадочного пояса не должны превышать значений, приведенных в таблице 8.
Размеры и погрешности формы посадочных поверхностей вала измеряют обычно микрометрической скобой. Измерения выполняют в двух взаимно перпендикулярных направлениях и по длине вала в нескольких сечениях. Число сечений зависит от длины каждого посадочного пояса и должно быть достаточным для надежного определения размеров и формы проверяемого участка вала, но не менее двух на каждом посадочном поясе. Нерабочие поверхности валов загрунтовываются свинцовым суриком либо грунтом ФЛ-ОЗК в два слоя.
Допустимые значения овальности и конусообразность посадочных шеек вала под облицовку.
Таблица 8.
|
Диаметр вала, мм |
Овальность, конусообразность |
|
Свыше 180 до 360 |
0,05 |
|
360 до 500 |
0,06 |
|
500 до 630 |
0,07 |
|
630 до 800 |
0,08 |
Прямолинейность образующей конической поверхности при
проверке поверочной линейки.
Таблица 9.
|
Длина конуса, мм |
Длина окрашенной поверхности конуса, % (не менее). |
|
Свыше 200 до 320 |
65 |
|
320 до 500 |
55 |
|
500 до 800 |
50 |
|
800 до 1250 |
45 |
|
1250 до 2000 |
40 |
4.10 Коррозионные разрушения конических поверхностей.
Коррозионные разрушения устраняются запиловкой и зачисткой, либо обтачиванием и шлифованием поверхностей дефектных участков. Глубина обтачивания обычно не превышает 1мм, так как обтачивание вызывает изменение положения гребного винта и может привести к тому, что зазор между винтом и деталями крепления дейдвудной трубы либо втулки будет недостаточным для насадки винта. Так, при конусности 1:15 при глубине обтачивания 1мм после насадки гребной винт сместится относительно своего прежнего положения на валу на 30мм. Для обеспечения гарантированного зазора между торцами ступицы гребного винта и облицовки после насадки винта допускается торец облицовки подрезать на необходимую величину. Окончательно обработанная коническая поверхность должна иметь шероховатость не ниже Ral,25, овальность сечений конической поверхности не должна превышать 0,02мм для диаметров до 500мм, 0,03мм - для диаметров свыше 500 до 800мм и 0,04мм - для диаметров более 800мм.
Образующую конуса проверяют контрольной линейкой на краску, суммарная длина окрашенной поверхности (в процентах длины корпуса) не должна быть менее указанной в таблице 9.
Отсутствие пятен по концам образующих конуса не допускаются. Недопустимо также шабрение конической поверхности. Указанные требования должны быть выполнены и при обработке конической поверхности под фланцевую полумуфту. Коррозионные разрушения поверхностей отверстий под болты фланцевого соединения, а также имеющихся на поверхностях отверстий под болты, риски, задиры и забоины устраняются запиловкой и зачисткой, либо развертыванием отверстий (в сборе с промежуточным валом). При запиловке и зачистке допускаются отдельные «лысины» общей площадью не более 15% площади всей поверхности. Увеличение диаметра отверстия после обработки может быть допущено до 5-10% номинального без выполнения обоснований и расчетов. Если необходимо, должны быть увеличены диаметр резьбы болтов и соответственно размеры гаек.
4.11 Ремонт резьбы.
Срыв, смятие, коррозионные повреждения резьбы при незначительных повреждениях устраняются калиброванием или запиливанием. После запиливания общая длина участков резьбы неполного профиля не должна быть более 15% длины витков рабочей части резьбы. Если повреждения резьбы значительны, тогда дефекты устраняются нарезанием новой резьбы меньшего диаметра, причем шаг
резьбы остается прежним, а диаметр устанавливается такой, чтобы получилась резьба полного профиля. Поля допусков метрической резьбы 6Н(по ГОСТ 16093-70).
4.12 Проверка и обработка гребного вала на станке. Проверка биения поверхностей вала.
Вал устанавливают в центрах. При повреждении центров вала вместо переднего центра допускается закрепить конец вала в патроне, а вместо заднего использовать неподвижный люнет. В качестве дополнительных опор можно применить неподвижные люнеты без крышек. Для этой цели могут быть использованы плавающие призмы. Количество и места расположения опор устанавливается в каждом случае в зависимости от размеров и конструкции вала. Радиальное биение проверяется при медленном вращении вала. При контроле на неподвижных опорах измерительный стержень индикатора устанавливается сверху в вертикальной плоскости, а при контроле на плавающих призмах в горизонтальной. При проверке торцевого биения присоединительных поверхностей фланцев и полумуфт измерительный стержень индикатора должен быть установлен в горизонтальной плоскости на уровне центров на стороне, противоположной положению резца. Поверхности облицовок в случае необходимости обтачивают, либо только зачищают с помощью наждачного полотна. На цилиндрических поверхностях фланцев (полумуфт) зачищают забоины: обтачивают их только при биении более допустимого. При необходимости обтачивают торцовые поверхности фланцев (полумуфт). Шейки вала под подшипники зачищают (залитые баббитом), риски, задиры, места наволакивания белого металла запиливаются и зачищаются. При необходимости обтачивают или зачищают конические поверхности вала. Величины биения поверхностей вала после обработки (обтачивания, шлифовки) должны соответствовать приведенным в таблице 10.
Допустимые величины радиального биения поверхностей вала (и облицовки) при проверке в центрах и на опорах, мм.
Таблица 10.
|
Отношение длины вала к его диаметру |
Участок |
|
|
рабочий |
нерабочий |
|
|
До 20 |
0,04 |
0,08 |
|
Свыше 20 до 30 |
0,05 |
0,08 |
|
30 до 40 |
0,06 |
0,10 |
|
40 до 50 |
0,07 |
0,10 |
Примечание. Если в качестве опор используются плавающие призмы (свободно перемещающиеся в горизонтальной плоскости), то допустимые значения биения увеличиваются в 1,5 раза.
Допустимыевеличиныбиения поверхностейфланцеввала, полумуфт (размеры в мм).
Таблица 11.
|
Наименование поверхности |
Интервалы номинальных диаметров |
После обработки |
Без обработки |
|
Наружная цилиндрическая поверхность |
Свыше 260 до 500 |
0,04 |
0,06 |
|
500 до 800 |
0,05 |
0,07 |
|
|
800 до 1250 |
0,06 |
0,09 |
|
|
Центрирующая выточка |
120 до 260 |
0,03 |
0,03 |
|
260 до500 |
0,04 |
0,04 |
|
|
500 до 800 |
0,05 |
0,05 |
|
|
Торцовая поверхность* |
До 400 |
0,03 |
0,04 |
|
Свыше 400 до 1000 |
0,04 |
0,06 |
|
|
1000 до 2500 |
0,06 |
0,09 |
*Допускается только вогнутость.
Для гребного вала, упрочненного обкаткой роликами по ОСТ5.9049-71, величина радиального биения конической поверхности под гребной винт со шпонкой, после обработки не должна превышать величин, приведенных в таблице 10 для нерабочих участков вала. При проверке биения поверхностей вала без их обработки величины биения не должны превышать: для поверхностей фланца (полумуфт)- приведенных в таблице 11; для конической поверхности под гребной винт-0,15мм; биение остальных поверхностей (в том числе облицовок и других рабочих шеек под подшипники) в этом случае не контролируют. Если биение конической поверхности под гребной винт более 0,15 мм по согласованию с инспектором Регистра эти значения могут быть допущены для дальнейшей эксплуатации гребного вала.
После окончательной обработки шейки вала под металлические подшипники скольжения должны иметь шероховатость поверхности не ниже Ra 0,63, овальность и конусообразность (на длине, равной диаметру шейки): для диаметров свыше 120 до 260мм - не более 0,03мм; для диаметров свыше 260 до 500мм - не более 0,04мм; для диаметров свыше 500 до 800мм - не более 0,05мм.
Неплоскостность присоединительной поверхности фланца (полумуфты) контролируют поверочной линейкой на краску. Допускается только вогнутость присоединительной поверхности. При установке линейки а диаметральной плоскости, незакрашенное место может быть только в средней части фланца. Шероховатость наружной цилиндрической, торцовой присоединительной и цилиндрической поверхностей выточки должны быть не ниже Ra 2,5.
Ремонт деталей соединения валов. 4.13 Ремонт фланцевых полумуфт.
Задиры, риски, коррозионные разрушения на внутренней конической поверхности полумуфты, если они незначительны, устраняются запиловкой и зачисткой дефектных мест. Если необходимо, посадочную поверхность полумуфты наплавляют и растачивают. Работы по наплавке выполняют по технологическому процессу, одобренному Регистром России.
После запиловки и зачистки, либо после растачивания коническое отверстие в полумуфте пригоняется на краску по конической поверхности гребного вала. Следы краски должны равномерно располагаться по всей поверхности; число пятен на квадрат 25x25 мм должно быть при длине конуса: до 200 мм - 3, свыше 200 до 320мм - 2, более 320 -1.
На конической поверхности после пригонки допускаются отдельные «лысины», наибольший размер которых не должен превышать 1/5 диаметра конуса в месте нахождения «лысины». Места смятия, либо коррозионных разрушений боковых поверхностей шпоночного паза, заливают и зачищают, если общая площадь поврежденных участков не превышает 15% площади рабочей поверхности паза. При повреждениях и разрушениях на большей площади, боковые поверхности шпоночного паза фрезеруют, либо обрабатывают долблением. После обработки увеличение ширины паза не должно превышать 10% номинального размера. Паз может быть смещен относительно прежней оси. Перекос паза не должен превышать величины, приведенных в таблице 6. Отклонение ширины шпоночного паза должно быть в пределах поля допуска Аз; шероховатость боковых поверхностей - не ниже Ra2,5. Окончательную обработку цилиндрической и торцевой поверхностей фланца выполняют после напрессовки и закрепления и закрепления на валу.
4.14 Гайки гребного вала.
Характерные дефекты: срыв и смятие резьбы, реже - коррозионные разрушения поверхности. Поврежденные участки резьбы калибруют или запиливают. Общая длина участков резьбы неполного профиля не должна превышать 15% всей длины витков резьбы. При значительных повреждениях изготавливают новую гайку, либо отверстие гайки растачивают до полного удаления резьбы, наплавляют и нарезают новую резьбу, подгоняя ее по резьбе вала. При изготовлении новой гайки поле допусков метрических резьб выполняют с отклонениями 6Н (по ГОСТ 16093-70).
Шпонки изготавливают по фактическим размерам шпоночных пазов и, как правило, подгоняют по пазам. Прилегание установленной шпонки к боковым поверхностям паза проверяют с помощью щупа. Суммарный зазор между стенками паза на валу и шпонкой должен быть в пределах допуска Аз, причем зазор может быть с обеих сторон шпонки. После окончательной насадки гребного винта или фланцевой полумуфты между дном шпоночного паза и шпонкой должен быть зазор 0,4-2мм. Болты и гайки фланцевого соединения. Отсутствие трещин на болтах необходимо проверять с помощью магнитной дефектоскопии. Срыв или смятие резьбы устраняют калиброванием или запиловкой дефектного участка. Общая длина участков резьбы неполного профиля не должна быть более 15% всей длины витков. При изготовлении нового болта и гайки поля допусков метрических резьб для диаметров до 80мм должны быть по 6H/6q, а для диаметров свыше 80мм 6H/6h(по ГОСТ 16093-70). Шероховатость поверхности должна быть Ra0,63 для болтов диаметров до 80мм и Rа1,25мм - для болтов больших диаметров.
4.15 Ремонт облицовок гребных валов.
Согласно Правилам Регистра России гребные валы должны быть надежно защищены от соприкосновения с морской водой. Этой цели служат облицовки по всей длине вала. Однако в связи с тем, что изготовление таких облицовок весьма сложно, допускается применение облицовок сваренных из отдельных частей до насадки на вал. Облицовки обычно изготавливают из бронзы БР.ОЦ10-2. В качестве облицовок гребных валов диаметром 120-150мм применяют латуни марок ЛМцЖ55-3-1, ЛМц59-1-1 и бронзы марок БР.Амц9-2Л и БР.ЛЖ9-4Л. В опытной эксплуатации на судах с валами диаметром до 500мм находятся биметаллические облицовки с наплавкой нержавеющей стали на стальные рубашки и с наплавкой порошковой оловянно-цинковой проволоки на стальные рубашки из малоуглеродистой стали с подслоем из сплава МНЖНТ 1-0,2-0,2.
Характерные повреждения облицовок гребного вала можно квалифицировать следующим образом: износ в районе дейдвудных подшипников и особенно в районе дейдвудного сальникового уплотнения; коррозионные и эрозионные разрушения поверхности; образование трещин в зоне сварных швов.
При недостаточном количестве воды, подаваемой для охлаждения и смазки подшипников (в основном набранных из текстолита) были случаи разрушения облицовок из-за температурных напряжений.
4.16 Устранение поверхностных трещин коррозионных и эрозионных разрушений, неравномерного износа.
Трещины на облицовках обнаруживают посредством визуального осмотра, либо с применением цветной дефектоскопии. Отдельные несквозные трещины разделывают до полного их удаления, места разделки зачищают. При сосредоточенных поверхностных трещинах на каком-либо участке для их удаления может быть выполнено обтачивание этого участка облицовки. Зачисткой, либо обтачиванием поверхностей устраняют также и эрозионные разрушения. Неравномерный износ облицовки в районе сальникового уплотнения устраняют запиловкой и зачисткой, либо обтачиванием. Облицовку по всей длине обтачивают, как правило, только в случаях замены набора дейдвудных подшипников.
4.17 Ремонт с применением сварки и наплавки.
Ремонт бронзовых облицовок марки БР.ОЦ10-2 или иностранных марок, по химическому составу соответствующих ей, без снятия с вала дуговой сваркой и наплавкой под флюсом или аргонно-дуговой сваркой освоены на ряде судоремонтных заводах. Механизированной сваркой и наплавкой устраняют: поверхностные трещины, расположенные в любом направлении; сквозные кольцевые трещины в основном металле, околошовной зоне и сварном шве; сквозные продольные трещины; отдельные раковины; язвины и оспины; участки, на которых обнаружено обесцинкование в виде мелких пор, коррозионные разрушения, уменьшение толщины облицовки в районе сальникового уплотнения. Для сварки и наплавки применяются следующие виды проволоки: Б.Амц9-2,БР.кМцЗ-1, БР.ОЦ4-3 диаметром 1,6; 2,0;3,0мм. Проволока должна быть чистой, без следов смазки и загрязнения. Для сварки применяется флюс марки АН-26. Защитный газ аргон используется только высшего или первого сорта.
Участок облицовки с несквозной трещиной должен быть разделен под сварку так, чтобы был обеспечен провар на всем протяжении дефектного участка (рис.5.6). На расстоянии 5мм от концов трещины засверливают отверстия диаметром 5-8мм, глубиной на 5мм больше глубины трещины. Сквозную трещину устраняют, удаляя часть облицовки в районе трещины и устанавливая на сварке вставку из двух полуколец, изготовленную из бронзы марки БР.ОЦЮ-2. Участок облицовки в районе трещины длиной приблизительно 200мм вырезают на станке.
Кромки облицовки и вставки обрабатывают по размерам, приведенным на рисунке 5.7(а). Отверстия для испытания сварного шва выполняют до установки вставки. Места сварки очищают и обезжиривают. Вставку устанавливают и закрепляют хомутом. В зазор между продольными стыками вставки укладывают заранее отожженную красномедную проволоку диаметром 4-5мм и зачеканивают. Вставка должна быть зафиксирована прихватками. На кольцевом стыке не менее четырех прихваток, на продольном стыке их число зависит от длины участка облицовки подвергаемого ремонту, но должно быть не менее двух , длиной 50мм. Участок облицовки и вставки в районе сварного шва перед сваркой должны быть равномерно подогреты до температуры 100-150°С.


|
|

|
|

Рис. 5.7 Разделка под сварку кромок облицовки и вставки. А - кольцевые швы; б - продольные швы; 1 - облицовка; 2 - вставка; 3 - вал; 4 - проволока; в - последовательность наложения валиков (показано цифрами).
Сварка выполняется в аргоне или под слоем флюса. При автоматической сварке вал приводится во вращение на токарном станке с частотой вращения соответствующей скорости сварки, держатель сварочного полуавтомата закрепляют на суппорте станка или на переносной стойке. При полуавтоматической сварке вал устанавливают на роликовые опоры, держатель сварочного полуавтомата перемещают вручную, вал периодически проворачивают. Автоматическую сварку кольцевых стыков выполняют кольцевыми швами при постоянном токе и обратной полярности, полуавтоматическую - отдельными участками снизу-вверх. Режимы сварки различны. При содержании свинца в материале облицовки более 0,05% сваривать стыки необходимо с предварительной наплавкой кромок на толщину 5-7мм и последующей механической обработкой под сварку. Количество проходов определяется в зависимости от толщины свариваемой облицовки.
В качестве примера на рис.5.7(в) цифрами показана последовательность наложения валиков при сварке стыков с наплавкой кромок. Каждый наплавленный валик после предварительной очистки от шлака проковывают пневматическим зубилом с притупленным бойком. Каждый последующий валик шва накладывают после охлаждения свариваемого участка до температуры 100°С. Для охлаждения допускается обдувка чистым сухим сжатым воздухом. Переходы между валиками шва и между валиками и основным металлом должны быть плавными. Качество сварных швов проверяют посредством внешнего осмотра и испытанием сухим воздухом
*
или газообразного азота давления 2 кПа (2 кг с/см ). После испытания полости в районе сварных швов заполняют свинцовым суриком или бакелитовым лаком. В технологические отверстия ввертывают бронзовые гужоны и обваривают, либо их расчеканивают. По согласованию с инспектором
Регистра могут быть
применены другие надежные способы контроля
сварных
швов. На некоторых судоремонтных заводах устранение сквозных трещин на
облицовке выполняют по следующему технологическому
процессу.
Дефектные участки вырезают на станке. Оставшиеся части об
лицовки
сдвигают и налаживают новое кольцо. На оставшихся частях об
лицовки
обрабатывают кромки, подлежащие смещению участки нагрева
ют газовыми горелками до температуры 150-200°С и с помощью домкратов сдвигают
в сторону фланца, обеспечивая зазор в стыках 4-5мм.
Температуру нагрева контролируют термопарой либо термокарандашами
или
термокрасками. В зазор между стыками облицовок укладывают отожженную полосу из
красной меди толщиной 3-4мм и зачеканивают.
В практике ремонта были случаи, когда по каким-либо причинам участок облицовки в районе сквозных трещин вырезали, а вал изолировали, устанавливая стеклоткань на эпоксидной смоле так, как это делают на валах с раздельными облицовками.
Наплавку изношенного участка облицовки в районе сальникового уплотнения выполняют в такой технологической последовательности: изношенный участок обтачивают на станке, очищают и обезжиривают, в том числе и граничащие с ним районы на длину 30-40мм. С каждой стороны наплавляемого участка облицовку обертывают асбестовой тканью на длину 300-400мм в 3-4 слоя. Между границей наплавляемого участка и кромки ткани должно быть расстояние 40-6О мм.
Наплавку выполняют аналогично сварке стыков облицовки кольцевыми швами вразброс в несколько слоев плюс 2 мм на сторону для механической обработки. Каждый валик проковывают зубилами. Наложение следующего валика осуществляется после остывания предыдущего. В процессе наплавки , наложенную на облицовку асбестовую ткань обильно смачивают водой, не допуская нагрева облицовки до температуры выше 60°С.
Рассмотрим замену всей облицовки, либо ее части. Заготовка облицовки должна быть, как правило, цельнолитной. В виде исключения ее можно выполнять из двух и более частей, сваренных до насадки на вал. Насадку облицовок производят в нагретом состоянии. Температура нагрева должна быть 250-300°С. Приспособления, используемые при насадке облицовок на гребные валы вертикальным или горизонтальным способом, должны обеспечивать надежное центрирование насаживаемой облицовки с осью вала. Насадку облицовки осуществляют до упора, установленного в требуемом положении, с учетом припуска на торцах облицовки и изменения ее длины при остывании. Насаженную на гребной вал облицовку подвергают интенсивному охлаждению, для чего со средней ее части удаляют нагревательные устройства, а затем подводят воздушное охлаждение не менее чем с двух сторон. После охлаждения облицовки контролируют ее прилегание к гребному валу. Обычно для этого обстукивают облицовку
Применение полимерных клеев при ремонте гребных валов.
4.18 Номенклатура ремонтируемого оборудования и работ.
Перспектива применения клеев.
В последние годы судоремонтные заводы значительно расширили область применения клеев при ремонте корпусных конструкций и судовых технических средств на основе принципиально новой технологии, значительно сокращающей трудоемкость работ по ремонту оборудования, объем наплавочных работ, станочных и ручных пригоночных операций. Благодаря этой технологии повышается производительность труда, достигается экономия материалов и других видов ресурсов, что в конечном счете приводит к существенному сокращению продолжительности ремонта судна и в том числе его докования. Техническая и экономическая эффективность новой технологии определяется также и тем, что для ряда узлов и деталей повышается межремонтный ресурс времени и исключается при дальнейшей эксплуатации появление характерных повреждений, например, от коррозионных повреждений, имевших место до ремонта.
Ремонт гребных валов с помощью клеев получил в настоящее время довольно большое развитие. Практически все соединения деталей валопровода , за исключением пар трения, ремонтируются с использованием клеев. На основе применения клеев при ремонте валопроводов судов, а также работ выполняемых
при ремонте других технических средств, можно наметить номенклатуру работ при ремонте механического оборудования. К числу таких работ можно отнести:
А. Восстановление посадок деталей, передающих крутящий момент при помощи цилиндрических и конических соединений со шпонкой и без шпонки (посадки полумуфт, зубчатых колес, маховиков и других деталей на валах).
Б. Восстановление изношенных поверхностей и посадок деталей типа корпус-втулка, вал-облицовка и других.
В. Восстановление посадок в соединениях корпус-подшипник качения или скольжения и подшипник качения - вал.
Г. Ремонт и сборка коррозированных фланцевых соединений деталей.
Д. Установка болтов взамен призонных, ремонт шпоночных и шлицевых соединений.
Е. Защита деталей от коррозии (корпуса, крышки, вала и другие детали различного механического оборудования.
4.19 Требования, предъявляемые к клеям и их свойства.
В механосборочном производстве и при ремонте корпуса судна рекомендуются клеи, приведенные в таблице 12. Эти клеи предназначаются для применения на кораблях и плавающих средствах с неограниченным районам плавания. Приведенные в таблице клеи холодного отвердения обладают стойкостью к бензину и маслу, вибрации, грибным образованиям и при работе в тропических условиях. Они горят только в постороннем источнике пламени, не поддерживая горения. Температура обугливания этих клеев 280°-300°С. Клеи на основе смол ЭД-20, ЭД-16 и компаунда К-153 используют для склеивания сухих поверхностей при температуре окружающего воздуха не ниже 15°С и относительной влажности не более 75%. При температуре не ниже 0°С и влажности воздуха не более 75% применяют клеи УП-50177, УП-5-177-1, при температуре воздуха не ниже минус 5°С применяют полиуретановые клеи марок «Спрут-5М» и « спрут-9М», особенно при повышенной влажности окружающей среды.
Прочность клеевых соединений зависит от вида и количества наполнителя, от толщины пленки клея в соединении, качества подготовки поверхностей и приготовленного клея, процесса отвердения и полимеризации. Нагрев деталей осуществляется при помощи калориферов, индукционных электронагревателей, инфракрасных излучателей, гибких электронагревательных лент, пара, ламп (форсунок) типа «Вулкан», газовых горелок и др. При нагреве деталей необходимо контролировать режим нагрева, не допуская перенагрева сопрягаемых деталей. При необходимости нагрев осуществляется с перерывами. Во избежание быстрой полимеризации вводить отвердитель допускается при температуре компонентов не выше 25°С. Нагревать смолу рекомендуется в закрытой емкости, помещенной в воду, имеющую температуру 35°-50°С. Для измерения температуры могут использоваться термометры, термокарандаши, краски, чувствительные к изменению температуры.
Основные свойства клеев, применяемых в судоремонте.
Таблица 12
|
Номер клея |
Марка |
Прочность МПа, не менее |
Температура детали при применении клея, °С |
Время жизнеспособности при 20°С ,ч |
Время полного отвердения, ч |
Время полимеризации, ч |
Температурный интервал эксплуатации,°С |
|
|
при сдвиге |
при сжатии |
|||||||
|
1 |
K-153 |
13 |
160 |
15-35 |
0,7-1.0 |
24-при20°С 12-прн35°С 3 - при 60°С |
72-при20°С 24-при35°С 0 - при 60°С |
от - 60 до +60 |
|
2 |
УП-5-177 |
18 |
148 |
0-35 |
2,0-3,0 |
24 - при 20°С 12-при35°С 3-при 60°С |
168-ггри20°С 24 - при 35°С 6 - при 60°С |
ОТ -40 ДО+150 |
|
3 |
УП-5-177-1 |
13 |
132 |
Не ниже -5°С |
3-при 60°С |
6 - при 60°С |
от -40 до +150 |
|
|
4 |
Спрут-5М |
Не менее 2,5 |
24 - при более 0°С |
от -60 до +150 |
||||
|
5 |
Спрут-9М |
Не ниже -5°С |
Не менее 1,0 |
24 - при более 0°С |
от-60до+ 100 |
4.20 Фланцевые соединения валопроводов.
Фланцевые соединения судовых валопроводов являются более распространенными из всех видов соединений валов, применяющихся в судовом машиностроении. Фланцы могут быть откованы заодно с валами или соединятся с ними фланцевыми полумуфтами. В обоих случаях для соединения фланцев применяют цилиндрические или конические болты. Фланцевые соединения должны отличаться высокой надежностью при передаче крутящего момента и упора винта, а также долговечность в условиях знакопеременных нагрузок. Цилиндрические болты фланцевых соединений устанавливают на посаде типа H7/h6 или Н7/s6 конические болты выполняют путем пригонки при их обработке на станке по коническим отверстиям во фланцах.
4.21 Установка цилиндрических болтов.
Фланцевое соединение судового валопровода с цилиндрическими болтами, устанавливаемые с помощью клея, показано на рис. 5.8.
В этой конструкции валы с раздельно обработанными в каждом из фланцев отверстиями собраны с помощью болтов, на цилиндрической поверхности которых наполнены цилиндрирующие прокладки (платики), а образованный между отверстиями фланцев и болтами зазор - заполнен клеем. При центрировании болтов с помощью прокладок гарантируется отверстие касания болта с отверстием фланцев и полное заполнение зазора по всему периметру и длине. Заполнение зазора необходимо осуществлять под давлением после стягивания фланцев. Для этой цели в болтах выполняют подводящий канал в виде осевого и радиального сверлений и отводящий канал в головке болта, противоположного ему направлений. Следует отметить, что при использовании таких каналов в болтах можно заполнять зазор при любом расположении фланцев в пространстве. При заполнении зазора после стягивания фланцев не может произойти утечки клея при выполнении этой операции. Диаметр проводящего канала 5-8мм. Меньший диаметр выполняют при диаметрах болтов до 50мм. Размеры отводящего канала: глубина 3-4мм, ширина 8-10мм. Болты на клее при ремонтах валов устанавливают, как правило, при замене одного их валов (обычно гребного) или при повреждениях поверхностей отверстий фланцев и болтов при монтажно-демонтажных операциях. Шероховатость поверхностей болтов и отверстий для болтов во фланцах (в случае их обра-ботки),на участке соприкосновения с клеем составляет Rz20-40.
|
Рис.5.8 Фланцевое соединение валопровода с цилиндрическими болтами. |

1 - болт; 2 - отводящий канал; 3,5 - фланцы; 4 - зазор, заполненный клеем; 6 -центрирующие прокладки (платики); 7 - подводящий канал; 8 - гайка; 9 -уплотнение; 10 - кольца центрирующие; 11 - труба; 12 - пресс винтовой.
4.22 Установка конических болтов.
Одновременно с работами по установке на клеи цилиндрических болтов, началось выполнение аналогичных работ при сборке фланцевых соединений судового валопровода с коническими болтами. Конические болты слабо стягивают фланцы, на сопрягаемых торцовых поверхностях фланцев не обеспечиваются необходимые усилия, степень передачи крутящего момента посредством сил трения на поверхностях фланцев мала. В конструкциях валовых соединений судовых валов, у которых конические, болты установлены с помощью клея, обеспечивается надежное стягивание фланцев, а степень передачи крутящею момента посредством сил трения на торцах фланцев такая - же как при установке цилиндрических болтов. Суть конструкций заключается в том, что на части длины болта, равной 0,9-0,4 толщины фланца, обеспечено сопряжение конических поверхностей болта и фланца со стороны большого основания конуса, а на остальной части болта- зазор, выполненный клеем.
4.23 Установка облицовок на гребные валы с применением
клеев.
Технология соединения облицовок с гребными валами с помощью клеевого состава, запрессовываемого под давлением в кольцевой зазор между облицовкой и валом, разработана ЦНИИТС. Для обеспечения соосности облицовок с валами и создания равномерного кольцевого зазора между склеиваемыми поверхностями на валу выполняют центрирующие плоскости из стеклопластика шириной 30-40 мм. Толщина поясов 1,2 мм для валов диаметром до 300 мм, 1,5 мм для валов диаметром свыше 300 мм и 2,0 мм для валов диаметром свыше 500 мм. Для подачи клеевого состава и выхода вытекающего воздуха из зазора в облицовках, выполняют пробки из такого же материала, что и облицовка. Для формирования клеевого соединения необходимо обеспечить следующие давления (а) в клеевом составе: для валов диаметром до 300 мм-2,5МПа; свыше 300 и до 500 мм-2,ЗМПа; свыше 500 мм-2,0 МПа. Такое давление создается в жидком клеевом составе после заполнения зазора, при этом упругие деформации, вызываемые расширением облицовки, достаточны для компенсации осадки клея при полимеризации и создают остаточные контактные давления на затвердевший слой клея не менее 1МПа. Механическая обработка поверхностей гребного вала, облицовки и центрирующих поясов выполняется с соблюдением следующих требований: поверхность вала под облицовку с допуском h9, шероховатостью Ra5; отверстие в облицовке с допуском Н9, НИ, шероховатостью Ra5-10; посадочные поверхности центрирующих поясов с допуском /9, шероховатость Ra10. Насадку облицовок осуществляют в закрытом помещении. Технологический процесс выполняют в следующей последовательности. Внутреннюю поверхность облицовки промывают бензином и ацетоном. На вал устанавливают облицовку и монтируют уплотнения ЛА торцов облицовки. Клеевой состав нагнетают в зазор между облицовкой и валом с помощью пресса, состоящего их двух камер, разделенных поршнем. Малую камеру заполняют клеем, в большую - подают сжатый воздух. Затем проверяют качество заполнения кольцевого зазора. В отверстие для выхода воздуха вворачивают пробку. Окончательную обработку облицовки можно выполнять не ранее чем через 5 суток после насадки. Монтаж вала может производиться только при полимеризации клеевого состава (20-25 сут.). При таком способе насадки облицовок можно повысить надежность водопроводов, благодаря снижению напряжений в облицовках и улучшению защиты от электрохимической и фрикционной коррозии; прочность клеевых соединений металлических облицовок превышает прочность подобных прессовых соединений; насадка облицовок с помощью клея может быть применена на гребных валах судов всех классов без ограничения по диаметру, в том числе и для крупнотоннажных судов.
5. Расчет гидропрессового способа насадки полумуфты гребного вала.
5. Расчет гидропрессового способа насадки полумуфты гребного вала. Выбор типоразмера гидродомкрата.
5.1 Исходные данные
Номинальный крутящий момент на валу: М = 53-104Н*м
Большой диаметр конуса вала:
Д - 0,532 м (532 мм)
Диаметр расточки конуса вала: d = 0,140м (140 мм)
Длина контакта сопрягаемых конических поверхностей: L= 0,750 м (750 мм)
Конусность соединения: К = 1 : 15
Средний диаметр конуса вала: Дер = 0,507 м (507 мм)
Наружный диаметр ступицы полумуфты в среднем сечении:
Дн= 0,730м (730 мм)
Материал вала - поковка стальная 36х2Н2МФА
Gтв = 600 МПа (60 кг/мм2)
e1 = 20*104 МПа (2,0*104 кгс/мм2) Mi- 0,30
Материал полу муфты - поковка стальная КП50:
GT.CT = 500MПa Е2 = 21*104МПа (2,1*104 кгс/мм2)
М2 = 0,3
Коэффициент запаса несущий способности соединения n = 5,2
|
|

|
Величина контактного давления: |
|
|

Напряжения кручения в материале вала в сечении по среднему диаметру конуса от действия номинального крутящего момента.
Где Lф=0,690м fT=0,15
|
|

|
Величина диаметрального натяга: |
|
|

Осевое перемещение полумуфты по концу вала при окончательной насадке:
Усилиепредварительной напресовки полумуфты для определения начального положения:
Qн=0,05gFф(fт+0,5k)=0,05•67,5•l,098(0,15+0,5•)=0,678•106H
Fф=piДсрLф=3,14*0,507*0,69=1.098
Усилиеокончательной напресовки полумуфты сподачеймасла на сопрягаемые конические поверхности:
Q= pFФ(fм+ 0,5к) = 77 • 1,098 (0,01+0,033) = 3,66*106Н
р=1,15, g= 1,15*67,5 = 77 МПа fм = 0,01 Максимально допустимое усилие напресовки:
Qmax= pid1HKnKMтB= 3,14*0,3535*0,22*0,87*0,55*300 = 35,05*104Н
где, d1 = dH- 1,0825 Р = 0,36 - 1,0825*6 *10-3 = 0,3535 dH= 0,36м
Р = 6- 10-3м
Н = 0,22м Кп= 0,87 Км - 0,55
тв= 0,5 • Gтв= 0,5 • 600 = 300 МПа Приведенное напряжение на внутренней поверхности вала
|
|

Из условия прочности: G2 < 0,4 Gтв =146,1 < 300 МПа
Приведенное напряжение на внутренней поверхности ступицы
|
|

Из условия прочности: (Gз < 0,75 • Gтст= 234,4 < 375 МПа
Наосновании произведенныхрасчетов гидропрессового способа
насадки полумуфты на гребной вал выбираем номер типоразмера
гидродомкрата 7.
Диаметры кольцевого плунжера гидродомкрата:
а) малый-610 мм; б) большой - 890 мм;
Насадку фланцевой полумуфты на вал производят следующим способом. Корпус гидродомкрата фиксируют гайкой на резьбовом конце вала. При подаче масла под поршень последний, перемещаясь в основном направлении, насаживает, фланцевую полумуфту на конус гребного вала и создает диаметральный натяг.
6. Правка гребных винтов.
6. Правка гребных винтов.
6.1 Правка латунных гребных винтов.
Правку латунных гребных винтов следует производить в горячем состоянии с приложением статической нагрузки на прессах или другом оборудовании, позволяющем развить необходимые усилия. При отсутствии такого оборудования гребные винты можно править с приложением динамической нагрузки. Правка должна осуществляется на жестких металлических подкладках, позволяющих выправить деформированную часть лопасти и вместе с тем предотвратить деформацию лопасти на соседних участка.
При правке как статической, так и динамической нагрузкой во избежание образования трещин металл винта вместе правки и в соседней зоне, располагающейся на 200-300 мм от границ деформированных участков, должен быть нагрет до температуры, при которой возрастает его пластичность и снижается предел текучести.
Для марганцевых латуней, близких по химическому составу к латуни ЛМцЖ55-3-1, благоприятное с точки зрения правки изменение механических свойств материала винта происходит при температуре 500°С и выше, поэтому температура 550°С рекомендуется для марганцевых латуней как нижний предел. Дальнейший нагрев приводит к еще большему снижению предела текучести и росту пластичности латуни и, следовательно, по-зволяеТй затрачивать меньше усилий на правку винта. Вместе с тем очень сильный нагрев винта может привести к оплавлению лопасти, что недопустимо. Поэтому верхний предел температуры винта при нагреве должен быть 780-800°С.
Среди латунных гребных винтов зарубежного производства встречаются такие гребные винты при нагреве, материал которых характеризуется «провалом»
пластичности в некотором интервале температур. Поэтому для уточнения нижнего предела температуры правки таких винтов необходимо определить механические свойства материала винта при повышенных температурах. Для этого целесообразно из конца поврежденной лопасти вырезать круглые образцы с диаметром рабочей шейки 3-6мм и испытать их на растяжение при температуре 400,450,500,550 и 600°С.
Рекомендуемая температура правки должна поддерживаться постоянной на протяжении всего участка, подогреваемого правке. Не допускается, что бы на данной лопасти одна граница участка была нагрета до нижнего предела, а другая -до верхнего. Одновременный нагрев лопасти в пределах одного участка, подвергаемого правке, может привести к образованию как поверхностных, так и сквозных протяженных трещин вследствие значительных растягивающих напряжений, возникающих в менее
нагретых участках под воздействием более нагретых соседних участков. Для полного исключения возможности образования трещин при нагреве лопасти необходимо. Чтобы граница нагретого участка приближалась к прямой линии. Совершенно недопустимо, чтобы изотермы при правке были замкнутыми кривыми.
Температуру нагрева винтов из латуни ЛАМцЖ67-5-2-2 при правке рекомендуется поддерживать в интервале 600-800°С.
Однако следует иметь в виду, что это не значит, что в пределах одного участка, подвергаемого правке, температура нагрева может колебаться в указанных пределах. Она должна быть одинаковой или очень незначительно различаться во всех точках участка, непосредственно подвергаемого участка.
При меньших толщинах рекомендуемого участка можно ограничиться температурой нагрева по нижнему пределу, при больших толщинах - по верхнему. Это позволит при меньших усилиях более производительно выполнить работы по правке.
Скорость нагрева не должна превышать 20-25°С/мин при толщине лопасти в месте правки, не превышающей 40мм, и 15-20°С/мин - при большей толщине.
Если латунь характеризуется «провалом» пластичности при повышенной температуре, скорость нагрева должна быть снижена до 10°С/мин и менее. Особое внимание следует обратить на характер охлаждения нагреваемого места. Если охлаждение происходит не равномерно и какой-то участок охлаждается с большей скоростью в силу воздействия посторонних факторов, например отсутствия части лопасти, наличие сквозных трещин, то во избежание новых трещин следует в процессе охлаждения лопасти осуществлять сопутствующий периодический подогрев участка, подверженных быстрому охлаждению с тем, чтобы перепад температур нагретой части лопасти на длине 400-500мм не превышал 40-60°С.
6. 2 Правка бронзовых гребных винтов.
Правка бронзовых гребных винтов в горячем состоянии по сравнению с правкой латунных гребных винтов сопряжена с большими трудностями. Правка бронзовых гребных винтов производится при более высоких температурах:
бронзы типа АЖН9-4-4, «Никалиум» и других марок, близкие по химическому составу, рекомендуется править в горячем состоянии при температуре 700-900°С;
бронзы типа «Нева-70», «Суперстон-70», «Новостон» и других марок, близких к ним по химическому составу, - при температуре 700-850°С. У некоторых бронз, особенно алюминиево-железо-никелевых (АЖН9-4-4 и
т.п.), в незначительный предел температур может вызвать образование протяженных трещин.
Необходим тщательный контроль температуры, чтобы вовремя предупредить неравномерный нагрев. Граница нагретого участка обязательно должна быть прямой линией. Совершенно недопустимо производить правку при температуре ниже 700°С, поэтому правку в горячем состоянии следует начинать при температурах, близких к верхнему пределу, и немедленно прекращать ее, когда температура упадет до нижнего предела. Скорость нагрева части лопасти не должна превышать 10-12°С/мин для бронз, близких по химическому составу к бронзе Бр.АЖН9-4-4, и 12-15°С/мин для бронз, близких по химическому составу к бронзе «Нева-70».
Из-за высокой теплопроводности бронз происходит усиленный отвод тепла от места нагрева, поэтому целесообразно прилегающие к месту правки части лопасти укрыть с двух сторон асбестовым полотном. Правку бронзовых гребных винтов следует осуществлять с применением прессов, различных домкратов и другого оборудования, позволяющего выполнять безударную правку. Применение ударной правки можно допустить только на кромках лопастей с применением жестких подушек.
Горелки, используемые для правки бронзовых гребных винтов, должны иметь мягкое сосредоточенное пламя. Обычно используют воздушно-керосиновые горелки либо горелки, работающие на соляровом масле. Из-за больших размеров факела горелку устанавливают на большом расстоянии от нагреваемого винта (до 1-1,5мм). Этим достигают одновременный нагрев всей части лопасти, подвергаемой правке.
Нагрев лопастей можно использовать также с помощью открытых коксовых печей. Важно только, чтобы перепады температуры в пределах нагреваемой части лопасти были незначительными.
Если правке подвергают бронзовый винт, состав которого отличается от упомянутых выше бронз, необходимо из конца лопасти вырезать образцы и подвергнуть их испытанию на растяжение и ударную вязкость в интервале температур 400-700°С.
После уточнения температуры охрупчивания материала можно установить нижний предел температуры правки для данного гребного винта. Верхний предел температуры правки должен быть на 80-100°С ниже температуры плавления бронзы.
Правку в холодном состоянии допускается производить при незначительной деформации кромок (до 20°)и толщине лопасти винта, не превышающей 15-20мм.
6. 3 Правка стальных гребных винтов.
Только незначительные повреждения стальных гребных винтов могут быть выправлены в холодном состоянии, например деформация кромок на утол до 20° при толщине лопасти, не превышающей 15мм. Во всех остальных случаях правку стальных гребных винтов рекомендуется проводить в горячем состоянии. Гребные винты из углеродистой стали марок 25Л, 35Л и другие , близкие к ним по химическому составу рекомендуется править при температуре 700-850°С поскольку после правки последующая термическая обработка необязательна, рекомендуется скорость охлаждения гребного винта после правки снизить до минимума; для этого сразу после прекращения правки лопасть следует тщательно укрыть асбестовым полотном. Если правка производится на открытом воздухе, гребной винт следует защитить от атмосферных осадков, ветра и сквозняков.
Нагрев следует осуществлять равномерно, избегая получения замкнутых изотерм. Изотермы должны быть прямыми линиями либо слегка искривленными, если правка гребного винта производится в непосредственной близости от кромки.
Правку гребных винтов из нержавеющей стали марки 1Х14НДЛ и из других сталей, близких к ней по химическому составу, рекомендуется проводить в горячем состоянии при температуре 750-850°С, периферийные части лопастей допускается править при температуре 600-700°С без последующей термической обработки, однако в этом случае нагрев при правке должен быть равномерным, изотермы должны приближаться к прямым линиям как в процессе нагрева, так и во время охлаждения.
Температуру нагрева лопастей при правке контролируют контактными термопарами или радиационными пирометрами. Применение термокарандашей либо термокрасок для определения температуры нагрева винтов из нержавеющей стали в случае, если правка производится при температуре 600-700°С, нельзя допускать, поскольку легко ошибиться при определении верхнего предела температур.
Стали, типа 1Х14НДЛ, отличаются низкой теплопроводимостью, поэтому гребные винты из этих сталей надо нагревать равномернее и медленнее, чем из медных сплавов. Скорость нагрева винта для правки не должна превышать 8-10°С/мин. После завершения работ по правке винта лопасть следует укрыть асбестовым полотном для медленного охлаждения.
6. 4 Правка гребных винтов без съема с вала.
Действующие нормативные материалы предусматривают правку гребных винтов, снятых с вала, в цехах. Поэтому для правки рекомендуется использовать процессы, имеющиеся на заводах, а также различные источники нагрева, позволяющие получить рассредоточенное пламя и обеспечить равномерный нагрев лопасти на большой поверхности.
Если возникает необходимость выправить лопасть гребного винта, находящегося на плаву в горячем состоянии с помощью горелок, в которых в качестве окислителя используется воздух, эту работу на площадках ограниченных размеров выполнить практически невозможно. Потребуется такая сложная технология, что эффекта от ремонта гребного винта на плаву не будет.
При использовании горелок, работающих на воздухе, образуется очень большой факел и рабочие в процессе нагрева винта не могут там находиться, так как возникает опасность получения ожогов. Рабочие могут приблизиться к винту только после прекращения нагрева. За это время лопасть на столько успевает остыть, что производить правку уже нельзя. Кроме того, если одновременно нагреть всю часть лопасти, подвергаемую правке, то при отсутствии жестких подкладок (в условиях правки на плаву такие подкладки из-за большой массы и неудобства закрепления не могут быть использованы) восстановить первоначальную форму лопасти чрезвычайно сложно.
Совсем другая картина получается в случае нагрева лопасти узкими полосами, по которым происходит правка лопасти независимо от того, в какой точке прикладывается усилие.
Нагрев лопасти узкими полосами (100-150мм) возможен при использовании газокислородных горелок, характеризующихся высокой концентрацией теплового потока. Правда, после нагрева лопасти газокислородными горелками, в которых используются в качестве горючего газа ацетилен либо его заменители (пропан-бутан, природный газ, пары керосина и др.), в лопасти возникают значительные остаточные напряжения.
Однако благодаря проведению последующей местной термической обработки выправленной лопасти опасные остаточные напряжения снижаются до безопасного уровня. Снижаются таким же образом сварочные напряжения. С точки зрения образования остаточных напряжений, концентрированное пламя газокислородных горелок не опасно, трудности возникают в другом; при использовании концентрированного пламени возрастает опасность неравномерного подогрева части лопасти и наведения искривленных изотерм, обусловленных большим перепадом температур в месте нагрева. Вследствие неравномерного нагрева лопасти могут возникнуть поверхностные и протяженные трещины.
Предотвратить образование трещин при нагреве винта концентрированным газокислородным пламенем можно, но для этого требуется точно соблюдать изложенные ниже требования: расстояние от ядра пламени до нагреваемой поверхности должно быть не менее 30-40мм; горелки надо постоянно перемещать, осуществляя ими одновременно вращательные движения по окружности, диаметр которой равен ширине полосы нагрева, с частотой 30-40 об/мин и возвратно-поступательное движение в пределах отведенной полосы нагрева со скоростью 1,0-1,5м/мин. Ширину полосы нагрева принимают равной 1,5-2,0 S (S-максимальная толщина лопасти в пределах полосы нагрева), но не менее 80мм. Количество горелок выбирают исходя из площади сечения лопасти вдоль полосы нагрева:
^
на каждые 120-15 Осм поперечного сечения лопасти - одна горелка. Нагрев целесообразно осуществлять с двух сторон, располагая большую часть горелок со стороны действия растягивающих усилий. Если количество горелок четное и превышает три, можно делить горелки поровну. При количестве ф горелок три и меньше и максимальной толщине лопасти в месте нагрева, не превышающей 40мм, нагрев можно осуществлять только с той стороны, на поверхности которой в процессе правки приходят деформации растяжения.
Для правки лопастей без съема с вала имеются устройства, при использовании которых точкой опоры служит сама лопасть. Недостатком подобных устройств является их изначальная масса и необходимость применения грузоподъемных средств.
Черноморский ЦПКБ разработано устройство для правки гребных винтов на плаву, которое лишено перечисленных недостатков, так как каждый из элементов устройства двое рабочих легко крепят к лопасти.
Устройство для правки гребных винтов на плаву (рис. 1-5) состоит из поперечной! и продольной 3 балок (рис.1). Поперечную балку устанавливают на лопасть в положении, близком параллельному по отношению к предполагаемой полосе нагрева, и закрепляют болтами. Для возможности правки гребных винтов различных размеров поперечная балка на одном конце соединения с передвижной скобой-струбциной 2, последняя (рис.3), передвигаясь по балке, позволяет закреплять ее на лопастях шириной от 1 до 2,5м. Поперечную балку (рис.2) прикрепляют к лопасти с зазором таким образом, чтобы между балкой и поверхностью лопасти проходила продольная балка.
Продольная балка может занимать различные положения и быть ориентированной как вдоль оси лопасти, так и под различными углами к ней. Хомут 4 (рис.1) удерживает продольную балку от самостоятельного перемещения относительно поперечной балки и лопасти. Продольная балка снабжена винтом 4 (рис.4), установленным в ползуне 5, с которым он может перемещаться вдоль продольной балки, занимая нужное положение.
Если нажимной винт находится между поперечной балкой и выправляемый концом лопасти, правка происходит в направлении к поверхности лопасти, на которой установлены балки. Если нажимной винт находится между поперечной балкой и ступицей, правка происходит в противоположном направлении.
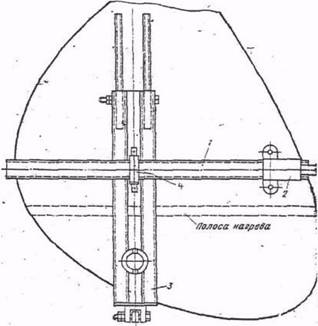
Рис. 1. Устройство для правки лопастей гребных винтов на плаву
|
|

1 - поперечная балка; 2 - струбцина; 3 - продольная балка: 4 - хомут.
|
|

|
|

|
|

|
|

|
|
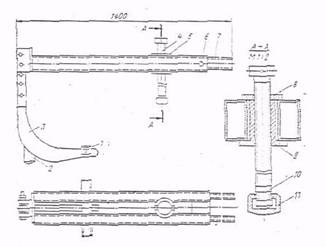
|
|

|
|

|
74 |
Таким образом, описанное приспособление, отличается простотой конструкции, позволяет производить правку лопастей в различных направлениях без его перестановки, поскольку точками опоры для продольной балки являются конец лопасти - нажимной винт - поперечная балка при правке лопасти в направлении к поверхности, на которой расположены балки, и конец лопасти -
поперечная балка - нажимной винт при правке лопасти в противоположном направлении.
В первом случае продольную балку Г-образной скобой 3, на свободном конце которой расположена опорная сферическая пята 1, через которую передается на лопасть усилие, развиваемое нажимным винтом 4, во втором случае продольную балку снабжают упорным стержнем, либо Г-образная скоба упирается в лопасть нижней пятой 2. Для предотвращения образования вмятин под опорными пятами устанавливают подкладки либо опорные балки 11, рабочая поверхность которых имеет цилиндрическую форму (рис.5).
Подкладки следует применять во всех случаях, когда конец лопасти прогрелся до высокой температуры вследствие близкого расположения полосы нагрева.
Правку кромок целесообразно производить с помощью скобы С-образной формы, для чего зев скобы должен быть длиной до 100-3 00мм. К опорным поверхностям С-образной скобы во избежание вмятин на лопасти необходимо править поперечные планки, рабочая поверхность которых имеет цилиндрическую форму, либо приварить опорные пяты со сферической формой рабочей поверхности.
Для ускорения процесса могут быть установлены две и более продольные бланки, причем одни могут быть настроены на прижим конца лопасти, другие - на отжим. Необходимость в одновременном использовании нескольких продольных балок может быть обусловлена сложной деформацией лопасти, которая захватила большую площадь. Наличие нескольких опорных точек, расположенных с противоположных сторон лопасти, позволяет перемещать в нужном направлении отдельные участки либо зафиксировать положение одних участков и переместить другие. Слишком большое количество продольных балок затрудняет процесс контроля геометрии винта. Поэтому число продольных балок должно бать таким, чтобы можно было достаточно быстро осуществлять правку, и при этом, была возможность постоянного контроля геометрии винта с помощью реек, свободно перемещающихся между продольными балками.
Если лопасть деформирована на большой угол (90-180°), предварительно стоит отогнуть конец лопасти на длине 100-200мм для возможности установки продольных балок. Когда лопасть за исключением отогнутого конца выправлена, производят правку отогнутого конца лопасти.
Правку выполняют в такой последовательности:
1)На нагнетательной поверхности деформированной части лопасти наносят термостойкой краской или мелом линии в радиальном направлении, по которым с помощью реек можно определить положение выправляемой части лопасти относительно недеформированной корневой части (в случае, если ступица находится под водой).
Если нагнетательная часть имеет сложную форму и имеется чертеж гребного винта, после предварительной правки гребного винта целесообразно проверить геометрию лопасти по изготовленному шаблону, состоящему из ряда продольных и поперечных реек, скрепленных между собой и ох
• на открытом воздухе под воздействием температуры окружающего воздуха, повышенной влажности, осадков, что вызывает переохлаждение или перегрев тела и, как следствие возможность простудных, легочных и т.п. заболеваний;
• в замкнутых и труднодоступных судовых отсеках и помещениях, что приводит к значительным неудобствам, трудным положениям тела при работе, вызывает дополнительные физические нагрузки и преждевременную усталость;
ослабляет внимание и повышает опасность для работающих; ватывающих всю часть лопасти. По рейкам наносят на лопасть точки, несоответствующие чертежу, с указанием величины отклонений и направления правки. Эти данные учитывают при окончательной правке. Если неповрежденная и недеформированная лопасть, шаблон можно изготовить по этой лопасти. При отсутствии чертежа и необходимости правки всех лопастей последние проверяют по радиально расположенным линейкам.
2) На недеформированную часть лопасти на расстоянии 200-3 00мм от границы деформированного участка устанавливают и закрепляют поперечную балку. Поперечную балку можно устанавливать с той стороны лопасти, с которой обеспечиваются наиболее благоприятные условия выполнения работ, нахождения рабочих-ремонтников и контроля за геометрией винта.
3)На нагнетательную поверхность наносят линии вдоль границы деформированной части лопасти. Если эта линия прямая, то затем размечают первую полосу нагрева, одной из границ которой является уже нанесенная линия, а вторую границу наносят параллельно первой на расстоянии, определяемом способом, описанным ранее. Затем эту полосу наносят на засасывающую поверхность.
4) Устанавливают и прижимают к лопасти прижимными болтами продольные балки. Если деформация произошла в одной плоскости, можно ограничиться одной продольной балкой. Опору в этом случае прижимают к наиболее удаленной части лопасти и не передвигают ее до тех пор, пока
вся лопасть на будет выправлена, за исключением периферийных участков, которые выправляют с помощью С-образных скоб.
5) Нагревают лопасть в пределах размеченной полосы и при достижении температуры правки посредством нажимного винта создают усилие на конце лопасти. Когда лопасть в пределах полосы выправится, правку прекращают, нагретое место укрывают асбестовым полотном и лопасть остывает до температуры 150-200°С.
6) Параллельно выправленной полосе размечают новую полосу и нагрев лопасти повторяют. По достижении температуры правки вновь создают усилие на конце лопасти. Когда лопасть в пределах второй лопасти выправиться, правку прекращают, нагретое место укрывают асбестовым полотном и лопасть снова остывает до температуры 150-200°С. В таком порядке лопасть правят в пределах нагреваемых полос, постепенно перемещаясь к кромкам.
В процессе правки вблизи кромок лопасти могут образоваться бухтины. Последние выправляются с помощью С-образных скоб. Сами кромки можно выправить ударом молотка. Удары следует наносить по подкладке.
7) Если деформация лопасти произошла не в одной плоскости, устанавливают несколько продольных балок. Нагрев также осуществляют полосами, причем полосы могут быть несколько искривленными, огибающими границу деформированной части лопасти. Правку выполняют в очередности, указанной выше.
Описанная технология правки приемлема для правки на плаву гребных винтов из различных сплавов. Отличными являются температура нагрева, скорость нагрева и скорость правки. Материалы, характеризующиеся «провалом» пластичности при повышенных температурах (бронзы АЖН9-4-4, «Никалиум» и др.), должны подвергаться правке при строгом соблюдении приведенных выше режимов нагрева.
7. Мероприятия по охране труда при ремонте гребных валов.
7. Мероприятия по охране труда при ремонте
гребных валов.
7.1 Условия труда при выполнении слесарно-ремонтных работ в судоремонте.
Условия труда для большинства профессий в судоремонте, в том числе и для профессии слесаря - судоремонтника таковы, что работающие подвергаются одновременному воздействию различных опасных и вредных производственных воздействий: физических, химических, биологических и психо- физиологических. Это увеличивает опасность производственного травматизма и профессиональных заболеваний:
• на открытом воздухе под воздействием температуры окружающего воздуха, повышенной влажности, осадков, что вызывает переохлаждение или перегрев тела и как следствие, возможность простудных, легочных и т.п. заболеваний;
• в замкнутых и труднодоступных судовых отсеках и помещениях, что приводит к значительным неудобствам, трудным положениям тела при работе, вызывает дополнительные физические нагрузки и преждевременную усталость, ослабляет внимание и повышает опасность для работающих;
• при повышенной загрязненности окружающей среды промышленной пылью, газами, парами;
• при значительных уровнях шума и вибрации, создаваемых пневмоинструментом и другими средствами механизации.
7.2 Организация безопасных условий труда при выполнении ремонтных работ.
При организации и проведении ремонтных работ должны строго соблюдаться требования изложенные в инструкциях, стандартах, конструкторской и технической документации. В целях обеспечения безопасных и безвредных условий труда необходимо в каждом конкретном случае тщательно продумать план безопасной организации и проведения работ. Это касается устройства рабочих мест, рационального размещения оборудования, приспособлений и инструмента, выбора места и способа установки вала и т.п. Перед началом работ мастер обязан ознакомить рабочих с планом проведения работ, развести их на рабочие места, проинструктировать по технике безопасности, обеспечить защиту от травм (защитить органы зрения, слуха с помощью специальных средств).
Ремонт валопровода связан с подъемом, опусканием перемещением и транспортировкой тяжелых деталей. Поэтому для выполнения указанных операций широко применяют устройства и оснастку: тали, лебедку, тельферы, стропы, скобы и пр. Все эти средства должны иметь не просроченные клейма или удостоверения, свидетельствующие об их пригодности к работе. Перед началом работ осматривают подъемные устройства и оснастку. При подъеме грузов не допускается применение стропов имеющих 10% обрывов проволок на шаге овивки для крестовой овивки и 5% для канатов односторонней овивки, 40% износа проволок стропов, стропов с изломами, ржавых и деформированных. Стропить гребной вал следует только в соответствии со схемой строповки.
Запрещается находиться в отсеке под опускаемым грузом до его установки.
Запрещается перегружать стропы, тали, гидравлические и винтовые домкраты ориентируясь при этом на бирки, таблички, манометры, говорящие об их грузоподъемности.
Для местного освещения использовать только специальные светильники (напряжением 12В), с защитной лампой, изолированным корпусом, прочным (без обрывов и оголенных участков) кабелем. Для общего освещения помещений применяется временное освещение (стационар-ное-127В) в соответствии с нормами.
7.3 Требования техники безопасности при ремонте
гребного вала.
К выполнению работ по демонтажу и монтажу вала должен допускаться только производственный персонал, прошедший соответствующую профилю работ аттестацию, а также инструктаж по технике безопасности с регистрацией в соответствующем журнале под роспись. Все работники занятые на монтаже валопровода должны быть обеспечены необходимыми индивидуальными средствами защиты, спецодежды и т.д.
При сверлении и развертывании отверстий, центровке валов необходимо соблюдать следующие требования Техники Безопасности:
• обеспечить чистоту рабочего места;
• все действующее оборудование должно находиться в полной исправности, а заграждения и защитные устройства должны быть установлены на место и надежно закреплены;
• во время отлучки действующее оборудование должно быть отключено;
• кнопки электрических пусковых устройств должны быть защищены от попадания металлической пыли и масла на контакты;
• металлические кожухи пусковых устройств должны быть заземлены;
• кнопки останова должны быть красного цвета, иметь надпись «Стоп» и выступать над панелью на 3 мм;
• запрещается работать в рукавицах на переносных станках;
• наружная электропроводка переносного оборудования должна быть надежно защищена от механического и химического воздействия;
• пользоваться только переносными электролампами не выше 12В и защищенными предохранительной сеткой и снабженные исправным шланговым проводом.
При выполнении электросварочных работ необходимо соблюдать следующие правила:
• запрещается эксплуатация неисправного сварочного оборудования, устройств и приспособлений;
• перемещение сварочных генераторов разрешается только при отключении их от питающей сети;
• токоведущие части электродержателя должны быть надежно огорожены для предотвращения случайного прикосновения к ним;
• запрещается применение аппаратуры с открытыми токоведущими частями;
• кабели и провода к сварочному аппарату и от него должны быть без сростков и защищены от проникновения влаги и от механических повреждений;
• запрещается хранение огнеопасных материалов в помещении, где проводятся электросварочные работы;
• запрещается прокладка сварочных кабелей рядом со шлангами ацетилена и кислорода;
• при выполнении работ с электросваркой необходимо соблюдать требования ОСТ5.9823-80.
При сверлении, развертывании отверстий необходимо руководствоваться «Правилами техники безопасности и производственной санитарии при холодной обработке металлов».
При работе с инструментом и механизмами с электроприводом должны соблюдаться требования «Правил техники безопасности при эксплуатации электроустановок потребителей» и «Правил технической эксплуатации электроустановок».
К работе с оборудованием, оснасткой, инструментом должны допускаться только лица, изучившие устройство и правила безопасной эксплуатации.
К работе с подъемно-транспортными механизмами и приспособлениями должны допускаться лица, аттестованные квалификационной комиссией и имеющие при себе специальные продленные на текущий год удостоверения.
Для осуществления руководства погрузкой гребного вала назначается ответственное лицо из числа ИТР, ответственное за безопасное перемещение груза кранами. Все работы по погрузке должны производиться по его указанию. При этом необходимо соблюдать требования инструкций по Т.Б. На месте производства погрузочно-разгрузочных, стропальных работ, а также вблизи от них, не допускается присутствие лиц, не имеющих прямого отношения к выполнению этих работ. Стропы из цепей и канатов должны быть в соответствии с массой поднимаемого груза и подбираться такой длины, чтобы угол развода между ветвями не превышать 90°.
Обработку отверстия с помощью сверлильных машин производится в очках. Применять ручной электрифицированный инструмент напряжением свыше 36В запрещается.
Весь пневмоинструмент должен быть исправным. Арматура инструмента должна обеспечивать плотное и прочное присоединение к инструменту и к воздушной магистрали.
При выполнении работ должны применяться только оснастка, оборудование и инструмент, предусмотренные конструкторской итехнологической документацией.
Помещения, где проводят изолировочные работы, а также окрасочные работы, должны быть оборудованы приточно-вытяжной вентиляцией и иметь первичные средства пожаротушения (огнетушители, ящики с песком, пожарные рукава, подсоединенные к временной пожарной магистрали).
Ящики для ветоши должны быть закрывающимися и металлическими. Участок работ должен быть оборудован искусственным освещением. При работе с абразивным инструментом должны применяться средства индивидуальной защиты; а) от пыли - респираторы ШБ-1, б) от искр - очки с упрочненными силикатными стеклами.
Инструктаж рабочих по Т.Б. и пожарной безопасности проводит производственный мастер. Факт и дата проведения инструктажа заносится в журнал учета инструктажа с обязательной росписью получившего инструктаж.
При гидропрессовом способе насадки гребного винта и муфты на вал применяют оснастку, в которой используют масло под высоким давлением. Рабочие должны знать правила обращения с оборудованием и оснасткой при гидропрессовом способе насадки или съеме гребного винта. Работу должны производить под руководством мастера или высококвалифицированного бригадира. Оснастка для гидропрессового способа насадки полумуфты должна быть исправной и содержаться в чистоте. В процессе работы категорически запрещается ремонтировать оснастку или проводить работы, связанные с ликвидацией неисправностей в соединениях, находящихся под давлением.
Все трубопроводы, насосы, гидродомкраты должны быть испытаны в соответствии с требованиями чертежей. Манометры должны быть проверены, запломбированы и установлены так, чтобы обслуживающему персоналу было удобно наблюдать за их показаниями. Напрессовку полумуфты следует производить после подачи масла на конические поверхности.
Перед началом работ в тоннеле гребного вала его следует провентилировать для удаления паров масел, способных с воздухом создавать взрывоопасную смесь. Поэтому в тоннеле курить и проводить работы, связанные с огнем, без соответствующего разрешения запрещается.
7.4 Требования техники безопасности при ремонте гребных валов с применением полимерных материалов.
При выполнении работ с применением полимерных материалов необходимо выполнение следующих требований:
• при выполнении работ по обезжириванию и очистке необходимо выполнять требования ГОСТ 9028-74 и ОСТ 5.9829-81. Легковоспламеняющиеся жидкости должны выдаваться на рабочем месте в герметичных металлических емкостях объемом не более 2-х литров;
• для приготовления полимерных материалов следует брать минимальное количество исходных компонентов, необходимых на рабочий день и приготавливать их в количестве исключающих отходы, хранение компонентов на рабочих местах не допускается;
• работать с полимерными материалами в производственных помещениях разрешается только при работающей приточно-вытяжной вентиляции. При выполнении работ с нагревом полимерного материала необходимо применять респираторы РУ-60М с патроном марки «А» или респиратором РПГ-76А по ГОСТ 12.4004-74;
• помещения, в которых выполняются работы по приготовлению полимерных материалов должны соответствовать категории пожарной безопасности В (пожароопасные) по СН и ПН-90-81;
• для защиты рук необходимо применять резиновые перчатки по ГОСТ 3-75 или резиновые по ГОСТ 2.0010-74, взамен перчаток могут применяться защитные пасты «биологические перчатки»;
• в рабочих помещениях должны быть умывальники с горячей водой;
• запрещается мытье рук растворителями; удаление пролитой на кожу смолы или ее компонентов необходимо производить бумажными салфетками или марлевым тампоном с последующей обработкой кожи этиловым спиртом по ГОСТ 18.300-72 и горячей водой с мылом. После мытья руки следует высушить бумажным полотенцем разового пользования и смазать вазелином по ГОСТ 3582-84;
• вынос спецодежды запачканной смолой с предприятия, а так же выдачи ее на дом для стирки запрещается;
• хранение и прием пищи в помещениях, отсеках судна где проводят работы с эпоксидными смолами, а также совместное хранение спецодежды и продуктов питания запрещается;
• применение для прогрева опорных устройств, нагревательных элементов с открытыми спиралями не допускаются;
• остатки полимерного материала, загрязненную ветошь и другой обтирочный материал следует собирать в металлические емкости и утилизировать на городской свалке.
7.5 Выбор грузовых канатов.
При монтаже гребного вала необходимо использование стропов различных конструкций. Расчет грузовых канатов для изготовления строп осуществим исходя из массы самой тяжелой детали валопровода - гребного вала.
Масса вала Q/m• cosa= 22630 • 9,81 = 96776 Н
4-cos55°
|
Рис. 7.1 Схема строповки гребного вала. |
Подбор каната для стропа осуществляем исходя из след. условия: R>K-S, где R-разрывное усилие каната; К - коэффициент запаса (принимаем 6,0) R>=6-96776=580660H. По ГОСТ 3071-74 из таблицы выбираем диаметр каната для стропа равный 36,5мм.

8. Технико-экономическая часть.
8. Технико-экономическая часть.
Экономическая эффективность наплавки судовых
гребных валов.
Восстановление поврежденных гребных валов наплавкой позволяет в значительной мере сократить расходы на изготовление новых валов и уменьшить вынужденные простои судов, т.к. замена вала не всегда может быть выполнена своевременно из-за трудности получения нового вала. Применение наплавки при ремонте или изготовлении новых валов позволяет обеспечить значительную экономию дорогостоящего бронзового сплава, из которого в настоящее время изготавливаются бронзовые облицовки для защиты валов от коррозии и износа, и в результате высокой долговечности валов сократит их общую потребность.
Для обоснования целесообразности применения нового технологического процесса наплавки проведем расчет сравнительной экономической эффективности.
Для расчета экономической эффективности применения наплавки при ремонте гребных валов в качестве базового варианта принимается существующий способ защиты валов -насадка на валы бронзовых облицовок.
Процессы изготовления и насадки бронзовых облицовок на валы являются достаточно сложными и трудоемкими. Стоимость отливок бронзовых облицовок составляет до 30% стоимости гребных валов. При изготовлении бронзовых облицовок в стружку уходит до 70% от общего расхода бронзы. Применение наплавки значительно снижает стоимость ремонта, валов за счет экономии бронзового сплава. Применение наплавки на судовых гребных валах вызывает изменение капитальных вложений в сфере эксплуатации судов.
Изменение капитальных вложений при использовании на судне наплавленного вала определяется по формуле:
dКобщ = dКизг.+dКэ+Книр , руб.
где: dКизг. - дополнительные капитальные вложения в сфере изготовления гребных валов на одно судно, руб., dКэ - изменение капитальных вложений в сфере эксплуатации на
одно судно, руб.,
Книр - затраты на НИР по разработке технологического процесса наплавки на одно судно, руб.
Изменение капитальных вложений в сфере эксплуатации (ДКэ) обусловлено изменением себестоимости изготовления гребного вала для судна и равна
dКэ-Сб-Сн, руб.,
где: Сб - себестоимость изготовления гребного вала с бронзовой облицовкой, руб., Сн - себестоимость изготовления наплавки гребного вала, руб.,
dКизг=Кн-Пн, руб.,
где: Кн- дополнительные капитальные вложения в сфере изготовления
валов на один вал, руб., Пн - количество наплавленных валов, потребное в течении срока
службы судна.
Затраты на изготовление гребного вала с бронзовой облицовкой определяются по данным завода-изготовителя , а по наплавленным валам -исходя из сметной калькуляции себестоимости валов с бронзовыми облицовками и изменений по статьям расходов, обусловленных применением нового технологического процесса.
Расчет себестоимости наплавленного вала производится по статьям расходов: материалы, заработная плата, цеховые расходы и общезаводские расходы.
Для определения стоимости материалов рассчитывается расход наплавляемого металла и флюса. Вес наплавляемого металла определяется исходя из объема наплавки и удельного веса наплавляемого металла по формуле:
Gтн = UH• у, кг
где: UH- объем наплавки, м
Y- удельный вес металла, кг/м3
•2
Объем наплавки uн — FL, м
т- 3
где: F - площадь кольца наплавленного слоя, м3 L- длина наплавленного слоя, м
Расход флюса, используемого при наплавке, принимается равным весу наплавленного металла. Расходы по заработной плате рассчитываются на основании трудоемкости работ и средней стоимости одного человеко-часа. Трудоемкость операций наплавки определяется исходя из штучно-калькуляционного времени операций наплавки и числа рабочих,
выполняющих эти операции.
Изменение величины амортизационных отчислений и затрат на текущий
ремонт:
dЕc= (С-Сн)-(Н + Р).руб.
100 где: Н - норма аммортизационных отчислений по судну, %
Р - затраты на текущий ремонт в % от строительной стоимости судна.
Применение наплавленных валов взамен изготовления новых валов с облицовками обеспечивает, кроме экономии эксплуатационных расходов по судну, снижение затрат на средние и капитальные ремонты судов. За счет повышения износостойкости и долговечности наплавленных валов межремонтный цикл увеличивается в 1,5-2 раза и значительно уменьшается количество валов, потребное на весь срок службы судна.
Экономия затрат на судне и капитальные ремонты судна на год:
АЕР = 31РП1р - 32рп2р + Зз_(Пз1 - гъ1)
Т
где: 3 р и 3 р - средние величины затрат по одному ремонту гребного вала по первому и второму вариантам, руб.; Зз - затраты по замене вала; П р и П р - количество ремонтов (средние и капитальные) за весьсрок службы судна; П з и П з - количество заменяемых валов соответственно по первому и второму вариантам; Т - срок службы судна, годы.
Первый вариант (базовый) - эксплуатация в течении года судна, оснащенного гребным валом с бронзовой облицовкой.
Второй вариант (новый) - эксплуатация в течении года того же судна, оснащенного наплавленным валом.
Годовой экономический эффект при эксплуатации судна, оснащенного наплавленным гребным валом рассчитывается по формуле:
Эг = ДЕ + £н • АК,руб/год,
где: 8н - нормативный коэффициент эффективности капитальных
вложений руб./год _____________руб.______________________
Приведенные расчеты показывают, что внедрение технологического процесса наплавки гребных валов позволяет получить значительный экономический эффект по валам различных габаритов. Этот эффект обуславливается сокращением материальных затрат при ремонте и изготовлении валов и увеличением их срока эксплуатации без замены на новый.
9. Литература.
1. Балакин O.K. « Технология судоремонта.» М. «Транспорт», 1983.
2. Шестеренке М.А., Шефер И.Б. «Технология монтажа и ремонта машин и механизмов промысловых судов.» М. «Легкая и пищевая промышленность», 1982.
3. Кохан Н.М., Друг В.И. « Ремонт валопроводов морских судов.», М. «Транспорт», 1980.
4. Голубев Н.В. « Основы проектирования судовых энергетических установок.» Л., «Судостроение.», 1973.
5. Держилов Ф.С., Харитонов В.Д., Ботпггейн Б.Х. «Технология судоремонта.», М., «Транспорт.», 1981.
6. ОСТ5.9670-92 «Соединения конические судовых валопроводов». Типовые технологические процессы сборки и разборки.
7. Лопырев Н.К., Немков П.П., Сумеркин Ю.В. « Технология судоремонта»^. «Транспорт», 1981.
8. «Использование вычислительной техники для технологических расчетов при сборке и разборке прессовых соединений судовых валопроводов. Методические указания к лабораторной работе». Л., 1990.
9. ОСТ5.0241-7 8 « Безопасность труда при строительстве и ремонте судов».
10. Плехов Е.В. « Вопросы охраны труда в судовом энергомашиностроении». СПб., 1997.
Перечень графического материала (точное указание обязательных чертежей)
1.Чертеж водопровода - 1 лист
2.Чертеж гребного вала - 1 лист
3.Схемы - 6 листов
4.Чертежи приспособления - 1 лист_________________
Задание по разделу «Технологическая часть проекта»
|
Консультант |
Задание по разделу «Технико-экономическое обоснование проекта»:
Расчет экономической эффективности восстановления гребных валов
методом наплавки___________________________________
|
Консультант |
Задание по разделу «Охрана труда»: Разработка мероприятий по охране труда при ремонте гребных валов
|
Консультант |
Консультанты по другим разделам проекта
|
Дата выдачи: |
Дата представления проекта на кафедру
|
20 |
|
20 |
|
Г. |
|
Г. |
|
Руководитель |
Принял задание к исполнению
(подпись)
Примечание: Кроме задания руководитель составляет календарный график работы над проектом на весь период проектирования (с указанием сроков выполнения и трудоемкости отдельных этапов).
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ МОРСКОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ФАКУЛЬТЕТ ЗФ
КАФЕДРА _____________ТСМ
ДОПУЩЕН К ЗАЩИТЕ
|
ЗАВКАФЕДРОЙ |
(____проф. В. П. Булатов )
(Ф.И.О)
дипломный
ПРОЕКТ
Ремонт гребных валов
|
дипломник |
|
РУКОВОДИТЕЛЬ |
(____Фасолько О. Ю._____)
(Ф.И.О)
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ МОРСКОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Факультет
Вечерне-заочный
КафедраТ
С М________
«УТВЕРЖДАЮ»
Заведующий кафедрой
Доктор технических наук [рофессор В. П. Булатов
ЗАДАНИЕ
на дипломный проект
|
Студент (ка) Группа |
|
Тема проекта: |
Ремонт гребных валов
Исходные данные. Чертеж гребного вала._Основные параметры СЭУ судна-прототипа.____________________________________
Перечень вопросов, подлежащих разработке: _______________________
1. Общие сведения о судне-прототипа. Выбор главного двигателя. Конструкция гребного вала.
2. Вопросы технической эксплуатации СЭУ.________________
3. Классификация неисправностей гребных валов._____________
4. Типовые технологические процессы ремонта гребных валов.____
5. Расчет гидропрессового способа насадки полумуфты гребного вала.
6. Правка вала.
7. Мероприятия по охране труда при ремонте гребных валов.
8. Технико-экономическая часть.
9. Литература.
Содержание
Введение ............................................................................стр. 1
1. Общие сведения о судне-прототипе. Выбор главного двигателя.
Конструкция гребного вала ....................................................стр. 2
2. Вопросы технической эксплуатации СЭУ ................................. .стр. 15
3. Классификация неисправностей гребных валов ........................... стр. 26
4. Типовые технологические процессы ремонта гребных валов ...........стр. 33
5. Расчет гидропрессового способа насадки полумуфты гребного вала ...стр. 60
6. Правка гребных валов ............................................................стр. 65
7. Мероприятия по охране труда при ремонте гребных валов ..............стр. 78
8. Технико-экономическая часть ............................................... ...стр. 85
9. Литература ..........................................................................стр. 89