Азнакаевская УКПН
| Загрузить архив: | |
| Файл: ref-21999.zip (267kb [zip], Скачиваний: 264) скачать |
стр.
Введение
1Аналитический обзор
1.1История развития предприятия
1.2 АзнакаевскаяУКПН
1.3 Применениедеэмульгаторов для подготовки нефти на промыслах
1.4 Борьба с потерями углеводородов
2Обоснование выбранного способа производства
3Характеристика сырья, готовой продукции и вспомогательных реагентов
3.1 Требования к готовой продукции
3.2Характеристика ШФЛУ, получаемой на блоке стабилизации
3.3Физико – химические свойства попутно добываемых вод
3.4Физико – химические свойства попутно добываемого и топливного нефтяного газа
3.5Характеристика готовой нефти
4 Описание технологической схемы
5 Технико – технологические расчеты
6 Механический расчет колонны К – 1
7 Аналитический контроль производства
8 Контрольно – измерительные приборы и автоматика
8.1Цель и назначение автоматики
8.2Описание технологической схемы блока автоматизации
8.3Обоснование выбора приборов контроля и регулирования
9 Охрана труда и пожарная профилактика
10 Экономическое обоснование проекта
Заключение
Приложение А . Библиография
Приложение Б . Данные расчета на ЭВМ
Приложение В . Спецификация к чертежам
ВВЕДЕНИЕ
Нефтяная промышленность является одной из ведущих отраслей народного хозяйства.
Современное НГДУ(Нефте Газо Добывающее Управление) располагает большим разнообразным хозяйством: многочисленные сооружения основного производственного назначения, обеспечивающее добычу, сбор и подготовку нефти к транспортированию, подготовку к закачке в пластовых, сточных и пресных вод, а так же вспомогательные сооружения и службы: энергохозяйство, связь, механические мастерские, транспорт и т.д.
Сложныйкомплекс сооружений и служб должен соответствовать современному уровню развития техники, технологии сбора и подготовки нефти, газа и воды к транспортированию их потребителю и обеспечивать бесперебойную работу НГДУ для выполнения суточных масляных масляных и газовых планов добычи нефти и газа.
Характерной чертой технического прогресса в нефтедобывающей промышленности при промысловом обустройстве в настоящее время является использование блочно-комплексного автоматизированного оборудования изготовляемого индустриальным способом.
Среди многих эффективных процессов и аппаратов, разработанных и внедренных за эти годы на промыслах, заслуживают упоминания:
·внутритрубная деэмульсация нефтяных эмульсий, позволившая значительно сократить расходы на подготовку кондиционной нефти и высвободить оборудование, использовавшееся с низким к.п.д.;
·применение герметизированных высоконапорных систем сбора нефти, газа и воды, существенно снизивших потери легких фракций нефти и значительно улучшивших все технологические показатели работы этих систем;
·использование блочного автоматизированного оборудования заводского изготовления, позволившего в несколько раз ускорить ввод в эксплуатацию вновь открытых нефтяных месторождений и добиться существенного снижения расходов на промысловое оборудование и обустройство;
·рациональные схемы монтажа сепарационных установок и расчеты их на пропускную способность по нефти и газу;
·гидравлические расчеты трубопроводов, транспортирующих газонефтяные смеси, с учетом рельефа местности и т.д.
1 АНАЛИТИЧЕСКИЙ ОБЗОР
1.1 История развития предприятия
Проблема повышения качества реализуемой нефти встала буквально с первых дней деятельности управления. Из-за несбалансированности объемов с необходимыми капвложениями отставало строительство объектов утилизации попутного нефтяного газа (сжигалась в факелах), объектов промысловой подготовки нефти и т.д.
В развитии системы подготовки нефти НГДУ(Нефте Газо Добывающего Управления)«Азнакаевскнефть» можно выделить три этапа.
1 этап: 1957-1963 гг.
характерные черты этого этапа: фонтанная добыча нефти, быстрый ее рост, открытая система сбора и транспорта нефти с большими потерями легких фракций углеводородов (4-5%), отсутствие мощностей по комплексной подготовки нефти и сточной воды и др.
добыча нефти за эти годы на Азнакаевской площади возросла с 650 до 4700 тыс. тонн. Подготовка нефти велась на 2-х ТХУ (термохимические установки), маломощных и несовершенных по технологии. Специализированного цеха не было и подготовкой нефти занимался коллектив нефти - промысла №1.
Нефть поставлялась на отечественные заводы и разрешалась сдавать её с обводненностью до 2-х %, при превышении – нефтяники платили штрафы и весьма значительные. В июле 1963 г. ввели в эксплуатацию установку по комплексной подготовки нефти – УКПН –1.(Установка Комлексной Подготовки Нефти)
2 этап: 1964-1972 гг.
это был, пожалуй, самый напряженный период для коллектива ЦКППН. На промыслах завершили перевод самотечных скважин на герметизированную систему сбора и транспорта нефти, в результате значительно сократились потери легких фракций.
Рационализаторы ЦКППН разработали и внедрили технологию по предварительному обезвоживанию сырой нефти в резервуарах, что позволило значительно увеличить полезную мощность УКПН-1.
В этот период по нефтепроводу «Дружба» началась поставка на экспорт нефти в соцстраны. Требования к качеству нефти были очень жесткими: содержание воды не более 0,5%, солей до100 мг/л (1 группа по качеству).
Повышение качества нефти до экспортной кондиции считалось в то время важнейшей народнохозяйственной задачей нефтяников.
В 1964 г. УКПН – 1 введена на проектную мощность 3,8 млн. т. в год режиме обезвоживания и обессоливания.
В 1966 г. освоили блок стабилизации и выработали первые 42 тыс. т. ШФЛУ, ценнейшего сырья для производства синтетического каучука и других продуктов нефтехимии. Началось частичное использование дренажных вод для ППД. Из-за несовершенной системы очисти дренажных вод, большая их часть закачивалась в поглощающие скважины, что привело к засолению родников и другим отрицательным экологическим последствиям. За этот период добыто более 58 млн. т. нефти.
Существующие мощности УКПН –1 и ТХУ не могли обеспечить подготовку всего объема добываемой нефти до экспортной кондиции 40% было реализовано с обводненностью до 2%.
За указанный период (1964 – 1972 гг.) было подготовлено нефти за экспорт 35 млн. т., выработано ШФЛУ – 627 тыс. т. В 1972 г вводится в эксплуатацию УКПН –2 производительностью 3,5 млн. т. Потребовалось 16 лет, чтобы обеспечить мощностями комплексной подготовки весь объем добываемой нефти.
3 этап: 1973-1995 гг.
Вся добытая нефть проходит комплексную обработку.
Подготовлено на экспорт 105,4 млн. т., выработано 2,9 млн. т. ШФЛУ.
В 1975 г. введены в эксплуатацию очистные сооружения закрытого типа. Вся сточная вода с этого времени используется для закачки в продуктивный пласт.
В связи с падением добычи нефти образовалась излишняя мощность. За 1973-1983 гг. на установках подготовили 18 млн. т. джалильской нефти.
При освоении УКПН – 1и УКПН – 2ЦКППН столкнулся с большими трудностями.
Понадобилось годы напряженной инженерной работы, чтобы устранить недостатки и причины различных аварий.
На установке подготовки нефти проектом приняты две системы водоснабжения:
1.система питьевого водоснабжения
2.система производственно-противопожарного водоснабжения.
Сточные воды установки подготовки нефти образуются при обезвоживании и обессоливании нефти.
Кроме того, имеют место ливневые стоки с бетонных технологических площадок и обвалования резервуаров и хозяйственно-фекальные стоки. Очищенная и дегазированная сточная вода утилизируется путем закачки её в продуктивные горизонты в системе поддержания пластового давления. Газоснабжение объектов установки подготовки нефти предусмотрено от газовых сетей среднего давления Р = 3 кгс/см2.
Питание приборов КИПиА осушенным сжатым воздухом осуществляется от компрессорной воздуха, расположенной на территории установки.
Подогрев обезвоженной и обессоленной нефти для колонны стабилизации осуществляется в печах П-24.
Технологическая схема подготовки нефти на описываемой установке осуществляется в три ступени.
1.2 Азнакаевская УКПН
Проект Азнакаевской УКПН при Азнакаевском товарном парке производительностью 3,5 млн. Тонн в год по стабильной нефти разработан Казанским филиалом института ‘Татнефтепроект’’ в 1954 году. В 1969 году проект блока стабилизации переработан Горьковским филиалом института ‘Гипронефтезаводы’’ и увязан с проектом блока обессоливания.
УКПН введена в эксплуатацию в 1972 году, состоит из следующих объектов:
1. Главный корпус, куда входят:
а) операторная
б) венткамера
в) водонасосная
г) бытовое помещение
д) насосная обессоленной нефти
е) насосная стабильной нефти
ж) воздухокомпрессорная
з) электроснабжение установки, РУ-6кВ
2. ПечиП-24 №1, №2
3. Сырьевая насосная
4. Площадка шаровых отстойников
5. Площадка горизонтальных отстойников
6. Площадка теплообменной аппаратуры Т-1
7. Площадка теплообменной аппаратуры Т-2
8. Блок стабилизации
а) колонны К-1, К-2
б) емкости Е-11, Е-12, Е-13, О-2
в) аппараты воздушного охлаждения
г) концевые холодильники
9. Трансформаторная КТП-6/0,4кВ электроснабжение
10. Бензонасосная
11. Факельное хозяйство
12. Площадка аварийной емкости
13. Внутриплощадные технологические трубопроводы
14. Закольцованное водоснабжение
15. Нефтепровод УКПН-АТП
16. Площадка отпуска продукта К-2
17. Контрольно-измерительные приборы и автоматика
18. Газопровод
Азнакаевская УКПН предназначена для обезвоживания, обессоливания и стабилизации нефти до кондиции согласно ГОСТ-9965-76, выработки и поставки ШФЛУ по качеству марки ‘А’’ и марки‘Б’’, согласно условиям поставки и соответствовать техническим условиям ТУ 38101524-93.
1.3 Применение деэмульгаторов для подготовки нефти на промыслах
Водонефтяные эмульсии, представляющие собой дисперсные системы с большой межфазной поверхностью, обладают большой межфазной свободной энергией и с термодинамической точки зрения должны быть неустойчивыми, то есть само произвольно расслаиваться на нефть и воду.
Деэмульгаторы нефтяных эмульсий относятся к обширному классу ПАВ, то есть веществ, способных скапливаться ( адсорбироваться) на поверхности раздела двух соприкасающихся сред с различными физико-химическими свойствами ( нефть и вода).
Наибольшее распространение в качестве деэмульгаторов получили неионные ПАВ, получаемые на основе окисей алкиленов, продуктов их модификации или композиции на основе неионных продуктов.
По характеру растворителя деэмульгаторы разделяются на 3 группы. К первой относятся реагенты , в которой в качестве растворителя используется метанол (дипроксамин 157-65М, проксамин НР-71М и прогалит 15/100), ко второй– деэмульгаторыСНПХ-44Н и реапон-1М, в которых растворитель представляет собой смесь ароматических углеводородов и спиртов. В третью группу входят деэмульгаторы проксанол 305-50, проксанол 186-50, проксамин 385-50, реапон 4В.
По смачивающей способности (хорошая, средняя, низкая) деэмульгаторы могут быть условно разделены на три группы. К первой группе относятся прогалит НМ 20/40Е и реапон 4В, которые при концентрации водных растворов 3 г/л в течение 49-59 секунд смачивают половину навески гидрофобного порошка.
Деэмульгатор проксанол 305-50 по смачивающей способности уступает этим двум реагентам.
Дипроксамин 157-65М, проксамин 385-50 и проксанол 186-50 имеют низкую смачивающую способность.
Таким образом, при обработке эмульсий нефтей , содержащих механические примеси, предпочтение может быть отдано деэмульгаторам прогалит НМ 20/40Е и реапон 4В.
Можно выделить 3 основные технологические стадиипроцесса разрушения водонефтяных эмульсий: обработка эмульсии деэмульгатором, при которой происходят физико-химические процессы разрушения защитных оболочек; подготовка эмульсии к разделению, при которой уменьшается удельная поверхность эмульсии, то есть происходит слияние капель при их столкновении; разделение эмульсии на образующие ее фазы с наименьшей границей их раздела.
1.4 Борьба с потерями углеводородов
По разным оценкам, потери газа и легких фракций нефти в масштабах страны (от скважины до бензоколонки) составляли 50 млн. тонн в год, что равносильно потери добычи нефти целого крупного нефтяного региона. Причины потерь заключаются в недостаточной стабильности нефти и негерметичности резервуаров, в которые она поступает. Кроме потерь углеводородного сырья происходит значительное загрязнение атмосферного воздуха, превышающее предельно-допустимое на расстоянии 800 - 1500 м. На выбросы из этих объектов приходится до 60% экономического ущерба, создаваемого выбросами из передвижных и стационарных источников в районах добычи нефти. Поэтому важной задачей является максимальное сокращение ( вплоть до исключения) потерь и выбросов из конденсатосборников и резервуаров в условиях высокой плотности населённых пунктов и ужесточения экологических ограничений.
В объединении «Татнефть» проблема совершенствования техники сепарации и сокращения потерь ценных углеводородов решалась на основе целого комплекса ( выполненных на уровне последних достижений) технологий, схем и оборудования, в том числе:
·применение герметизированных систем нефтегазосбора;
·совместного транспорта нефти и газа до узлов сепарации использованием различных технических решений;
·герметизации всех крупных резервуарных парков на базе прме-нения технологий улавливания паров углеводородов, разработанных ТатНИПИнефтью, с использованием импортного оборудования;
·рециркуляции газа с последующих ступеней сепарации на предыдущие, позволяющие снизить выпадение конденсата в газопроводах;
·использование эжекторных технологий для отбора газа на объек
тах, имеющих резерв по давлению рабочего газа или жидкости, и утилизации сероводородсодержащего газа;
* очистки сероводородсодержащего газа от сероводорода до 99,99% в промысловых условиях по технологии, предусматривающей исполь-зование растворов трилона Б в качестве абсорбентов;
* разработки и применения гидродинамических технологий сепа-рации пенистых нефтей, позволяющих повысить удельную производительность сепараторов в 4-6 раз при высоком качестве сепарации, и получить в результате этого, а так же сокращения размеров технологических площадок, числа и металлоемкости аппаратов огромный экономический эффект;
* осуществление первой и последующих ступеней сепарации в концевых делителях фаз – трубчатых аппаратах, выполняющих одновременно с этим функции делителей потоков и аппаратов предварительного сброса воды, обеспечивающих большойэкономический и экологический эффекты;
* использование нефтяного газа в технологических целях (путевой подогрев), сокращения на этой основе потребляемой электроэнергии и обеспечения трубной деэмульсацииии вязких нефтей;
* герметизации резервных парков НРЗ и трубопроводных компаний на основе уникальных систем УЛФ, включая парки, в которые поступает сероводородная нефть.
В начальный период обустройство промыслов Татарии осуществлялось по самотечной схеме сбора с установкой индивидуальных замерно-сепарационных устройств на каждой скважине. Эффективность сепарации была недостаточной, а повышенное давление сепарации вызывало значительные потери углеводородного сырья от испарения в резервуарах и высокую загазованность воздушного бассейна в районах добычи нефти.
Это вызвало необходимость разработки более совершенной групповой схемы сбора нефти с дожимными насосными станциями, превратившимися в последствии в герметизированную высоконапорную схему сбора и транспорта нефти.
В дальнейшем процесс сепарации нефти осуществлялся дифференцированно по операциям при наиболее благоприятном гидродинамическом режиме в трубопроводах промысловой системы сбора. Часть операций была перенесена на концевые делители фаз с расчетными характеристиками ( длина, диаметр), а очистка газа от взвешенных частиц жидкости выполнялась наземным оборудованием.
Таким образом, качественный скачок в сепарации газонефтяных смесей на промысловых объектах дал возможность разработать совмещенную технологию транспортирования продукции скважин и сепарации газа. Данная технология позволила снизить удельные капиталовложения на объектах сепарации более, чем в 3,7 раза, себестоимость процесса - более, чем в 3 раза, сократить массовые потери углеводородов с 10% от общих ресурсов нефтяного газа до 1.03%(по нефти) в резервуарах.
Второй этап работы по сокращению потерь легких фракций связан с разработкой техники и технологии отбора и утилизации углеводородов.
Для определения оптимальных режимов технологии была разработана оптимизационная модель сепарации нефти с рециркуляцией газа. Её функционалом служит сумма взаимоисключающих слагаемых: потерь легких фракций нефти от испарения в резервуарах и энергетических затрат на компримирование газа. В результате этого была выявлена область эффективного применения технологии рециркуляции в зависимости от состава нефти.
На основе проведенных исследований было разработано несколько модификаций технологии сепарации с регулируемым отбором и подачей газа в нефть. Процесс осуществляется в два этапа: в начале перед первой ступенью сепарации предварительно отбирают газ, что позволяет улучшить абсорбиру-ющую способность нефти и извлечь большее количество тяжелых компонентов из рециркулируемого газа, затем часть этого газа возвращают в нефть для более избирательного распределения углеводородных компонентов между фазами на последующих ступенях сепарации. На практике технология позволяет снизить суммарные потери от испарения и конденсации на 24% без увеличения нагрузки на компрессорное оборудование.
Технология осуществляется следующим образом: газ, выделившийся в сепараторах, направляют на компрессорную станцию, где коипримируют до Р=0,5 - 0,6 мПа, затем подают в газопровод. В процессе движения газа вследствие снижения температуры до 10 - 15 градусов из него начинает выделяться конденсат, в котором на начальном участке газопровода в основном содержится вода ( до 95%). При дальнейшем движении газа из него выпадает конденсат, который скапливается в кондесатосборниках. Отсояв-шийся в них от вод конденсат пропускают через диспергатор и образовавшуюся тонкодисперсную систему непрерывно вводят в зоны пониженного давления, которые создают по газопроводу задвижками в местах наибольшего скопления конденсата. За счет перепада давления создается повышенный скоростной напор газового потока способствующий мгновенному распространению полученных диспергаторами мельчайших капелек конденсата в объеме газового потока по длине газопровода. В резуль-тате нагазоперерабатывающий завод в полном объеме поступают углеводороды в виде обогащенного газа и мелкодисперсного конденсата. Энергетические затраты на реализацию данной технологии снижаются при одновременном использовании технологии рециркуляции, т.к. уменьшается количество диспергируемого конденсата.
Таким образом, задача сокращения потерь углеводородов при транспортировании газ полностью решается двумя взаимо дополняющими технологиями: рециркуляции и транспорта распыленного конденсата.
Более эффективной оказалась технология отбора паров из нефти из резервуаров с помощью установок УЛФ. Она предусматривает улавливание испаряющихся углеводородов практически до 100% (масс.), принося огромную прибыль и решая одновременно с этим проблему предотвращения загрязнения окружающей среды вредными выбросами.
Установки УЛФ работают в автоматическом режиме, имеют устройство самозащиты от случайных отключений, способны функционировать длительное время в режиме частых включений и отключений, работоспособны в условиях высокоагрессивных сред. Только установками УЛФ в 1991 - 1995 гг уловлено более 340 тысяч тонн углеводородов.
Комплекс рассмотренных технологий позволяет решить важнейшую для современного периода проблему - защита окружающей среды, получив при этом большой экономический эффект.
Наибольший эффект достигнут при внедрении совместного сбора системы УЛФ и КДФ, что объясняется как высокой эффективностью технологий, так и широким их применением.
1 Обоснование выбранного способа производства
Добываемая из недр земли нефть, помимо растворенных в ней газов, содержит некоторое количество примесей — частицы песка, глины, кристаллы солей и воду. Содержание твердых частиц в неочищенной нефти обычно не превышает 1,5%, а количество воды может изменяться в широких пределах. С увеличением продолжительности эксплуатации месторождения возрастает обводнение нефтяного пласта и содержание воды в добываемой нефти. В некоторых старых скважинах жидкость, получаемая из пласта, содержит 90% воды и только 10% нефти. Для перекачки же по магистральным нефтепроводам принимают нефть, содержащую не более 1% воды. В нефти, поступающей на переработку, должно быть не более 0,3% воды.
Присутствие в нефти механических примесей затрудняет ее транспортирование по трубопроводам и переработку, вызывает эрозию внутренних поверхностей труб нефтепроводов и образование отложений в теплообменниках, печах и холодильниках, что приводит к снижению коэффициента теплопередачи, повышает зольность остатков от перегонки нефти (мазутов и гудронов), содействует образованию стойких эмульсий.
Растворенные в воде и находящиеся в виде кристаллов в нефти соли ведут себя различно. Хлористый натрий почти не гидролизуется. Хлористый кальций в соответствующих условиях может гидролизоваться в количестве до 10% с образованием НС1. Хлористый магний гидролизуется на 90%, причем гидролиз протекает и при низких температурах. Поэтому соли могут быть причиной коррозии нефтяной аппаратуры. Гидролиз хлористого магния может происходить под действием воды, содержащейся в нефти, а также за счет кристаллизационной воды хлористого магния. Разъедание аппаратуры продуктами гидролиза происходит как в зонах высокой температуры (трубы печей, испарители, ректификационные колонны), так и в аппаратах с низкой температурой (конденсаторы и холодильники).
При перегонке нефти в результате разложения сернистых соединений образуется сероводород, который (особенно в сочетании с хлористым водородом) является причиной наиболее сильной коррозии аппаратуры. Сероводород в присутствии воды или при повышенных температурах реагирует с металлом аппаратов, образуя сернистое железо. Покрывающая поверхность металла защитная пленка частично предохраняет металл от дальнейшей коррозии, но при наличии хлористого водорода защитная пленка разрушается, так как сернистое железо вступает в реакцию.
Хлористое железо переходит в водный раствор, а освобождающийся сероводород вновь реагирует с железом.
Минерализация, или соленость воды, добываемой вместе с нефтью, измеряется количеством сухого вещества, остающегося после выпарки 1 л воды. Соленость нефтей выражается в миллиграммах хлоридов (в пересчете на КаС1), приходящихся на 1 л сырья, и зависит от степени минерализации пластовой воды и содержания ее в нефти. В восточных районах СССР нефти характеризуются значительно более- высокой минерализацией, чем нефти Азербайджана и Грозного. Содержание солей в нефти, поставляемой на нефтеперерабатывающий завод, должно быть не более 50 мг/л, а в нефти, направляемой на перегонку, — не более 5 мг/л.
От основного количества воды и твердых частиц нефти освобождают путем отстаивания в резервуарах на холоду или при подогреве. Окончательно их обезвоживают и обессоливают на специальных установках.
ОБЕЗВОЖИВАНИЕ И ОБЕССОЛИВАНИЕ НЕФТЕЙ
Типы эмульсий
Вода и нефть часто образуют трудно разделимую нефтяную эмульсию. В общем случае эмульсия есть система из двух взаимно нерастворимых жидкостей, в которых одна распределена в другой во взвешенном состоянии в виде мельчайших капель. Та жидкость, которая образует взвешенные капли, называется дисперсной фазой, а та, в которой взвешены капли, — дисперсионной средой. Смолистые нефти, содержащие нафтеновые кислоты или сернистые соединения, отличаются большей склонностью к образованию эмульсий. Эмульгированию нефти способствует также интенсивное перемешивание ее с водой при добыче.
Различают два типа нефтяных эмульсий: нефть в воде, или гидрофильная эмульсия, и вода в нефти, или гидрофобная эмульсия. В первом случае нефтяные капли образуют дисперсную фазу внутри водной среды, во втором — капли воды образуют дисперсную фазу в нефтяной среде
 Образованию стойкой
эмульсии предшествуют понижение поверхностного натяжения
на границе раздела фаз и создание вокруг частиц дисперсной фазы прочного
адсорбционного слоя. Такие слои образуют в
системе третьи вещества — эмульгаторы. Растворимые в воде (гидрофильные) эмульгаторы способствуют
образованию эмульсий типа нефть в
воде, а растворимые в нефтепродуктах (гидрофобные) — вода в нефти. Последний тип эмульсий чаще всего
встречается в промысловой практике.
К гидрофильным эмульгаторам относятся такие поверхностно-активные вещества, как щелочные мыла, желатин, крахмал. Гидрофобными являются хорошо растворимые
в нефтепродуктах щелочноземельные соли органических кислот, смолы, а
также мелкодисперсные частицы сажи, глины, окислов металлов и т. п., легче смачиваемые нефтью, чем водой.
Введение в эмульсию данного типа эмульгатора, способствующего образованию
эмульсии противоположного типа,
облегчает ее расслоение.
Образованию стойкой
эмульсии предшествуют понижение поверхностного натяжения
на границе раздела фаз и создание вокруг частиц дисперсной фазы прочного
адсорбционного слоя. Такие слои образуют в
системе третьи вещества — эмульгаторы. Растворимые в воде (гидрофильные) эмульгаторы способствуют
образованию эмульсий типа нефть в
воде, а растворимые в нефтепродуктах (гидрофобные) — вода в нефти. Последний тип эмульсий чаще всего
встречается в промысловой практике.
К гидрофильным эмульгаторам относятся такие поверхностно-активные вещества, как щелочные мыла, желатин, крахмал. Гидрофобными являются хорошо растворимые
в нефтепродуктах щелочноземельные соли органических кислот, смолы, а
также мелкодисперсные частицы сажи, глины, окислов металлов и т. п., легче смачиваемые нефтью, чем водой.
Введение в эмульсию данного типа эмульгатора, способствующего образованию
эмульсии противоположного типа,
облегчает ее расслоение.
Чтобы узнать, какая жидкость составляет дисперсную фазу, в эмульсию вводят некоторое количество красящих веществ, растворимых либо в воде (красители метиловый оранжевый, фуксин, метиленовый синий), либо в нефти (судан, сафранин). Для эмульсии типа вода в нефти растворимое в воде красящее вещество наблюдается в виде мельчайших точек. Этот метод применим для светлых эмульсий. Второй способ основан на электропроводимости эмульсий. Если дисперсионной средой является нефть, эмульсия тока не проводит (нефть — плохой проводник тока). Метод можно применять для темных эмульсий типа вода в нефти. Третий способ основан на разбавлении эмульсии водой или углеводородным растворителем. Гидрофильная эмульсия легко разрушается в воде, гидрофобная — в бензине или в бензоле.
Основными факторами, определяющими стойкость нефтяных эмульсий, являются физико-химические свойства нефти, степень дисперсности (размер частиц), температура и время существования эмульсии. Чем выше плотность и вязкость нефти, тем устойчивее эмульсия. Степень дисперсности зависит от условий образования эмульсии и для системы вода в нефти колеблется в пределах 0,2— 100 мк. При размерах капель до 20 мк эмульсия считается мелкодисперсной, в пределах 20—50 мк — среднедисперсной и свыше 50 мк — грубодисперсной. Труднее поддаются разрушению мелкодисперсные эмульсии. Чем выше температура, тем менее устойчива нефтяная эмульсия. Эмульсии способны «стареть», т. е. повышать свою устойчивость со временем. При этом поверхностные слои приобретают аномалию вязкости, возрастающую со временем в сотни и даже тысячи раз. Свежие эмульсии легче поддаются разрушению и поэтому обезвоживание и обессоливание нефтей необходимо проводить на промыслах.
Методы предотвращения потерь легкихфракций
При перемещении нефти от скважин до нефтезаводских емкостей из нее испаряются наиболее легкие компоненты (метан, этан, пропан и т. д., включая бензиновые фракции), которые безвозвратно теряются, если не принять специальных мер по герметизации емкостей и сбору выделяющихся газов и паров. Такие потери могут достигать 5% от нефти. Из этих данных следует, что при транспортировании от нефтепромыслового трапа до нефтеперерабатывающего завода из нефти потеряно 2,2% фракций, выкипающих до 100° С. Естественно, что чем дольше хранится нефть, тем больше теряется летучих компонентов. С другой стороны, если в нефти, поступающей на перегонку, содержатся газообразные углеводороды, то они отбираются вместе с бензином и он делается нестабильным, т. е. способным изменять свой фракционный состав при перекачке и хранении.
Поскольку потери летучих компонентов из нефти и нефтепродуктов в основном происходят в резервуарах, рассмотрим более подробно этот случай. При наполнении резервуара из него в атмосферу вытесняется некоторый объем воздуха, насыщенный парами углеводородов, выделившимися из нефти или нефтепродукта, поступающих в резервуар. Это явление известно под названием «большого дыхания» резервуара. Количество углеводородных газов и нефтяных паров, вытесняемых из резервуара при его заполнении, может быть определено по номограмме.
. Последнее в свою очередь возрастает при повышении температуры и концентраций летучих компонентов в нефти (бензине).
При хранении нефти и нефтепродуктов в резервуарах наблюдаются потери от так называемых малых дыханий резервуаров. Малые дыхания протекают по следующей схеме. Днем пары в газовом пространстве резервуара нагреваются, при этом давление повышается. Когда давление паров превысит величину, на которую рассчитан дыхательный клапан, последний открывается и сбрасывает часть паров в атмосферу («выдох»). Ночью, когда температура в газовом пространстве понижается, газы сжимаются, в резервуаре образуется вакуум, дыхательный клапан открывается и атмосферный воздух поступает в резервуар, заполняя его газовое пространство («вдох»). Потери от малых дыханий резервуара могут быть определены по номограмме.
Для сокращения потерь от испарения предложено много мероприятий. Самым надежным из них является устройство герметичных резервуаров, бензохранилищ с дышащими крышами, дышащих баллонов, рассчитанных на атмосферное давление, и сферических резервуаров, приспособленных к хранению бензинов под повышенным давлением. Большое значение имеют герметизация оборудования по связанных между собой застежкой-молнией. Для спуска конденсированной жидкости имеются специальные трубы. Поливинилхлоридные ковры снижают потери от испарения на 60—90%.
Стабилизация нефтей
Для сокращения потерь от испарения и улучшения условий транспортирования нефть подвергают стабилизации, т. е. удалению низкомолекулярных углеводородов (метана, этана и пропана), а также сероводорода на промыслах или на головных перекачивающих станциях нефтепроводов.
|
|
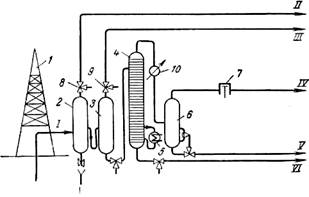
На рис.2.1 представлена одна из возможных схем дегазации и стабилизации нефти на промыслах. Поступающая из скважины газо-нефтяная смесь вследствие перепада давлений, создаваемого
редукционными клапанами 8 и 9, в газосепараторах 2 и 3 разделяется
Рис.2.1 Принципиальная схема установки для дегазации нефти на промыслах:
I— вышка; и, з, в — газосепараторы; 4 — колонна-стабилизатор; о — кипятильник; 7 — компрессор; 8, 9 — редукционные клапаны; 10 — конденсатор-холодильник. Линии: I — сырая нефть;
II—IV— газ; V — газовый бензин; VI— стабильная нефть.
на жидкую (вода, нефть) и газовую фазы. Газы высокого и среднего давлений направляются в соответствующие газовые магистрали, а нефть в колонну-стабилизатор 4. В этом аппарате за счет подвода тепла через кипятильник 5 из нефти выделяются в паровую фазу растворенные в ней низкомолекулярные углеводороды. Газо-паровая смесь выводится сверху колонны 4, конденсируется в конденсаторе-холодильнике 10, после чего конденсат поступает в газосепаратор 6, где разделяется на жидкую фазу — газовый бензин и газ низкого давления. Последний сжимается компрессором 7 и вместе с газами высокого и среднего давлений направляется на газоперерабатывающий завод. Освобожденная от растворенных газов стабильная нефть снизу колонны 4 поступает в резервуар, а оттуда по нефтепроводу на нефтеперерабатывающий завод.
Схема промысловой стабилизационной установки,используемая для нефтей с высоким содержанием растворенных газов, приведена на рис. 2.2 По этой схеме нефть насосом 1 прокачивается через теплообменник 2 в водогрязеотстойник 3, где отстаивается от воды, и затем направляется в ректификационную колонну 4, работающую под давлением от 2 до 5 ат. Перетекая по тарелкам колонны, нефть освобождается от легких фракций, которые, пройдя вместе с газами конденсатор-холодильник 5, конденсируются и собираются в газосепараторе 6. Здесь несконденсированные газы отделяются от жидкой
|
|

Рис.2.2 Схема установки для стабилизации нефти:
1, 11, 17, 18 .— насосы; 2,7 — теплообменники; 3 — водоотделитель;
4 - первая ректификационная колонна; 5, 15 — конденсаторы-холодильники; 6 — емкость бензина; 8 — вторая ректификационная колонна; 9 — печь; 10 — горячий насос; 12 — кипятильник с паровым
пространством; 13, 14 — холодильники;16 — емкость орошения.
Линии: I — сырая нефть; II — сухой газ; III — сжиженный газ; IV — стабильная нефть; V — бензин.
фазы, состоящей главным образом из бутана, пентана, гексана и высших. Первые направляются в газовую магистраль и далее на газо-фракционирующую установку, а вторые через теплообменник 7 в стабилизационную колонну 8 газового бензина. Колонна 8 работает под давлением 8—12 ат. Лишенная низкокипящих фракций нефть горячим насосом 10 частично подается на циркуляцию в трубчатую печь 9, а оставшаяся доля насосом 11 направляется через теплообменник 2, кипятильник 12, холодильник 14 в емкость стабилизированной нефти.Легкие бензиновые фракции, ректифицируясь в стабилизаторе 8, освобождаются от избыточного количества пропан-бутановых фракций. Последние после конденсации и охлаждения в конденсаторе 15 поступают в газосепаратор 16, откуда часть конденсата насосом 18 подается на орошение, а избыток переводится в емкость сжиженного газа или на газоперерабатывающий завод на разделение. Стабилизированный бензин проходит через кипятильник 12, теплообменник 7 и холодильник 13, а далее либо направляется в емкость либо смешивается со стабилизированной нефтью и направляется на нефтеперерабатывающий завод.
3Характеристика сырья, материалов и готовой продукции
3.1Требования к готовойпродукции
Подготовка нефти заключается в отделении от нефти пластовой воды, механической примесей и солей, а также легких газообразных углеводородов.
Отделение от нефти легких газообразных углеводородов стабилизирует нефть и снижает ее испаряемость.
От качества подготовки нефти зависят эффективность и надежность магистрального трубопроводного транспорта нефти, качество полученных из нее продуктов.
Повышенное содержание в товарной нефти воды, хлористых солей и механических примесей способствует коррозионному износу трубопроводов, оборудование и аппаратов НПЗ, снижает пропускную способность трубопроводов.
Продуктами нефтестабилизационной установки являются:
- широкая фракция легких углеводородов плюс прямогонный дистиллят (растворитель парафинов);
- стабильная нефть.
В качестве побочного продукта выделяется отдувочный газ из бензосепараторов. Характеристика ШФЛУ и прямогонного дистилята приведина в таблице 3.1
Таблица 3.1 Характеристика ШФЛУ и прямогонного дистиллята.
|
показатели |
ШФЛУ |
Прямогонный дистиллят |
|
Плотность при 20 0С,кг/м3 |
600-620 |
690-710 |
|
Начало кипения0С |
60 |
100 |
|
Конец кипения0С |
200 |
300 |
Качество нефти, поставляемой на НПЗ, регламентируется ГОСТ 9965-76, который устанавливает три группы нефтей в зависимости от степени их подготовки. Характеристика нефти приведена в таблице 3.2
Таблица3.2Характеристика нефти, сдаваемой нефтедобывающими предприятиями
|
Показатель качества |
1 |
2 |
3 |
|
1. Концентрация хлористых солей,мг/л, не более |
100 |
300 |
900 |
|
2. Массовая доля воды, %, не более |
0,5 |
1,0 |
1,0 |
|
3. Массовая доля мех. примесей, %, не более |
0,05 |
0,05 |
0,05 |
|
4. Давление насыщенных паров, мм.рт.ст., не более (кПа) |
500 (66,7) |
500 (66,7) |
500 (66,7) |
В зависимости от массовой доли серы подразделяется на 3 класса:
1.малосернистая – до 0,6 %
2.сернистая – от 0,61 до 1,8 %
3.высокосернистая – более 1,8 %
В зависимости от плотности при 20 0С каждый класс нефти подразделяется на 3 типа:
1.легкие – до 850 кг/м3
2.средние – от 851 до 885 кг/м3
3.тяжелые – более 885 кг/м3
Таблица 3.3 Объем выпускаемой продукции.
|
Продукция |
план |
факт |
|
Подготовка нефти, тыс.т. |
2070 |
2292,9 |
|
Объем товарной нефти, тыс.т. |
2155,2 |
2256,2 |
|
Сдача нефти, тыс.т. |
2088,2 |
2185,2 |
|
Выработка ШФЛУ, тыс.т. |
67 |
71 |
|
Откачка сточных вод, тыс.м3 |
- |
12548 |
|
Подготовка высокосернистой нефти, т. |
146000 |
162710 |
3.2 Характеристика сырья
За исходную нефть принята пластовая нефть Азнакаевской, Карамалинской и Холмовской площадей. Физико химический свойства нефти прведены в таблице 3.4
Таблица 3.4 Физико – химические свойства нефти
|
Наименование показателей |
Поток на входе УКПН |
Поток на выходе УКПН |
||
|
1 |
2 |
3 |
||
|
1. Плотность, кг/ м3 ГОСТ 3900-85 |
880 |
872 |
||
|
2. Вязкость кинематическая мм2/с ГОСТ22-82 при 20 оС при 50 о С |
20,54 7,13 |
23,08 2,07 |
||
|
3. Содержание в нефти, % масс. воды, ГОСТ 2477-65 солей, мг/л ГОСТ 21534-76 серы, ГОСТ 1437-75 парафина, ГОСТ 11851-85 смол, ГОСТ 11858-66 асфальтенов , ГОСТ 11858 – 66 сульфид железа , ГОСТ 11858 – 66 |
4,3 1263,2 1,6 2,44 11,9 3.17 0,01 |
отс. 68 1,46 2,33 1,72 3,28 0,005 |
||
|
4.
до 100 о С до 200 о С до 300 о С до 350 о С |
64 6,0 20,0 18,0 28,0 |
55 10 14 20 26 |
||
|
5. Температура застывания по ГОСТ 20287-71, о С |
-38 |
-38 |
||
|
6. Температура вспышки по ГОСТ 6556-75, о С |
-30 |
-30 |
3.3 Характеристика ШФЛУ, получаемой на блоке стабилизации
УКПН
Параметры сдачи ШФЛУ:
1. Давление, мПа – 0,6
2. Температура, о С – 20,0
3. Плотность, кг/м3 – 585при20 С
Компонентный состав, % масс не менее:
С2 – 1,65 2,25
С3 – 16,3 17,38
С4 – 29,1 29,1
С5 – 31,8 27,8
С6 – 21,15 23,47
Содержание, % масс:
серы, ГОСТ 1437-76 – отсут.;
сероводорода – отсут.;
меркоптанов– отсут.;
цветность – отсут.;
содержание влаги – отсут.
3.4 Физико - химические свойства попутно - добываемых вод
Плотность, ГОСТ 3900-85, кг/м3 – 1088 - 1189
рН --3,96 -6,0
Состав воды представлен в таблице 3.5
Таблица 3.5 - Ионный состав воды по ГОСТ 39-071-78, мг/л
|
CL – |
HCO3 – |
SO42 – |
Ca2+ |
Mg2+ |
K+Na+ |
H2S |
S |
суммаионов |
|
101863 |
48,8 |
55,5 |
14088 |
2778 |
46635 |
- |
- |
165468 |
|
78750 |
30,5 |
96,5 |
20541 |
2069 |
36652 |
- |
- |
128140 |
|
154875 |
0 |
0 |
21936 |
4338 |
69989 |
- |
- |
251139 |
Пластовая вода хлор-кальцевого типа, склонны к отложению солей на
внутренних стенках отстойников, теплообменников.
3.5 Физико-химические свойства попутно добываемого газа
Физико-химические свойства приведены в таблице 3.6
Таблица 3.6 - Физико-химические свойства газа
|
наименование показателей |
попутно добываемый |
топливно нефтяной |
|
1 |
2 |
3 |
|
метан пропан бутан пентан гексан кислород азот СО2 Н2S, теплотворная способность кДж/м3 (ккал/м3) |
15,0 20,0 5,3 1,7 0,5 отс. 12,8 0,2 73,42 12000 |
0,94 0,55 0,18 _ _ отс. 1,54 _ _ 7964 |
Деэмульгаторы
Для разрушения нефтяных эмульсии применяются химические реагенты-деэмульгаторы: Диссолван 4411, 4490; Реапон, ДИН и другие.
Воздействие деэмульгатора на нефтяную эмульсию основана на том, что деэмульсатор, адсорбируясь на поверхности раздела фаз «нефть-вода», вытесняет и замещает менее поверхностно-активные природные деэмульгаторы. Пленка, образуемая деэмульгатором, непрочная; в результате, мелкие диспергированные капли воды, сливаясь, образуют большие капли.
Деэмульгаторы представляют собой поверхностно-активные вещества, растворенные в определенных соотношениях в различных растворителях. В качестве растворителя применяются различные спирты, ароматические и алкилароматические углеводороды, а также их смеси.
Деэмульгаторы относятся к легковоспламеняющим жидкостям; по технологической характеристике – к веществам, вредно воздействующим на организм человека. Токсичность их определяется применением в качестве растворителя до 35% метилового спирта. Метиловый спирт – сильный яд, действует на нервную систему и сердечно-сосудистую систему; при длительном воздействии поражает зрительный нерв и сетчатку глаз.
При работе с деэмульгаторами (при непосредственном контакте) нужно одевать защитные очки и предусмотренную спецодежду. Попадание деэмульгатора на незащищенные участки кожи может вызвать раздражение, поэтому его следует немедленно удалить ватным тампоном, а затем пораженный участок промыть большим количеством воды.
Таблица 3.7 -Физико-химические свойства деэмульгаторов
|
Наименование |
Растворитель |
Содержание основного вещества, % |
Цвет, агрегатное состояние |
Запах |
Т, °С |
Плотностькг/м при 20 °С |
Вязкость при 20 °С мм/с (сСт) |
Равствор-ть в воде, г/л |
||
|
Застыв. |
Кипения |
Вспыш. |
||||||||
|
Диссолван 4411 Диссолван 4490 Доуфакс Реапон ДИН |
метанол метанол метанол метанол метанол |
65 52.5 |
Подвижная жидкость темно-желтого цвета Подвижная жидкость мутно-желтого цвета Подвижная жидкость мутно-зеленоватого цвета Подвижная жидкость желтого цвета Прозрачная жидкость коричневого цвета |
метанол метанол метанол метанол метанол |
-50 -65 -15 -56 -50 |
65 63 |
10 8 15 |
970 920 от 945 до 1052 915 |
30 65 28 50 50 |
Хор. - - - - |
4Описание технологической схемы
Подготовка нефти на УКПН включает в себя следующие процессы:
- обезвоживание;
- обессоливание;
- стабилизацию.
Нефть с содержанием воды 1-15% (лаб. Анализ), из буферных резервуаров №3,4 поступает на прием сырьевого насосаН-1 в линию сырой нефти перед насосами подается деэмульгатор У-24 г/т, подготавливаемой нефти дозировочным насосом НД 25х40.
Сырьевыми насосами под давлением 9-14 кг/см2 прокачивают через расходомер МСП-2, группу теплообменников Т-1, в которых происходит нагрев нефти до температуры 60-90 0С за счет утилизации тепла отходящей обессоленной нефти.
Нагретая нефть поступает на 1 ступень подготовки нефти – ступень обезвоживания в горизонтальных отстойниках типа ГО –200.
После ГО нефть с остаточным обводненностью до 0,5% под давлением 6-8 кг/см2 поступает на 2 ступень подготовки нефти, в шаровые отстойники, где при давлении 5,5 кг/см2 происходит обессоливание за счет подачи в поток нефти перед ШО через диспергатор промывочной технической воды в количестве 4-5 м3/час.
С горизонтальных и шаровых отстойников с автоматическим регулированием осуществляется постоянный дренаж, отделившийся воды, сбрасываемой на УПСВ.
Обессоленная нефть поступает в промежуточную емкость Е-7, откуда насосом Н-2 прокачивается через группу теплообменников Т-2, где она дополнительно нагревается до температуры 120-140 0С за счет тепла отходящей обессоленной нефти и направляется в печь П-24.В печах нагревается до температуры 180-220 0С и поступает в емкость Е-11, где путем однократного испарения при давлении 6-8 атм. происходит разделение на паровую и жидкую фазы.
Газ, пары легких углеводородов и водяные пары из емкости Е-11 поступают на 10-ую тарелку колонны К-1, часть жидкой фазы (20%) из Е-11 подается на питание на 12-ую тарелку колонны К-1. Заданная температура верха колонны К-1 регулируется автоматически, количеством подаваемого орошения.
Сверху стабилизационной колонны К-1 выводится в паровой фазе ШФЛУ и часть водяных паров, которые, пройдя конденсатор воздушного охлаждения АВЗ-1и концевые холодильники КХК -1конденсируются и поступают в рефлюксную емкость
Е-12.
ШФЛУ из емкости Е-12 насосами НК-200/120-210 подается на орошение колонны К-1, а избыточное количество откачивается на бензосклад.
Облегченная керосином нефть из колонны К-1 поступает по перетоку на 2-ю тарелку колонны К-2. Частично отбензиненная нефть снизу емкости Е-11 под давлением поступает для отпарки оставшихся легких углеводородов на 7-ю тарелку К-2.
Сверху колонны К-2 выводятся керосиновая фракция и водяные пары, которые, пройдя конденсаторы воздушного охлаждения АВЗ-2и концевые холодильники КХК –2 конденсируются и поступают в рефлюксную емкость Е-13. Из Е-13 керосиновая фракция насосом НК-200/120-70 подается на питание в колонну К-1 на 21 и 15 тарелки.
Снизу колонны К-2 стабильная нефть поступает на прием насосов Н-3 и прокачивается через теплообменники Т-2, Т-1, в которых охлаждается до температуры 35-45 0С и направляется в резервуары Азнакаевского товарного парка.
Для окончательной отмывки солей в нефтепровод после УКПН подается техническая вода в количестве 2-3% от подготавливаемой нефти. После отстоя товарная нефть через узел учета перекачивается в АЛПДС..
Разрешается работа УКПН с отключенным блоком стабилизации, с соответствующим изменением параметром технологического режима.
Керосиновая фракция колонны К-2 используется для обработки скважин. Для набора продукта установлены емкости Е-14, Е-15, V=100м3, с соответствующей технологической обвязкой. Наполнение емкости Е-14, Е-15 производится из емкости Е-13. Растворенный в продукте газ отводится по газопроводу на ступень сепарации. Стабилизация продукта происходит при атмосферном давлении. Сброс водяного конденсата производится в канализационную систему. Для налива нефтепродукта в автоцистерны предусмотрен наливной стояк на расстоянии 40 м от буллита, соединенный с буллитом трубопроводом. Отпуск прямогонного дистиллята производится только после отстаивания в течение не менее 2 часов.
5Технологические расчеты
5.1Материальный баланс
Производительность установки по нефтяной эмульсии – 2,5 млн.тонн/год ( 285,4 тонн/час). Обводненность исходной эмульсии – 5 %. Расход деэмульгатора – 90 г/т.
При расчете принять следующее:
содержание воды после стадии обезвоживания – 1 %
после стадии обессоливания – 0.5%
в товарной нефти – 0,2%
Количество пресной воды на стадии обессоливания – 10% на обезвоженную нефть.
Потери нефти – по 0,05 % на стадиях обезвоживания и обессоливания;
0,3% на стадии стабилизации.
Реагент подается только на стадию обезвоживания
Расчет блока обезвоживания.
Материальный баланс блока обезвоживания приведен в таблице 4.1
Таблица 5.1 – материальный баланс блока обезвоживания
|
приход |
млн.т/г |
т/ч |
% мас. |
Расход |
млн.т/г |
т/ч |
% мас. |
|
1.сырая нефть |
2,5 |
285,4 |
100 |
1.обезв нефть |
2,3978 |
273,79 |
95,93 |
|
а)сухая нефть |
2,375 |
271,2 |
95 |
а)сухая нефть |
2,3739 |
271,06 |
94,97 |
|
б)вода |
0,125 |
14,2 |
5 |
вода |
0,0239 |
2,73 |
0,96 |
|
2.деэмульгатор |
.000225 |
0,02 |
0,009 |
2.дренаж |
0,101225 |
11,5 |
4,03 |
|
3.потери |
0,0013 |
0,13 |
0,049 |
||||
|
итого |
2,500225 |
285,42 |
100,009 |
итого |
2,500225 |
285,42 |
100,009 |
Пояснение к составлению баланса:
расход реагента 90 г/т = 0,00009 т/т. На 285,3 т/ч сырья расход реагента составляет:
0,00009 285,3=0,02т или 0,009 % масс. к сырью.
В статье ‘расход’’ углеводородная часть распределяется на две статьи – ‘сухая нефть’’ в обезвоженной нефти и потери. Сначала рассчитываем количество потерь нефти, что составляет 0,05% масс. на исходную углеводородную фазу, т.е.
271,2 0,05/100=0,13 т/ч.
Тогда количество сухой нефти в обезвоженной нефти будет:
271,2 – 0,13=271,06 т/ч.
По принятым данным содержание воды в обезвоженной нефти будет составлять 1% масс или содержание нефти 99%. Отсюда находим количество обезвоженной нефти и воды в ней.
Решая пропорцию где через(x) выражаю количество воды в обезвоженной нефти.
271,06 – 99%
х –1%
находим количество воды в обезвоженной нефти.
х=2,73 т/ч.
Количество же обезвоженной нефти равно:
271,06+2,73=273,79 т/ч.
Количество дренажной воды находится по разности исходной воды в эмульсии и обводненности обезвоженной нефти.
Далее по массовым единицам (т/ч) в статье ‘расход’’ определяется % содержание каждой статьи. При этом значение графы ‘итого’’ в приходе численно равен значению графы ‘итого’’ в расходе.
Расчет блока обессоливания.
Материальный баланс блока обессоливания приведен в таблице 4.2.
Таблица 5.2 – материальный баланс блока обессоливания.
|
Приход |
млн.т/г |
т/ч |
%масс. |
расход |
млн.т/г |
т/ч |
% масс |
|
1.обезв. нефть |
2,3978 |
273,79 |
100 |
1.обессол нефть |
2,3847 |
272,29 |
99,45 |
|
а)сухая нефть |
2,3739 |
271,06 |
99 |
а) сухая нефть |
2,3728 |
270,93 |
98,95 |
|
б) вода |
0,0239 |
2,73 |
1 |
б) вода |
0,0119 |
1,36 |
0,5 |
|
2.пресная вода |
0,239 |
27,37 |
10 |
2.дренаж |
0,251 |
28,74 |
10,5 |
|
3.потери |
0,0011 |
0,13 |
0,05 |
||||
|
итого |
2,6368 |
301,16 |
110 |
итого |
2,6368 |
301,16 |
110 |
Сначала составляются статьи ‘прихода’’, для которых значения берутся из статей ‘расхода’’ материального баланса блока обезвоживания. Зная , что пресной воды подается 10% на обезвоженную нефть, количество пресной водыв данной пропорциивыражаючерез (x) .
273,79 – 100%
х – 10 % х=27,37 т/ч.
Статьи ‘расхода’’ находятся аналогичным методом как при составлении материального баланса блока обезвоживания.
Потери: 271,06*0,05/100=0,13 т/ч.
Количество сухой нефти в обессоленной нефти:
271,06 – 0,13 =270,93 т/ч.
Т.к. по заданию содержание воды в обессоленной нефти составляет 0,5% масс, то количество воды в обессоленной нефти в пропорции выражаю через (x)
270,93 – 99,5%
х – 0,5% х=1,36 т/ч.
Количество обессоленной нефти равно:
270,93+1,36=272,29 т/ч.
Общее количество водной фазы в статьи ‘приход’’ составляет:
27,37+2,73=30,1 т/ч.
Исходя из баланса водной фазы, количество дренажной воды составляет:
30,1 – 1,36 =28,74 т/ч.
Далее рассчитывается процентное содержание статей ‘расхода’’. Значение графы ‘итого’’ в приходе равно значению графы ‘итого’’ в расходе.
Расчет блока стабилизации.
Материальный баланс блока стабилизации приведен в таблице 4.3
Таблица 5.3 – Материальный баланс блока стабилизации
|
приход |
млн.т/г |
т/ч |
% масс. |
расход |
млн.т/г |
т/ч |
% масс. |
|
обесс. нефть |
2,39 |
272,99 |
100 |
1.стабил. нефть |
2,32 |
264,08 |
96,98 |
|
а) сухая нефть |
2,38 |
270,93 |
99,5 |
а) сухая нефть |
2,31 |
262,76 |
96,5 |
|
б) вода |
0,01 |
1,36 |
0,5 |
б) вода |
0,01 |
1,32 |
0,48 |
|
2. ШФЛУ |
0,065 |
7,35 |
2,7 |
||||
|
3.дренаж |
0,0004 |
0,04 |
0,014 |
||||
|
4. потери |
0,0072 |
0,81 |
0,31 |
||||
|
итого |
2,39 |
272,29 |
100 |
итого |
2,39 |
272,29 |
100 |
Количество потерь: (270,93 * 0,3)/100 = 0,81 т/ч
Количество ШФЛУ берем из сводного материального баланса технико-технологического расчета.
Количество сухой нефти270,93 — 0 ,81 – 2,7=262,76 т/ч
Исходя из данной обводненности готовой нефти, количество стабильной нефти в пропорции выражаю через (x) .
262,76 – 99%
х – 100 % х = 264,08 т/ч
Дренажная вода: 1,36 – 1,32=0,04 т/ч
Сводный материальный баланс материальный баланс установки приведен в таблице 5.4
Таблица 5.4 – сводный материальный баланс установки
|
приход |
млн.т/г |
т/ч |
% масс. |
расход |
млн.т/г |
т/ч |
% масс. |
|
1.нефтяная эмульсия |
2,5 |
285,4 |
100 |
1.стабил. нефть |
2,32 |
264,08 |
92,88 |
|
а) сухая нефть |
2,38 |
271,12 |
95 |
а) сухая нефть |
2,31 |
262,76 |
92,41 |
|
б) вода |
0,12 |
14,2 |
5 |
б) вода |
0,01 |
1,32 |
0,43 |
|
2. реагент |
0,0002 |
0,02 |
0,009 |
2. ШФЛУ |
0,065 |
7,35 |
2,58 |
|
3. пресная вода |
0,23 |
27,37 |
10 |
3. дренаж |
0,35 |
40,28 |
14,1 |
|
4.потери |
0,0095 |
1,07 |
0,37 |
||||
|
итого |
2,75 |
312,79 |
110,009 |
итого |
2,75 |
312,79 |
110,009 |
Общие потери составляют сумму потерь по отдельным статьям:
0,13+0,13+0,81=1,07 т/ч
Общее количество дренажной воды:
11,5+28,74+0
5 Расчетбалансов технологических стадий
5.2 Определение доли отгона в сепараторе
В сепаратор поступает обессоленная нефть в количестве 270930 кг/ч, состав приведен в таблице5.1.
Таблица 5.1 – состав поступающей нефти в сепаратор Е-11
|
компо-ненты |
приход кг/ч |
приход кмоль/ч |
мольная доля |
массовая доля |
молек. Масса |
конст. фаз. равнов-я |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||
|
Этан |
352,2 |
11,74 |
0,0083 |
0,0013 |
30 |
18,201 |
|||||
|
Пропан |
2438,37 |
055 |
0,0393 |
0,009 |
44 |
10,92 |
|||||
|
изо-бутан |
921,16 |
016 |
0,0112 |
0,0034 |
58 |
6,31 |
|||||
|
Бутан |
3467,9 |
060 |
0,0424 |
0,0127 |
58 |
7,37 |
|||||
|
изо-пентан |
2573,81 |
036 |
0,0253 |
0,0095 |
72 |
3,66 |
|||||
|
Пентан |
3386,62 |
47,03 |
0,0334 |
0,0125 |
72 |
4,14 |
|||||
|
нк-53 |
5906,27 |
73,83 |
0,0524 |
0,0218 |
80 |
2,51 |
|||||
|
|
27634,86 |
287,86 |
0,2045 |
0,103 |
96 |
1,34 |
|||||
|
130-200 |
26551,14 |
192,4 |
0,1367 |
0,098 |
138 |
0,32 |
|||||
|
200-250 |
21403,45 |
121,09 |
0,0859 |
0,079 |
177 |
0,07 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||
|
250-350 |
43348,8 |
180,62 |
0,1283 |
0,16 |
240 |
0,0095 |
|||||
|
350-420 |
29098 |
89,53 |
0,0636 |
0,1075 |
325 |
0,00053 |
|||||
|
420-495 |
28258 |
72,06 |
0,0494 |
0,1043 |
406 |
0,000027 |
|||||
|
>495 |
75589,45 |
167,98 |
0,1193 |
0,278 |
450 |
0 |
|||||
|
Итого |
270930 |
1411 |
1 |
1 |
Молекулярную массу фракций определяем по формуле Воинова:
Мфр=60+0,3Т+0,001Т2 , о С ( 5.1 )
Т – средняя температура кипения фракции.
Долю отгона в сепараторе Е-11 рассчитываем с помощью ЭВМ. Для этого находим мольные доли каждого компонента ( Xi) по формуле:
( 5.2 )
Xi = Xim*Mcp/Mi
гдеXim – массовая доля компонента, Мi– молекулярная масса компонента,
Mcp - cредняя молекулярная масса рассчитывается по формуле :
Mcp = 1/SXim/Mi ( 5.3 )
Константу фазового равновесия для индивидуальных углеводородов и фракций рассчитывает ЭВМ при давлении Р=7 атм и t=200 о C формуле
Кi=Рi / П ( 5.4 )
где Рi– давление насыщенных паров
П – давление в системе.
Вводим данные в ЭВМ– Хi, Мi, П, Т. В результатерасчетов на ЭВМ определяем долю отгона в сепараторе Е-11.Машина сосчитала долю отгона е=0,0698
Программа расчета доли отгона сепаратора Е-11 на ЭВМ приведена ниже.
Находим количество паровой фазы:
270930 * 0,0698=18921.5 кг/ч
Находим количество жидкой фазы:
270930 – 18921.5 =252008.5 кг/ч
Зная количества паровой и жидкой фаз составляем сводный материальный баланс, который приведен таблице5.6
Таблица 5.6 – Сводный материальный баланс сепаратора Е-11
|
компоненты |
приход |
расход |
|||||||
|
кг/ч |
мольная доля |
мас. доля |
паровая фаза |
жидкая фаза |
|||||
|
кг/ч |
мол. |
мас. |
кг/ч |
мол. доля |
мас.доля |
||||
|
этан |
352,2 |
0,0083 |
0,0013 |
318.802 |
0.042 |
0.0168 |
33.4063 |
0.001 |
0.0001 |
|
пропан |
2438,37 |
0,0393 |
0,009 |
1976.09 |
0.176 |
0.1044 |
462.2756 |
0.0091 |
0.0018 |
|
изо-бутан |
921,16 |
0,0112 |
0,0034 |
640.381 |
0.043 |
0.0338 |
280.7804 |
0.0042 |
0.0011 |
|
бутан |
3467,9 |
0,0424 |
0,0127 |
2278.14 |
0.154 |
0.1204 |
1162.662 |
0.0173 |
0.0046 |
|
изо-пентан |
2573,81 |
0,0253 |
0,0095 |
1361.98 |
0.074 |
0.072 |
1211.846 |
0.0146 |
0.0048 |
|
пентан |
3386,62 |
0,0334 |
0,0125 |
1711.24 |
0.093 |
0.0904 |
1675.3772 |
0.0201 |
0.0066 |
|
нк-53 |
5906,27 |
0,0524 |
0,0218 |
2063.90 |
0.101 |
0.1091 |
3842.3673 |
0.0416 |
0.0152 |
|
53-130 |
27634,83 |
0,2045 |
0,103 |
6221.86 |
0.255 |
0.3288 |
21683.92 |
0.1955 |
0.086 |
|
130-200 |
26551,14 |
0,1367 |
0,098 |
1720.08 |
0.049 |
0.0909 |
24831.054 |
0.1557 |
0.0985 |
|
200-250 |
21403,45 |
0,0859 |
0,079 |
365.52 |
0.008 |
0.0193 |
21037.941 |
0.1028 |
0.0835 |
|
250-350 |
43348,8 |
0,1283 |
0,16 |
129.90 |
0.002 |
0.0069 |
43218.898 |
0.1558 |
0.1715 |
|
350-420 |
29098 |
0,0636 |
0,1075 |
31.87 |
0.0003 |
0.0017 |
29093.096 |
0.0775 |
0.1154 |
|
420-495 |
28258 |
0,0494 |
0,1043 |
27.85 |
0.0002 |
0.0015 |
28230.148 |
0.0602 |
0.112 |
|
>495 |
75589,45 |
0,1193 |
0,278 |
73.86 |
0.0006 |
0.0039 |
75244.674 |
0.1447 |
0.2986 |
|
итого |
270930 |
1 |
1 |
18921.5 |
1 |
1 |
252008.5 |
1 |
1 |
Паровая фаза подается в колонну К-1 на тарелку 10, 20 % жидкой фазы
идет на тарелку 12 колонны К-1, а остальные 80 % на тарелку 7 колонны К-2.
5.2.2Определение доли отгона в колонне К-1
В колонну К-1 поступает смесь двух потоков: паровой фазы из Е-11 в количестве 18921.5 кг/ч и 20 % жидкой фазы из емкости Е-11 в количестве
0,2 * 252008.5 = 50401,7 кг/ч.
Давление в колонне Р=6,5 атм., t=190о С, для этих условий аналогично расчетам емкости Е-11 рассчитываем константы фазового равновесия компонентов и их давления насыщенных паров Мольные доли компонентов рассчитываем следующим образом. Зная общее количество потока, поступающего в колонну К-1 в кг/ч, можно найти его количество в кмоль/ч. А зная количество потока в кмоль/ч находим мольные доли компонентов. Состав поступающей нефти в колонну К-1 из сепаратора Е-11 приведен в таблице 5.7
Таблица 5.7 – Состав поступающей нефти в колонну К-1 из сепаратора Е-11
|
|
поступает изЕ-11 |
Всего |
моль. |
масс. |
||
|
пар фаза |
жид.фаза |
кг/ч |
кмоль/ч |
доли |
доли |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
этан |
318,8 |
6,6813 |
325,4839 |
10,849 |
0,0223 |
0,0047 |
|
пропан |
1976,09 |
92,4551 |
2068,549 |
47,012 |
0,0968 |
0,0298 |
|
изо-бутан |
640,38 |
56,1561 |
696,5377 |
12,009 |
0,0247 |
0,01 |
|
бутан |
2278,14 |
232,5324 |
2510,681 |
43,288 |
0,0891 |
0,0362 |
|
изо пентан |
1361,98 |
242,3692 |
1604,358 |
22,283 |
0,0459 |
0,0231 |
|
пентан |
1711,24 |
335,0754 |
2046,323 |
28,421 |
0,0585 |
0,0295 |
|
нк-53 |
2063,9 |
768,4735 |
2832,380 |
35,405 |
0,0729 |
0,0409 |
|
53-130 |
6221,86 |
4336,7853 |
10556,3 |
109,986 |
0,2265 |
0,1523 |
|
130-200 |
1720,08 |
4966,2109 |
6686,29 |
48,451 |
0,0998 |
0,0965 |
|
1 |
2 |
3 |
||||
|
200-250 |
365,52 |
4207,5882 |
4573,117 |
25,837 |
0,0532 |
0,066 |
|
250-350 |
129,90 |
8643,7796 |
8773,68 |
36,557 |
0,0753 |
0,1266 |
|
350-420 |
31,87 |
5818,6192 |
5850,49 |
18,002 |
0,0371 |
0,0844 |
|
420-495 |
27,85 |
5646,0296 |
5673,88 |
13,975 |
0,0288 |
0,0818 |
|
>495 |
73,86 |
15048,9348 |
15122,80 |
33,606 |
0,0692 |
0,2181 |
|
итого |
18921,5 |
50401,7 |
69323,2 |
485.682 |
1 |
1 |
Программа расчета доли отгона колонны К-1 приведена ниже.
Машина выдала значение доли отгона е=0.2589.
Вычисляем количество паровой фазы: 69323,2* 0.2589= 17946.5438 кг/ч.
Вычисляем количество жидкой фазы: 69323,2– 17946.5438 = 51376.693 кг/ч.
Количество верхнего и нижнего продукта вычисляются следующим образом.
Общее количество верхнего продукта рассчитывается по формуле 5.5
Д = F* (Y1 – X) / ( Y2 – X ) (5.5)
где F – количество паровой фазы,
Y1 – содержание низкокипящих компонентов в паровой фазе от С2 до нк-53,( вычисляется сложением массовых долей паровой фазы, которые берутся из программы расчета колонны К-1)
Y2 – принимаем равным 0,8, масс. доли.
X –содержание низкокипящих компонентов в жидкой фазе от С2 до нк-53, ( вычисляется аналогично расчету Y1).
Д = 17946.5438 * (0,5661 – 0.0375)/ ( 0,8 – 0.0375) = 12442.509 кг/ч
Если считать, что компоненты паровой фазы от С2 до С5 идут в верхний продукт без изменений , т. е. полностью, их значения можно занести в таблицу 5.4 в графу ‘ состав верхнего продукта, кг/ч’’.
Зная общее количество верхнего продукта, равное 12442.509 кг/ч, можно найти массовые доли компонентов С2 – С5 пропорцией. Например:
318,26 – х %
12442.509 – 100 %х=0,026 масс. долей
Далее расчет идет следующим образом. Считая, что компоненты смеси от С2 до нк-53 составляет 80 % от общего количества верхнего продукта, можно найти количество С2 – нк-53, т. е.
сумма С2 – нк-53 = 12442.509 * 0,8 = 9954.007 кг/ч
А отсюда можно найти количество нк-53и занести его в таблицу:
нк-53=(сумма С2 – нк-53)–( сумма С2 – С5)= 9954.007 – 8174.9471=1779 кг/ч
Находим массовые доли компонента нк-53 путем, описанным выше.
Т. к. компоненты С2 – нк-53 составляют 80 %, то фракции 53-130 -- >495 20 % . Значит количество их равно:
12442.509 *0,2= 2488.502 кг/ч
Задаемся следующими условиями: фракция 53-130 в верхнем продукте составляет 60% от общего количества фракций в смеси 53-130 – > 495, т.е.
2488.502 * 0,6=1493,1 кг/ч
Т.к. общее количество 53-130 — > 495 =2488.502, 53-130 составляет 60 % от этого количества , то значит оставшееся количество фракций 130-200 – >495 составляет 40% и равняется 995,4 кг/ч.
Количество нижнего продукта рассчитывается как разница между сырьем и верхним продуктом.
Сводный материальный баланс колонны К-1 приведен в таблице 5.4.
Нижний продукт колонны К-1 выводится снизу и поступает в линию стабильной нефти.
5.2.3 Определение доли отгона в колонне К-2
В колонну поступает 80 % жидкой фазы из сепаратора Е-11 в количестве
0,8 * 252008,5 =201606,8 кг/ч.
Аналогично предыдущим вычислениям при давлении в колонне Р=4.0 атм, и t=190oC рассчитываем константы фазового равновесия компонентов Кi , давления насыщенных паров компонентов Рi , мольные доли компонентов Хi .
Состав нефти, поступающей в колонну К-2 приведен в таблице 5.9
Таблица 5.9 – Состав поступающей нефти в колонну К-2
|
компоненты |
из Е-11 кг/ч |
Кмоль/ч. |
Мол.доли |
Мас. доли |
|
этан |
26,72 |
0,891 |
0,001 |
0,0001 |
|
пропан |
369,82 |
8,405 |
0,009 |
0,0018 |
|
изо-бутан |
224,62 |
3,872 |
0,004 |
0,0011 |
|
бутан |
930,12 |
16,037 |
0,017 |
0,0046 |
|
изо-пентан |
969,47 |
13,465 |
0,014 |
0,0048 |
|
пентан |
1340,30 |
18,615 |
0,02 |
0,0066 |
|
нк-53 |
3073,89 |
38,4 |
0,04 |
0,0152 |
|
53-130 |
17347,14 |
180,6 |
0,19 |
0,086 |
|
130-200 |
19864,84 |
143,9 |
0,15 |
0,0985 |
|
200-250 |
16830,35 |
95,08 |
0,10 |
0,0835 |
|
250-350 |
34575,11 |
144,06 |
0,15 |
0,1715 |
|
350-420 |
23274,47 |
71,6 |
0,07 |
0,1154 |
|
420-495 |
22584,11 |
55,6 |
0,06 |
0,112 |
|
>495 |
60195,73 |
133,7 |
0,14 |
0,298 |
|
итого |
201606.653 |
924.5131 |
1 |
1 |
Долю отгона в колонне К-2 рассчитываем по той же программе и она прилагается ниже.
Машина выдала значение доли отгона е=0,028
Находим количество паровой фазы 201606,8 * 0,028 = 5808.3 кг/ч.
Находим количество жидкой фазы 201606,8 – 5808.3 =195798.353 кг/ч
Количество верхнего и нижнего продукта вычисляются следующим образом.
Общее количество верхнего продукта рассчитывается по формуле
Д = F* (Y1 – X) / ( Y2 – X )
где F – количество паровой фазы,
Y1 – содержание низкокипящих компонентов в паровой фазе от С2 до 200, ( вычисляется сложением массовых долей паровой фазы, которые берутся из программы расчета колонны К-2)
Y2 – принимаем равным 0,99 масс. доли.
X –содержание низкокипящих компонентов в жидкой фазе от С2 до 200, ( вычисляется аналогично расчету Y1).
Д = 5808.3 * (0.9542 – 0.1972)/ ( 0,99 – 0.1972) = 5603,3кг/ч
Если считать, что компоненты паровой фазы от С2 до 200 идут в верхний продукт без изменений , т. е. полностью, их значения можно занести в таблицу 5.10 в графу ' состав верхнего продукта”, кг/ч.
Зная общее количество верхнего продукта, равное 5546.2012 кг/ч, можно найти массовые доли компонентов С2 – 200 пропорцией. Например:
22.7– х %
5603,3 – 100 %х=0.004
Количество нижнего продукта рассчитывается как разница между сырьем и верхним продуктом.
Сводный материальный баланс колонны К-1 приведен в таблице 5.10 .
Таблица 5.10 – Сводный материальный баланс колонны К-2
|
компо- |
Приход |
расход |
Состав верхнего |
состав нижнего |
|||||||||||||
|
ненты |
паровая фаза |
жидкая фаза |
продукта |
продукт |
|||||||||||||
|
кг/ч |
мол. Доли |
масс. доли |
кг/ч |
мол. доли |
масс. доли |
кг/ч |
мол. доли |
масс доли |
кг/ч |
масс доли |
мол. доли |
кг/ч |
мас. дол |
мол. дол |
|||
|
тан |
26,7 |
0,001 |
0,0001 |
22,7 |
0,01 |
0,004 |
3,9 |
0,00015 |
0 |
22.7 |
0,004 |
0,01 |
4,02 |
0 |
0.0001 |
||
|
пропан |
369,8 |
0,009 |
0,0018 |
264,12 |
0,08 |
0,042 |
105,6 |
0,0026 |
0,001 |
264,12 |
0,04 |
0,08 |
105,7 |
0 |
0.0027 |
||
|
изо- бутан |
224,6 |
0,004 |
0,0011 |
127,6 |
0,03 |
0,021 |
96,9 |
0,0018 |
0 |
127,6 |
0,02 |
0,03 |
97 |
0 |
0.0019 |
||
|
бутан |
930,12 |
0,017 |
0,0046 |
492,1 |
0,11 |
0,08 |
437,9 |
0,008 |
0,002 |
492,1 |
0,08 |
0,11 |
438,02 |
0.0021 |
0.0084 |
||
|
изо- пентан |
969,4 |
0,014 |
0,048 |
376,8 |
0,07 |
0,062 |
592,6 |
0,009 |
0,003 |
376,8 |
0,06 |
0,07 |
592,6 |
0.0029 |
0.0093 |
||
|
пентан |
1340,3 |
0,02 |
0,0066 |
488,7 |
0,09 |
0,081 |
851,5 |
0,013 |
0,004 |
488,7 |
0,08 |
0,09 |
851,6 |
0.0042 |
0.0133 |
||
|
нк-53 |
3073,8 |
0,04 |
0,0152 |
714,4 |
0,12 |
0,121 |
2359,4 |
0,033 |
0,012 |
714,4 |
0,12 |
0,13 |
2359,4 |
0.0117 |
0.0337 |
||
|
53-130 |
17347,1 |
0,19 |
0,086 |
2364,04 |
0,36 |
0,412 |
14983,09 |
0,180 |
0,075 |
2364,04 |
0,42 |
0,36 |
14983,1 |
0.0754 |
0.1806 |
||
|
130-200 |
19864,8 |
0,15 |
0,0985 |
691,5 |
0,07 |
0,129 |
19173,2 |
0,162 |
0,098 |
691,5 |
0,13 |
0,08 |
19173,3 |
0.0974 |
0.1622 |
||
|
200-250 |
16830,3 |
0,10 |
0,0835 |
144,5 |
0,01 |
0,028 |
16685,7 |
0,110 |
0,085 |
61,4 |
0,01 |
0,0047 |
16768,9 |
0.0858 |
0.1114 |
||
|
250-350 |
34575,1 |
0,15 |
0,17 |
53,28 |
0,0032 |
0,01 |
34521,8 |
0,169 |
0,177 |
0 |
0 |
0 |
34575,1 |
0.1769 |
0.1694 |
||
|
350-420 |
23274,4 |
0,07 |
0,11 |
15,7 |
0,0007 |
0,002 |
23258,7 |
0,084 |
0,119 |
0 |
0 |
0 |
23274,4 |
0.1191 |
0.0842 |
||
|
420-495 |
22584,1 |
0,06 |
0,11 |
14,28 |
0,0005 |
0,002 |
22569,8 |
0,065 |
0,116 |
0 |
0 |
0 |
22584,11 |
0.1155 |
0.0654 |
||
|
>495 |
60195,7 |
0,14 |
0,29 |
37,9 |
0,0011 |
0,006 |
60157,7 |
0,157 |
0,308 |
0 |
0 |
0 |
60195,7 |
0.308 |
0.1573 |
||
|
итого |
201606.65 |
1 |
1 |
5808.3 |
1 |
1 |
195798.35 |
1 |
1 |
5603,36 |
1 |
1 |
196002,7 |
1 |
1 |
||
Нижний продукт колонны К-2 выводитсяснизуи направляется в линию стабильной нефти. С верха К – 2 отбирается бензиновая фракция с температурой до 200°С
5.2.4 Определение доли отгона в сепараторе Е-12
В сепаратор Е-12 поступает верхнийпродукт К-1, в количестве 12442,5кг/ч. Расчет доли отгона идет по той же программе, поэтому аналогично предыдущим расчетампри давлении Р=6,3 атм. и t=35 оС рассчитываем константы фазового равновесия компонентов Кi , давления насыщенных паров Рi. Мольные доли компонентов рассчитываем аналогично предыдущим расчетам и заносим их в таблицу 5.11.
Таблица 5.11 – Cостав поступающей нефти в сепаратор Е-12
|
компоненты |
приходит из К-1 |
мольные |
массовые |
Кi |
Mi |
|
кг/ч |
доли |
доли |
|||
|
этан |
318.2 |
0.05 |
0.025 |
7.33 |
30 |
|
пропан |
1966.8 |
0.23 |
0.15 |
1.81 |
44 |
|
изо-бутан |
634.3 |
0.05 |
0.05 |
0.71 |
58 |
|
бутан |
2251.7 |
0.20 |
0.18 |
0.51 |
58 |
|
изо-пентан |
1333.41 |
0.09 |
0.10 |
0.20 |
72 |
|
пентан |
1670.28 |
0.12 |
0.13 |
0.15 |
72 |
|
нк-53 |
1779 |
0.11 |
0.14 |
0.07 |
80 |
|
53-130 |
1493.1 |
0.08 |
0.12 |
0.02 |
96 |
|
130-200 |
0.005 |
||||
|
200-250 |
0.005 |
||||
|
250-350 |
995.4 |
0.037 |
0.08 |
0.0049 |
330 |
|
350-420 |
0.0049 |
||||
|
420-495 |
0.0049 |
||||
|
>495 |
0.0049 |
||||
|
итого |
12442.5 |
1 |
1 |
Программа расчета доли отгона прилагается далее.
Машина выдала значение доли отгона е = 0,009
Находим количество паровой фазы 12442.5* 0,009 = 113.58кг/ч
Находим количество жидкой фазы 12442.5 – 113.58 = 12328.8 кг/ч.
Сводный материальный баланс сепаратора Е-12 приведен в таблице 5.12
Таблица 5.12 – Cводный материальный баланс сепаратора Е-12
|
компо- |
приход |
расход |
|||||||||
|
ненты |
Газ |
ШФЛУ |
|||||||||
|
кг/ч |
мол. доля |
мас.доля |
кг/ч |
мол. доля |
мас. доля |
кг/ч |
мол. доля |
мас. доля |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
этан |
318,2 |
0,05 |
0,025 |
30,03 |
0,37 |
0,26 |
288,2 |
0,05 |
0,023 |
||
|
пропан |
1966,8 |
0,23 |
0,158 |
31,17 |
0,43 |
0,45 |
1915,6 |
0,23 |
0,155 |
||
|
изо-бутан |
634,3 |
0,05 |
0,051 |
6,39 |
0,041 |
0,05 |
627,9 |
0,05 |
0,051 |
||
|
бутан |
2251,7 |
0,20 |
0,181 |
16,2 |
0,10 |
0,143 |
2235,5 |
0,20 |
0,181 |
||
|
изо-пентан |
1333,41 |
0,09 |
0,107 |
3,7 |
0,01 |
0,03 |
1329,6 |
0,09 |
0,108 |
||
|
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
Пентан |
1670,28 |
0,12 |
0,134 |
3,6 |
0,01 |
0,03 |
1666,6 |
0,12 |
0,135 |
||
|
нк-53 |
1779 |
0,11 |
0,143 |
1,8 |
0,008 |
0,016 |
1777,1 |
0,11 |
0,144 |
||
|
53-130 |
1493,1 |
0,08 |
0,12 |
0,47 |
0,001 |
0,004 |
1492,6 |
0,08 |
0,121 |
||
|
130-200 |
|||||||||||
|
200-250 |
|||||||||||
|
250-350 |
995,4 |
0,037 |
0,08 |
0,0819 |
0,0002 |
0,0007 |
995,3 |
0,03 |
0,081 |
||
|
350-420 |
|||||||||||
|
420-495 |
|||||||||||
|
>495 |
|||||||||||
|
итого |
12442,5 |
1 |
1 |
113.581 |
1 |
1 |
12328.8 |
1 |
1 |
Газовая фаза сепаратора Е-12 отводится сверху, а ШФЛУ подается на питание колонны К-1, излишки откачиваются на бензосклад.
5.2.4Определение доли отгона в сепараторе Е-13
В сепаратор Е-13 поступает верхний продукт колонны К-2,в количестве 5603,36 кг/ч. Расчет ведется при t=55oC и P=3,5 атм.. Состав поступающей нефти в сепаратор Е-13 приведен в таблице 5.13.
Таблица 5.13 – Состав поступающей нефти в сепаратор Е-13
|
компо- |
Приход из К-1 |
Мол.доли |
К |
|
|
ненты |
Кг/ч |
% масс. |
||
|
этан |
22,7 |
0,004 |
0,011 |
18,45 |
|
пропан |
264,12 |
0,04 |
0,08 |
5,24 |
|
изо-бутан |
127,6 |
0,02 |
0,03 |
2,13 |
|
бутан |
492,1 |
0,08 |
0,12 |
1,57 |
|
изо-пентан |
376,8 |
0,06 |
0,07 |
0,66 |
|
пентан |
488,7 |
0,08 |
0,09 |
0,52 |
|
нк-53 |
714,4 |
0,12 |
0,13 |
0,25 |
|
53-130 |
2364,04 |
0,42 |
0,36 |
0,08 |
|
130-200 |
691,5 |
0,12 |
0,07 |
0,01 |
|
200-250 |
61,4 |
0,01 |
0,005 |
0,009 |
|
250-350 |
0 |
0 |
0 |
0,008 |
|
350-420 |
0 |
0 |
0 |
0,008 |
|
420-495 |
0 |
0 |
0 |
0,008 |
|
>495 |
0 |
0 |
0 |
0,008 |
|
итого |
5603.36 |
1 |
1 |
Программа доли отгона в сепараторе Е-13 прилагается далее.
Машина выдалазначение доли отгона е=0.0082
Количество парового потока берем из Приложения Б которое составляет 5603.36
Находим количество паровой фазы: 5603.36 * 0.0082 = 45.8192кг/ч
Находимколичество жидкой фазы: 5603.36 – 45.8192 = 5557.541 кг/ч
Сводный материальный баланс сепаратора Е-13 представлен в таблице
Таблица 5.14 – Сводный материальный баланс сепаратора Е-13
|
компо- |
приход |
расход |
|||||||
|
ненты |
Газ |
Продукт К-2 |
|||||||
|
кг/ч |
мол. доли |
мас. доли |
кг/ч |
мол. доли |
мас. доли |
кг/ч |
мол. доли |
мас. доли |
|
|
этан |
22,7 |
0,01 |
0,004 |
6,43 |
0,14 |
0,087 |
16,26 |
0,008 |
0,003 |
|
пропан |
264,12 |
0,08 |
0,04 |
26,7 |
0,42 |
0,362 |
237,4 |
0,08 |
0,043 |
|
изо-бутан |
127,6 |
0,03 |
0,02 |
5,5 |
0,06 |
0,076 |
122,01 |
0,03 |
0,022 |
|
бутан |
492,1 |
0,12 |
0,08 |
16,0 |
0,19 |
0,218 |
476,05 |
0,12 |
0,086 |
|
изо-пентан |
376,8 |
0,07 |
0,06 |
5,29 |
0,05 |
0,072 |
371,50 |
0,07 |
0,067 |
|
пентан |
488,7 |
0,09 |
0,08 |
5,40 |
0,05 |
0,073 |
483,29 |
0,10 |
0,087 |
|
нк-53 |
714,4 |
0,13 |
0,12 |
3,84 |
0,03 |
0,052 |
710,55 |
0,13 |
0,128 |
|
53-130 |
2364,04 |
0,36 |
0,42 |
4,16 |
0,03 |
0,057 |
2359,87 |
0,36 |
0,427 |
|
130-200 |
691,5 |
0,07 |
0,12 |
1,20 |
0,001 |
0,003 |
691,29 |
0,07 |
0,125 |
|
200-250 |
61,4 |
0,0051 |
0,01 |
0,01 |
0,00004 |
0,00016 |
61,38 |
0,005 |
0,011 |
|
250-350 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
350-420 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
420-495 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
> 495 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
итого |
5603.36 |
1 |
1 |
73.6916 |
1 |
1 |
5529.668 |
1 |
1 |
Таким образом в результате выше приведенных расчетов можно составить сводный материальный баланс блока стабилизации, который прилагается в таблице 5.15.
Таблица 5.13 – Сводный материальный баланс блока стабилизации
|
приход |
расход |
|||||||||||||||||||
|
компо |
нефть, посту- |
ШФЛУ |
Продукт К-2 |
товарная нефть |
газы |
|||||||||||||||
|
ненты |
пающая в Е-11 |
из К-1 |
Из К-2 |
Из Е-12 |
Из Е-13 |
|||||||||||||||
|
кг/ч |
масс. доли |
кг/ч |
масс. Доли |
кг/ч |
масс. доли |
кг/ч |
масс доли |
Кг/ч |
Масс доли |
Кг/ч |
Масс доли |
Кг/ч |
||||||||
|
Этан |
352,2 |
0,0013 |
288,2 |
0,023 |
16,26 |
0,003 |
7,22 |
0,0002 |
4,02 |
0,0001 |
30,03 |
0,26 |
6,43 |
0,087 |
||||||
|
пропан |
2438,3 |
0,009 |
1915,6 |
0,155 |
237,4 |
0,043 |
101,6 |
0,0025 |
105,7 |
0,0027 |
31,17 |
0,43 |
26,7 |
0,362 |
||||||
|
Изо-бутан |
921,16 |
0,0034 |
627,9 |
0,054 |
122,01 |
0,022 |
62,21 |
0,0013 |
97 |
0,0019 |
6,39 |
0,05 |
5,5 |
0,076 |
||||||
|
бутан |
3460,9 |
0,0127 |
2235,5 |
0,181 |
476,05 |
0,086 |
258,8 |
0,0054 |
438,02 |
0,0084 |
16,2 |
0,143 |
16,0 |
0,218 |
||||||
|
Изо-пентан |
2573,8 |
0,0095 |
1329,6 |
0,108 |
371,5 |
0,067 |
270,9 |
0,0052 |
592,6 |
0,0093 |
3,7 |
0,03 |
5,29 |
0,072 |
||||||
|
пентан |
3386,6 |
0,0125 |
1666,6 |
0,135 |
483,29 |
0,087 |
376,04 |
0,0072 |
851,6 |
0,0133 |
3,6 |
0,03 |
5,40 |
0,073 |
||||||
|
нк-53 |
5906,2 |
0,0218 |
1777,1 |
0,144 |
710,55 |
0,128 |
1053,3 |
0,0156 |
2359,4 |
0,0337 |
1,8 |
0,016 |
3,84 |
0,052 |
||||||
|
53-130 |
27634,8 |
0,103 |
1492,6 |
0,12 |
2359,87 |
0,427 |
9065,5 |
0,1594 |
14983 |
0,1806 |
0,47 |
0,004 |
4,16 |
0,057 |
||||||
|
130-200 |
26551,14 |
0,098 |
691,29 |
0,125 |
1,20 |
0,003 |
||||||||||||||
|
200-250 |
21403,47 |
0,079 |
61,38 |
0,01 |
0,01 |
0,00016 |
||||||||||||||
|
250-350 |
43348,8 |
0,16 |
995,3 |
0,08 |
0 |
0 |
45684,4 |
0,779 |
116375 |
0,592 |
0,819 |
0,0007 |
0 |
0 |
||||||
|
350-420 |
29098 |
0,1075 |
0 |
0 |
0 |
0 |
||||||||||||||
|
420-495 |
28258 |
0,1043 |
0 |
0 |
0 |
0 |
||||||||||||||
|
>495 |
45589,4 |
0,278 |
0 |
0 |
0 |
0 |
||||||||||||||
|
итого |
270930 |
1 |
12328,8 |
1 |
5529,6 |
1 |
56880 |
1 |
196002 |
1 |
113,58 |
1 |
73,69 |
1 |
||||||
7 Аналитический контроль производства
Химиико-аналитическая лаборатория является структурным
подразделением цеха комплексной подготовки и перекачки нефти НГДУ «Азнакаевскнефть» и действует на основе Положения, утверждённого начальником НГДУ «Азнакаевскнефть».
Положение определяет функции, права, обязанности, ответственность лаборатории, ее взаимодействие с другими и подразделениями и организациями.
7.1 Виды деятельности лаборатории
Химико-аналитическая лаборатория проводит контроль качества нефти по показателям:
qМассовая доля воды
qМассовая доля механических примесей;
qМассовая концентрация хлористых солей;
qОпределение давления насыщенных паров;
qОпределение плотности;
qОпределение кинематической вязкости;
qОпределение массовой доли серы.
7.2 Обеспеченность нормативной и методической документацией
Лаборатория обеспечена в полном объеме нормативной и методической документацией, включающей нормативные документы на МВИ.
Фонд нормативных документов актуализирован. Актуализация фонда НД проводится централизованно через службу ОАО «Татнефть».
7.3 Оснащенность и состояние испытательного оборудования и средств измерений
Лаборатория имеет необходимое оборудование и средств измерений, обеспечивающие возможность проведения измерений в соответствии с требованиями НД на МВИ.
На испытательное оборудование и средства измерений имеются паспорта, инструкции по эксплуатации и техническому обслуживанию. Ремонтом и техническим обслуживаниемСИ и ИО обеспечены.
Государственную проверку средств измерений проводит Тат.ЦСМ. Графики проверки согласованы в установленном порядке. Сроки проверки соблюдаются.
7.4 Обеспеченность реактивами
Химические реактивы (квалификация, срок годности) используемые лабораторией соответствует требованиям действующих МВИ, для выполнения измерений с заданной точностью.
Порядок проведения внешнего и внутреннего контроля качества измерений
Внутрилабораторный контроль точности результатов измерений проводится согласно требований МВИ с установленной периодичностью.
Объем и периодичность контроля соблюдаются.
Результаты внутреннего контроля качества измерений фиксируются в «Журнале внутрилабораторного контроля».
7.5 Регистрация результатов испытаний и хранение документов
Регистрация результатов испытаний проводится в следующих журналах:
- журнал отбора проб;
- журнал приготовления рабочих растворов;
- рабочие журналы;
- сводный журнал;
- журнал внутреннего контроля;
- журнал контроля дистиллированной воды.
Все журналы сброшюрованы, пронумерованы, опечатаны. Все наблюдения, расчеты записываются в рабочие журналы измерений. Система регистрации результатов испытаний обеспечивает регистрацию первоначальных измерений, их прослеживаемость.
7.6Условия размещения персонала, испытательного оборудования и средств измерений
Помещения для проведения испытаний соответствует предъявляемым требованиям по производственной площади, термогигрометрическим режимам, правилам техники безопасности, включая требования охраны труда, отвечают требованиям санитарных норм и правил обеспечивают выполнение требований методик.
8
8.1Цель и назначение автоматизации
Проведение некоторых современных технологических процессов возможно только при полной их автоматизации. Это объясняется сложностью и большой скоростью протекания технологического процесса, высокой чувствительностью их к нарушению режима, вредностью условий работы и пожароопасностью переработанных веществ.
Автоматизация современного производства – одно из главных направлений совершенствования технологического процесса. Автоматизация способствует увеличению производительности труда, улучшению качества продукции, равномерному и экономичному использованию энергетических и сырьевых ресурсов.
Автоматизация позволяет улучшить условия труда, обеспечить безопасное ведение работ, сократить численность рабочего персонала. Развитие автоматизации нефтехимических процессов характеризуется сложностью и многообразием операции и оборудования.
Управление нефтехимическим производством возможно лишь при широком использовании методов и средств автоматизации. Развитие автоматизации химической промышленности связано с вопросами взрыво - пожаробезопасности перерабатываемого сырья и необходимостью уменьшения вредных выбросов в окружающую среду. Указанные особенности, высокая чувствительность к нарушению технологического режима, а также необходимость своевременного и соответствующего воздействия на процесс в случае отклонения от заданных по регламенту условии, не позволяет даже опытному оператору обеспечить качественное ведение процесса вручную. Поэтому, в настоящее время эксплуатация процессов без автоматизации немыслима. Однако уровень автоматизации отстает от требований сегодняшнего дня, поскольку управление технологическим процессом ведется по косвенным показателям: давлению, температуре, уровню. В настоящее время необходимо вести процесс по показателям качества сырья и конечных продуктов с использованием ЭВМ и микропроцессоУровень автоматизации не достаточен, так как управление ведется по косвенным параметрам (давление, температура, расход, уровень).
8.2 Описание технологической схемы блока автоматизации
Основными определяющими условиями при решении вопросов автоматизации технологических объектов явились:
- обеспечение безопасности работы технологического оборудования при заданном режиме;
- сигнализация при отключении параметров работы технологического оборудования;
- получение информации о параметрах технологического процесса.
Схемой контроля и автоматизации предусматривается:
1.Регулирование давления:
- ШФЛУ на выходе из колонны К-1;
- керосиновой фракции на выходе из колонны К-2.
Регулирование производится регулирующими устройствами типа ПРЗ.31 и регулирующими клапанами типа 25ч40нж, установленных на общем выходе нефтяной фракции из аппаратов. Измерение давления производится манометрами сильфонными типа МС-П2 и вторичными приборами типа ПВА-10.1Э.
2. Регулирование расхода нефти осуществляется при помощи регулирующего устройства типа ПРЗ-31 и регулирующего клапана типа25ч40нж, установленного на трубопроводе нефти. Измерение расхода производится диафрагмой ДК-300 2бг с сильфонным дифманометром ДС-П4 и вторичным прибором типа ПВ-10.1Э.
3. Регулирование уровня нефтепродукта:
- регулирование уровня нефти в кубе колонны К-1 производится при помощи регулирующего устройства типа ПРЗ-31 и регулирующего клапана типа25ч30нж, установленного в кубе колонны К-1;
- измерение уровня производится уровнемером буйкового типа УБ-ПВ и вторичным прибором типа ПВ-10.1Э.
4. Регулирование уровня нефтепродукта в емкостях Е-12, Е-13:
- регулирование осуществляется при помощи регулирующего устройства типа ПРЗ.31 и регулирующего клапана типа 25ч30нж, установленного на трубопроводе выхода нефтепродукта из емкости;
- измерение уровня производится уровнемером буйкового типа УБ-ПВ и вторичным прибором типа ПВ10.1Э.
5. Регулирование температуры верха колонны К-1 и К-2:
- - регулирование температуры осуществляется при помощи ПИ-регулятора системы «Старт» и регулирующего клапана типа 25ч30нж, установленного на трубопроводе выходящего из емкости Е-12, Е-13;
- измерение температуры осуществляется термоэлектрическим термометром типа ТХК 0515 5ц2. 821 730-03, преобразователем для термоэлектрического термометра типов ПТТП68 и ЭПП-63 и вторичным прибором типа ПВ10.1Э.
6. Дистанционный контроль:
- температуры нефти на входе и выходе установки;
- расхода сырой нефти на установке;
- расхода стабильной нефти;
- расхода ШФЛУ и керосиновой фракции;
- температура нефти в колоннах К-1, К-2.
Для контроля температуры применяются термопреобразователи типа ТХК 0515.
Для контроля давления применяется манометр сильфонный типа МС-П2 и вторичный прибор ПВ10.1Э.
Для контроля расходов применяются преобразователи-измерители типа ДК-300 2бг и вторичные приборы ПВ10.1Э.
7.Световая и звуковая сигнализация при отключении следующих параметров:
- температуры верха колонны К-1, К-2;
- уровень в емкости Е-12, Е-13.
8.3 Обоснование выбора приборов и средств регулирования
При выборе приборов и средствконтроля и регулирования параметров надо учитывать, что прибор должен обеспечить необходимые измерения, должен быть достаточно быстродействующим и надежным в работе. Прибор, установленный по месту, должен быть легко доступен для наблюдения и обслуживания. Для контроля и регулирования применяются приборы системы «Старт». Они просты по устройству и надежны. Элементы системы «Старт» обладают высокой чувствительностью.
Основной регулируемой технологической величиной процесса является качество товарной нефти, на которую оказывает влияние ряд возмущающих факторов: расход, давление, температура и другие величины, представленные в таблице 8.1.
|
Аппараты |
давление |
уровень |
температура |
расход |
|
Емкость Е - 11 |
+ |
|||
|
Колонна К - 1 |
+ |
+ |
+ |
+ |
|
Колонна К - 2 |
+ |
+ |
+ |
+ |
|
Емкость Е - 12 |
+ |
+ |
+ |
|
|
Емкость Е - 13 |
+ |
+ |
+ |
Таблица8.1 - Параметры автоматизации
Виды автоматизации, применяемые для поддержания параметров в соответствии с условиями проведения данного технологического процесса, представлены в таблице 8.2
Таблица8.2 - Виды автоматизации
Аппарат и параметры |
Величина параметра и размерность |
измерение |
регулирование |
сигнализация |
||
|
Емкость Е – 11: |
||||||
|
температура |
180 – 220 0С |
+ |
||||
|
Колонна К – 1: |
||||||
|
температура верха |
110 0С |
+ |
+ |
+ |
||
|
|
0,99 МПа |
+ |
+ |
|||
|
уровень |
1 м. |
+ |
+ |
|||
|
Колонна К – 2: |
||||||
|
температура верха |
110 0С |
+ |
+ |
|||
|
давление |
0,4 МПа |
+ |
+ |
|||
|
уровень |
1 м |
+ |
+ |
|||
|
Емкость Е – 12: |
||||||
|
давление |
0,88 МПа |
+ |
||||
|
уровень |
30 – 70% |
+ |
+ |
+ |
||
|
Емкость Е – 13: |
||||||
|
давление |
0,78 МПа |
+ |
||||
|
уровень |
40 – 70% |
+ |
+ |
+ |
8.4 Приборы контроля и автоматики
На всех установках применяются лишь контрольно-измерительные приборы, допущенные к использованию Государственным комитетом стандартов РФ.
Проверка и регулировка приборов осуществляется в соответствии с «Правилами организации и проведении поверки измерительных приборов и контролясостояния измерительной техники с соблюдением стандартов и технических условии», утвержденных Государственным комитетом РФ, а также ГОСТом «Организация и порядок проведения поверки, ревизии и экспертизы средств измерения». Ревизия КИП и А, а также блокировочных и сигнализирующих систем производятся по графикам, составленным в соответствии с «Положением о ППР КИП и А» и регистрируется в специальных журналах.
Запрещается установка и пользование КИП и А:
· Не имеющие клейма или с просроченным клеймом;
· Без свидетельств и аттестатов;
· Вышедших за пределы износа;
· Поврежденных и нуждающихся в ремонте и поверке.
Манометр выбирается с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы. На циферблате манометра нанесена красная черта и укреплена красная пластинка на стекле манометра через деление шкалы, соответствующее разрешенному рабочему давлению. Манометр, установленный на высоте от 2 до 5 метров от уровня площадки для наблюдения за ним, должен быть диаметром 160 мм.
Установка и эксплуатация КИП и А отвечает требованиям СН и П и «Противопожарных технических условий проектирования и применения установок контроля и автоматизации на предприятиях нефтяной промышленности».
Воздух, подаваемый на КИП и А, предварительно осушается.
В помещении операторной предусмотрена сигнализация, срабатывающая при снижении давления воздуха, подаваемого на КИП.
Система сжатого воздуха имеет буферную емкость, обеспечивающую запас сжатого воздуха для работы КИП и А в течение не менее 1 часа.
Все КИП и щиты управления подлежат заземлению независимо от применяемого напряжения.
Расположенные на щитах управления КИП имеют надписи с указанием определяемых параметров.
В помещениях за щитом управления не допускается складирование иносторонних предметов.
За щит управления электродегидраторов разрешается входить только электротехническому персоналу. Двери щита закрыты самозапирающимися замками и оснащены автоматической блокировкой.
8.5 Операторная и центральный щит КИП
Приборы для контроля и управления всем технологическим процессом (наблюдения, регулирования и регистрация показаний) расположены на центральном щите по технологическому принципу. При необходимости обслуживающий персонал может перейти с автоматического управления на дистанционное. В качестве вторичных регистрирующих приборов используют приборы системы «Старт» и малогабаритные потенциометры. Блоки системы монтируют за центральном щитом, в операторной. Отклонение параметров от заданных значений, требующее немедленного вмешательства, сигнализируется световыми и звуковыми сигнализациями. Аппаратура световых и звуковых сигнализации и проверки цепей сигнализации размещаются на центральном щите. На стене в операторной имеются шкафы для щитков питания. Централизация контроля и управления позволяет не только наблюдать за ходом всего комплекса технологических процессов, но и своевременно принимать меры при нарушении режима. В результате увеличивается срок службы технологического оборудования.
8.6Электропитание и воздухоснабжение
Вторичные приборы системы «Старт» питаются электрическим током от сети переменного тока напряжением 220В. Щитки КИП питаются от щитков электрической части установки. Основным источником питания приборов установки сжатым воздухом является центральная компрессорная цеха, где воздух должен очищаться и осушаться. Непосредственно на самой установке помещают аккумулятор сжатого воздуха и пылевлагоотделитель. Имевшийся на старых установках резервный электрический компрессор типа ВУ – 3/8 исключен как излишнее оборудование. Сжатый воздух для снабжения системы контролируется и автоматически на установке поступает из общей магистрали цеха в аккумулятор сжатого воздуха через обратный клапан, затем в пылевлагоотделительи далее в линии сжатого воздуха, идущих к приборам, поддерживается регулированием давления.
8.7 Аализ сатистических и динамических характеристик объекта регулирования
Система автоматического регулирования при подготовке – динамическая система, так как равновесное состояние системы нарушается в результате действия различных возмущений, при этом входные, промежуточные и выходные величины системы изменяются во времени.
Установка подготовки нефти предназначена для улучшения качества товарной нефти, то есть уменьшения содержания воды, солей.
Рассмотрим в качестве объекта регулирования ректификационная колонна, сепаратор, которые являются сложными объектами управления со значительным временем запаздывания, так как некоторые параметры процесса начинают изменяться после изменения параметров сырья через 1-3 часа. Трудность регулирования процесса объясняется частотой и амплитудой возмущений.
В объекте имеют место такие возмущения, как изменения начальных параметров исходной смеси, а также теплоносителей. Кроме этого, на технологический режим колонны,сепаратора, установленных под открытым небом, влияют колебания температур окружающей среды. Управление осуществляется из помещения операторной, где расположен щит управления.
а) Контроль за состоянием воздушного бассейна
Периодический контроль загрязнения атмосферного воздуха осуществляется переносными газоанализаторами. Перечень приборов для контроля загрязнения атмосферного воздуха приведен в таблице 8.3.
Таблица 8.3 - Перечень приборов для контроля загрязнения атм. воздуха
|
Контролируемый компонент |
Тип газоанализатора |
Технические данные приборов |
Завод-изготовитель |
|
Окись углерода |
Палладий 2М Электро- химический |
Диапазон: 0-3 0.10М = 17кг 0-30 мг/м3 |
ПО «Аналитприбор» г. Смоленск КЗАП г. Киев |
|
Окислы азота |
645 ХЛ 01 хемилюми- несцентный |
Диапазон: 0-0.625; 0-0.75; 0-2.5; 0-7.5; Погрешность ±15% М = 30кг |
|
Углеводороды |
623 ИН 02 пламенно- ионизационный |
Диапазон: 0-5; 0-15, 0-50 мг/м3. Погрешность ±15% М = 85кг |
«Севкавэлектроприбор» г. Нальчик |
9Охрана труда
9.1 Общая характеристика объекта
Установка комплексной подготовки нефти предназначена для получения товарной нефти.
Основное оборудование – стабилизационная колонна, размещена на открытой площадке, давление от 6 до 10 атм., температура от 1100 до 2200 С, в колонне стабилизируется нефть; отстойник, размещен на открытой площадке, давление 4 атм., температура 800 С, здесь происходит процесс отстоя воды; сепаратор, размещен на открытой площадке, давление 3 атм., температура 500 С, здесь происходит процесс разделения паров нефти от жидкости.
Процесс комплексной подготовки нефти является вредным производством, так как нефть и отделенный от нее нефтяной газ, применяемый деэмульгатор, являются токсичными и вредными веществами.
Из – за утечки углеводородных газов, за счет разгерметизации оборудования, возможны отравления людей. Также возможен взрыв и пожар.
Согласно СанПиН 2.2.1/2.1.1.567 – 96 класс вредности I, ширина защитной зоны 2000 м.
При работе на высотных лестницах, установках возможны падения людей.
Классификация наружных установок и помещений приведена в таблице 9.1.Характеристика сырья приведена в таблице 9.2.
Таблица 9.1- Классификация наружных установок и помещений
|
Наименование помещений и наружных установок |
Категориявзрывоопасности по НПБ 105 - 95 |
Степень огнестойкости здания |
Классификация помещений и наружных установок по ПУЭ
взрыво - группа опасных взрыво - зон опасности по ПУЭ смесей |
|
|
1 |
2 |
3 |
4 |
5 |
|
1.Нефтенасосные |
А |
I |
В – I а |
II А – Т3 |
|
2.Склад химреагентов |
А |
I |
В – I а |
II А – Т3 |
|
3.Площадка теплообменников |
Ан |
I |
В – I г |
II А – Т3 |
 Категория и
Категория и
|
1 |
2 |
3 |
4 |
5 |
|
4.Площадка емкостей |
Ан |
I |
В – I г |
II А – Т3 |
|
5. Компрессорная |
А |
I |
В – I а |
II А – Т2 |
|
6.Лаборатория |
Б |
II |
В – I б |
II А – Т3 |
|
7.Машинный зал |
А |
I |
В – I а |
II А – Т3 |
Таблица 9.2 – Характеристика сырья
|
Наименование |
Класс опасности |
Температура, 0 С |
Предел взрываемости, %объемные |
ПДК в воздухе |
Характеристика токсичности и воздействия на организм человека |
|||
|
Вспышки |
Воспламенения |
Самовоспламенения |
Нижний |
Верхний |
||||
|
1..Нефть (п) |
IV |
25 |
22 – 100 |
320 |
1 |
18 |
100 |
При возд. на кожу вызывает раздражение. |
|
2.Нестабильный бензин (п) |
IV |
40 |
- |
425 |
1 |
18 |
300 |
Действ. на органы дыхания центр. нерв, систему |
|
3.Деэмульгатор(г) дипроксиамин 157 – 65м |
IV |
70 |
- |
450 |
6 |
34,7 |
50 |
Раздражает слизистую оболочку |
|
4.Сероводород (г) |
III |
- |
- |
350 |
1 |
45 |
10 |
Удуш. действие, раздраж.глаз, смерть |
9.2 Пожарная профилактика и средства пожаротушения
По НПБ 105 – 95 все производственные помещения УКПН относятся к категории А, степень огнестойкости здания I. Стены изготовлены из железобетона, кирпича, предел огнестойкости зданий и несущих конструкций 2 часа.
На случай возникновения пожара предусмотрено по два эвакуационных выхода из каждого здания, шириной не менее 1 метра и высотой не менее 2 метров.Для тушения пожара применяются первичные средства тушения пожара: ящики с песком , кошма, пенные огнетушители ОХП – 10, ОХП – 15, ОВГ – 100 и ОУ – 2, ОУ – 8, которые находятся на каждой установке и в зданиях у выхода.
УКПН оборудован лафетными стояками, системами пожарного водопровода. При пожаре включаются противопожарные насосные станции. Наружная установка по периметру оснащена пеногенераторными стояками, системами паротушения 10 атм. паром.
Мероприятия по предупреждению пожара:
1-электрооборудование взрывозащищенного исполнения;
2-напряжение для переносного электроинструмента и освещение не более 42В;
3-систематическая проверка исправности заземления;
4-герметизация технологического оборудования.
9.3 Индивидуальные средства защиты
Весь обслуживающий персонал обеспечивается индивидуальными средствами защиты:
- спецодежда из хлопчатобумажной ткани: костюм. В зимнее время ватные штаны, телогрейка;
- обувь по ГОСТ 12.4.103 – 83 – кожаные ботинки, резиновые сапоги, калоши, а в зимнее время валенки на токопроводящей основе;
- для защиты рук – рукавицы и х/б перчатки комбинированные
- защитная фибровая каска с подшлемником;
- прорезиненные фартуки: предназначены для защиты рабочих от нефти, масел, бензина и др.;
- противогазы марки В, КД, М;
- защитные очки (ОЗО – открытые, ОЗЗ - закрытые).
При работе по ремонту оборудования применяются шланговые противогазы ПШ – 1, ПШ – 2 для работ при высоких концентрациях газа в воздухе или внутри емкостей. В аварийных ситуациях применяются изолирующие противогазы
КИП – 46.
9.4Вентиляция и отопление
Для обеспечения нормальных метеоусловий и снижения концентрации вредных веществ на складе реагентного хозяйства, в операторной и насосной предусмотрены естественная и искусственная вентиляция. Естественная вентиляция осуществляется через вентиляционные короба, искусственная вентиляция – общая приточно – вытяжная. В насосной, компрессорной, на складе химреагентов, операторной кратность воздуха К = 3 ч – 3. Также в насосной предусмотрена вентиляция с восьмикратным воздухообменом, которая приводится в действие автоматически, когда концентрация взрывоопасного вещества – углеводородного газа, в воздухе на 20% меньше, чем нижний концентрационный предел его воспламенения. Предусмотрено включение с наружи автомеханическую вентиляцию.
Воздуховоды изготавливают из не искрящего и нержавеющего материала, чтобы не возникло статистических зарядов. Воздуховоды заземляют.
Для поддержания в зимнее время нормальной температуры в помещениях используют водяное отопление с температурой греющей воды 80 0С.
В таблице 9.3 приведены параметры микроклимата воздуха рабочей зоны согласно СНиП 2.04.05 – 91.
Таблица 9.3 – Параметры микроклимата воздуха рабочей зоны
|
Производ ственные помеще - ния |
Категория работ |
Холодный период |
Теплый период |
||||
|
Температура 0С |
Относит влажность, % |
Скорость движения воздуха, м/сек |
Температура 0С |
Относит влажность, % |
Скорость движения воздуха, м/сек |
||
|
Операторная |
IIа |
18 - 20 |
60 - 40 |
0,2 |
21 - 25 |
60 - 40 |
0,3 |
|
Насосная |
IIа |
18 - 20 |
60 - 40 |
0,3 |
21 - 25 |
60 - 40 |
0,4 |
|
Компрес - сорная |
IIа |
18 - 20 |
60 - 40 |
0,2 |
21 - 25 |
60 - 40 |
0,3 |
Теплоизоляция труб принята минераловатными полу цилиндровыми фрезерованными на синтетическом связующе – кровном слоетонко листовая оцинкованная сталь.
Вентилятор выбирают типа ЦН – 70 с электродвигателем ВАО – 071 – 4 с номинальной мощностью N ном = 0,6 кВт.
9.5 Освещение
Проектом предусмотрено естественное боковое и искусственное общее освещение. В операторной используется естественное боковое освещение и общее
искусственное. В насосной и на складе химреагентов – общее искусственное и аварийное освещение. В компрессорной общее искусственное освещение.
Согласно СНиП 23 – 05 – 95 работы, выполняемые в операторной, относятся к IV разряду, КЕО = 1,5%, Е = 200 лК. В насосной, компрессорной относится к V разряду зрительных работ, Е = 150 лК.
Типы применяемых светильников: насосная ВЗГ – 200, в операторной НОБ-100 с лампами НГ – 100.
Наружная установка освещается лампами накаливания типа НВК 220- 75,
Е = 50 лК, светильниками ВЗГ – 100М.
В случае отключения рабочего освещения предусмотрено аварийное
освещение Е = 10 лК.
Эвакуационное освещение предусмотрено в проходах, на лестницах, которое обеспечивает освещенность в помещениях 0,5 лК, на открытых территориях 0,2 лК.
Светильники аварийного освещения присоединяются к независимому источнику питания , а светильники для эвакуации людей к сети независимого от рабочего освещения. Для аварийного освещенияприменяют светильники ВЗГ – 200 с лампами накаливания Б – 40.
9.6 Электробезопастность
Согласно ПУЭ – 86 по классу опасности поражения электрическим током УКПН относится к классу – помещения повышенной опасности. Наружная установка – к классу особой опасности поражения электрическим током.
Безопасное напряжение для ручных светильников – 12 В, для переносных электроприемников номинальное напряжение – 36 В.
В соответствии с ГОСТ 122.020 – 76 маркировка электрооборудования повышенной надежности против взрыва: 2 ExdII АТЗ. Цепь со взрывопроницаемой оболочкой, БЭМЗ более 0,9 мм.
Для защиты людей от поражения электрическим током предусмотрено защитное заземление RЗ ≤ 10 Ом.
Изоляция проводов выполнена из полихлорвинила, а сверху покрыта свинцовой оболочкой RИЗ не менее 0,5 мОм.
Защита от прикосновения к токоведущим частям обеспечивается сплошными и сетчатыми ограждениями с размером сетки 25x25 мм., блокировки и расположением токоведущих частей на недоступной высоте или в недоступном месте.
9.7 Защита от статического электричества и молниезащита
Заряды статического электричества образуются при движении нефти по трубопроводу, при заполнении резервуаров. Объемное удельное сопротивление, применяемых в данном проекте, веществ 108 * 10 12Ом*м, что относится к классуЭ–3 – сильная электризация согласно ГОСТ 12.1.018 – 86.
Для предотвращения накопления зарядов статического электричества предусмотрены следующие меры:
1. Заземление корпусов аппаратов не менее чем в двух точках, трубопроводы, находящиеся на расстоянии 10 метров друг от друга, через каждые 10 – 15 м. соединяются металлическими перемычками и заземляются;
2. Транспортировка жидкости со скоростью не более 10 м/с;
3.Слив и налив жидких продуктов осуществляется так, чтобы сливная труба опускалась на дно и струя стекала по стенке со скоростью 0.5-0.7 м/с.
Для защиты людей применяются: токопроводимый металлический пол, толщиной 3 мм; обувь на токопропроводящей подошве (резиновая с медными заклепками); применяемый ручной инструмент из медного, бронзового материалов.
Категория по молниезащите здание II, зона защиты класс Б. Защита от прямых ударов молнии осуществляется стержневыми молниеотводами, установленных на колонне, на крыше зданий. Сопротивление заземляющих устройств не более 20 Ом.
Для защиты от заноса высоких потенциалов по подземным коммуникациям их при вводе в здание или сооружение присоединяют и заземляют R3=10 Ом.
9.8 Шум и вибрация
Источником шума и вибрации на установке являются насосные, вентиляционные системы, печи, компрессоры.
В соответствии с ГОСТ 12.1.003 – 88 уровень звукового давления не должен превышать 85дБ при частоте 1000 Гц.
Мероприятия по снижению шума:
- систематическая смазка трущихся частей оборудования;
- звукоизоляция приводов шумных машин кожухами;
- тщательная балансировка и центровка вращающихся частей при сборке.
Для предотвращения вибрации или его снижению установку оборудования производят на фундаменте с малой амплитудой собственных колебаний. Между оборудованием и основанием устанавливают резинометаллические прокладки.
9.9 Безопасность технологического процесса
Технологический процесс осуществляется по непрерывной схеме, полностью автоматизированный, параметры процесса: P, T, L, F, регулируются и контролируются приборами системы «Старт». Процесс ведется при температуре 650 – 120 0 и давлении 6 – 10 атм.
Герметичность оборудования обеспечивается применением сварных аппаратов с минимальным числом разъемных деталей. Герметичность фланцевых соединений обеспечивается применением прокладок из асбеста и поронита; вращающихся и движущихся деталей обеспечивается применением торцевых уплотнителей.
Все аппараты, работающие под давлением, имеют контрольные манометры и снабжены предохранительными клапанами (ППК – 4), которые срабатывают при повышении давления на 15 %. Сигнал подается на щит управления.
На трубопроводе предусмотрено теплоизоляция (стекловата, алюминиевая обшивка). На подачи сырья в аппарат установлены системы автоматической блокировки, которые срабатывают при повышении или понижении давления, температуры, уровня. При изменении давления, температуры, уровня, расхода предусмотрена аварийная сигнализация – световая и звуковая.
При повышения допустимого уровня в емкости перелив происходит в аварийные емкости.
Для защиты оборудования от коррозии применяют антикоррозионную сталь, используют эпоксидные покрытия.
Площадка обслуживания имеет ширину площадки 1,5 – 4,0 м., высота перил – 1м., шаг ступеней – 0,25м., уклон – 45 0.
Регулирование температуры происходит за счет большего подачи орошения.
9.10Экологичность
1. При добыче нефти на поверхность вместе с ней извлекается большое количество пластовой высокоминерализованной воды.
2. В нефтяном газе может содержаться сероводород и углекислый газ (содержание сероводорода в воздухе 3мг/л опасно для жизни человека).
Извлеченную на поверхность пластовую воду отделяют путем отстоя от нефти и закачивают снова в пласт через нагнетательные или специально пробуренные поглощающие скважины. Нефтяной газ, содержащий H2S и СО2,идет на сжигание на факел или на собственные нужды, то есть в печь.
В целях защиты атмосферного воздуха от загрязнения, сброс газа с ППК предусматривается через дренажную емкость на факел для сжигания.
С целью охраны водоемов от попадания загрязненных стоков, все промышленные стоки направляются по системе трубопроводов на очистные сооружения с последующей подачей их в систему поддержки пластового давления.
По охране окружающей среды проведены мероприятия:
1.Максимальная герметизация производственного процесса.
2.Сокращено прямоточное водоснабжение за счет использования аппаратов воздушного охлаждения для продуктов стабилизации нефти.
3.Направление не сконденсировавшихся газов стабилизации в систему газосбора или в дренажные емкости.
4.Осадки, после зачистки резервуаров и грунт с нефтепродуктами вывозятся в места, согласованные с санитарной инспекцией, для нейтрализации и дальнейшего закапывания.
Замазученная ветошь, тряпки собираются и сжигаются за территорией установки, в местах, согласованных с пожарным надзором
10Экономическое обоснование проекта
10.1. Производственная программа. Производство непрерывное, производительность рабочей смены 8 часов, число смен – 3.
Время работы установки:
- календарные дни 365
Производительность установки по сырью 2.5млн.т/год. 285,4 т/ч = 2397360 т/год. Товарный баланс приведен в таблице 10.1
Таблица 10.1-Товарныйбаланс установки..
|
Приход |
Млн.т/год |
Расход |
Млн.т/г |
|
1. Нефт. эмульс. а) сух. нефть б) вода 2. Деэмульгатор 3. Пресная вода |
2,5 2,3 0,12 0,0002 0,23 |
1. Стаб.нефть а) сух. нефть б) вода 2. ШФЛУ 3. Дренаж 4. Потери |
2,3 2,31 0,01 0,065 0,359 0,0095 |
|
ИТОГО |
2,75 |
ИТОГО |
2,75 |
Стабильная нефть + ШФЛУ = 2,3 + 0,065 = 2,3 млн.
10 2.Расчет капитальных вложений и амортизации основных фондов приведено втаблице 10.2
Таблица 10.2- Расчет капитальных затрат на строительство зданий и сооружений.
Наименование |
Сметная стоимость |
Амортизация , % |
|
|
норма |
сумма |
||
|
1. Здания 2. Сооружения 3. Здание котельной 4. Администр. корпус |
4255126 3789235 630000 1875326 |
9 9 8 7 |
382961 341031 50400 131273 |
ИТОГО |
10549687 |
905665 |
Расчет капитальных затрат на оборудование приведены в таблице 10.3
Сводная смета капитальных затрат приведнно в таблице 10.4
Таблица. 10.3 Расчет капитальных затрат на оборудование
|
Наименование |
Кол-во |
Стоимость |
Амортизация % |
||||
|
Ед.-цы |
Суммы |
Норма, % |
Сумма, руб |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
1.Колон. стаб. К-1 2.Колон. стаб. К-2 3.Здание |
1 1 3 |
1200000 1500000 540000 |
1200000 1500000 1620000 |
10 9 8 |
120000 135000 129600 |
||
4.Аппарат воздуш.зигзагообразный |
2 |
720000 |
1440000 |
6 |
86400 |
||
ИТОГО |
5760000 |
585000 |
|||||
|
II КиПи автомат III Трубопроводы IV Эл. силов. обор.е V Неучтен. обор.-е |
806400 1036800 230400 518400 |
9 9 8 9 |
72576 93312 18432 46656 |
||||
ВСЕГО |
8352000 |
815976 |
Таблица 10.4. Сводная смета капитальных затрат.
|
Наименование ОФ |
Сумма |
% к итогу |
|
Здания Сооружения Оборудование |
4255126 3789235 8352000 |
26,1 13,0 50,9 |
|
ИТОГО |
1890187 |
100 |
Оборотные производственные фонды составляют 12% от стоимости основных производственных фондов
Обор. ПФ= 18901687*0,12=2268202
10.3. Расчет численности и фонда заработной платы работающих.
Баланс рабочего времени приведено в таблице 10.5
Таблица 10.5. баланс рабочего времени.
|
Показатели |
4-х бриг. график; 8-ми часов. Смена. |
Календарный фондВыходные дни по графику Продолжительность отпуска Выполнение гос. обязонностей Болезни Эффект. фонд рабочего времени, дни Эффект. фонд рабочего времени, час. |
365 91 28 1 8 237 1896 |
Для основных рабочих рассчитывается явочный и списочный составы по профессиям и тарифным разрядам:
Явочное число рабочих в сутки составляет:
Ряв = Рсм*С , чел.
С – число смен в сутки
Рсм – сменная численность.
Ряв = 5*3 = 15 чел.
Списочное число рабочих определяется:
Рсп = Рсм*Кбр , чел.
Рсм – сменная численность;
Кбр – количество бригад.
Рсп = 5*4 = 20 чел.
Численность основных производсвенных рабочих приведено в таблице 10.6 а вспомогательных в таблице 10.7
Таблица 10.6 Численность основных производственных рабочих
|
Наименование профессии |
Разряд |
Тариф, руб |
Численность |
||
|
сменная |
явочная |
списочная |
|||
|
1.Опер.блока стабил. 2.Старш. оператор 3.Оператор по печатии 4.Оератор насоса 5.Оператор бензопарка |
5 4 3 3 3 |
22,9 18,7 14,3 14,3 14,3 |
1 1 1 1 1 |
3 3 3 3 3 |
4 4 4 4 4 |
ВСЕГО |
5 |
15 |
20 |
Таблица 10.7 Численность вспомогательных рабочих
|
Наименование профессии |
Разряд |
Тариф, руб |
Численность |
||
|
сменная |
явочная |
списочная |
|||
|
1.Слесарь –ремонтник 2.Электросварщик 3.Машинист 4.Подсоб. рабочие 5.Чистильщик |
4 5 4 2 2 |
18,7 22,9 18,7 12,2 12,2 |
1 1 1 1 1 |
3 3 3 3 3 |
4 4 4 4 4 |
ВСЕГО |
5 |
15 |
20 |
Расчет тарифного фонда заработной платы основных и вспомогательных рабочих соответствующих разрядов.
Зтар=Тэф*Рсп*Ечас
Тэф. – эффективный фонд рабочего времени, час
Рсп – списочная численность, чел.
Ечас – часовая тарифная ставка.
Зтар(5)=1896*8*22,9=347347
Зтар(4)=1896*12*18,7=425462
Зтар(3)=1896*12*14,3=325354
Зтар(2)=18956*8*12,2=185049
Зтар=Зтар(6)+Зтар(5)+Зтар(4)+Зтар(2)
Зтар=1283213 руб.
Доплаты:
- за работу вечернее время:
Звеч=(Зтар*0,2)/3
Звеч=1283213*0,2/3=85548 руб.
Звеч – вечерний ФЗП, руб.
Зтар – тарифный ФЗП, руб.
- за работу в ночное время:
Зноч=Зтар*0,4/4=128321руб.
- за работу в праздничные дни:
Зпраз.= Зтар.сут.*12, руб.
Зтар.сут. – тарифная ЗП в сутки, руб.
12 – число праздничных дней.
Зтар.сут.=1283213/237=541,4 руб.
Зпразд.=541,4*12=6497 руб.
Премии:
Зпрем.=Зтар.*0,5=1283213*0,5=641606,5 руб.
Заработная плата основных и вспомогательных рабочих:
Зр.=Зтар+Д
Д – доплаты (Звеч, Зноч, Зпразд, Зпрем.)
Д=85548+128321+6497+641606,5=861972,5 руб.
Годов. ФЗП
Зр.=1283213+861972,5=2145185,5 руб.
Зосн.=0,356*2145185,5=763686 руб.
Зср. 2145185,5/(40*12)=4469,1
10.4 Расчет производится на основе штатного расписания или списочнойчисленности работников этих категорий, их должностных окладов.
Расчет ФЗП ИТР Приведено в таблице 10.8 Таблица 10.8 Расчет ФЗПИТР.
|
Должность |
Кол-во |
Оклад в месяц |
Годов. ФЗП по окладу |
Доплата за вредность |
Годов. ФЗП, руб. |
|
|
% |
Сумма |
|||||
|
Начальник устан. Механик Главный технол. Технолог Инженер-химик Инженер по ТБ Нач. тов. парка |
1 4 1 1 1 1 1 |
5000 2700 3700 3400 2700 2900 2900 |
60000 129600 44400 40800 32400 34800 34800 |
15 15 15 15 15 15 15 |
9000 19440 6660 6120 4860 5220 5220 |
69000 149040 51060 46920 37260 40020 40020 |
ИТОГО |
10 |
23300 |
376800 |
433320 |
Премии ИТР – 50% за 1005 выполнение плана, выплачиваются из прибыли после уплаты всех налоговпотому не включаются в ФОП ( фонд. опл труда).
Среднегодовая ЗП одного рабочего определяется:
Зср.=-Згод/Рсп, руб.
Рсп –численность рабочих
Згод – годовой ФЗП
Зср.= 2578505,5/(50*12)=4297,5 руб.
Доля на калькуляционную единицу определяется по формуле:
Зуд=Згод/Вгод
Вгод – годовой объем производства, т/год
Згод – годовой ФЗП
Зуд=2145185,5/2280012=0,94 руб/т
Производительность труда определяется:
Птр=Вгод/Рсп=2280012/50=45600 т/чел.
Расчет калькуляции себестоимости продукции приведено в таблице 10.9
Таблица 10 9 Расчет калькуляции себестоимости продукции.
Статьи затрат |
Ед. измер. |
Годовая норма расхода |
Цена за единицу |
Сумма |
Переменные затраты |
||||
|
I.Сырье 1.Сырая нефть 2.Деэмульгатотр 3.Вода пресная 4.Пар II.Эл. энергия III.Годов.з.п. произв.рабочих IV.ЕСН |
т т м3 гКал кВт/час |
2500000 168 119280 58076 45450567 |
660 25000 6 1,5 0,8 |
1582257600 4200000 715680 87114 36360454 2145125 763686 |
|
ИТОГО |
1626529720 |
|||
Постоянные затраты |
||||
|
I.Амортизация зданий и сооружений II.Амортизация оборудования III.З.п. ИТР и МОП IV.ЕСН V.Содержание и эксплуат. оборудования VI.Прочие расходы |
905665 815976 439320 154262 40799 23500 |
|||
ИТОГО |
2373522 |
С/с 1т=(1626529720+2373522)/2280012=714,4 руб/т
Технико – экономические показатели приведены в таблице 10.10
Таблица 10.10 Технико-экономические показатели.
Показатели |
Ед. измерения |
Сумма |
|
1.Годовой выпуск прод. 2. Капиталь. затраты а) в ОПФ б) обор. средства 3.Численность работающих 4.Производ.-ть одного чел. 5.Среднегодов. ЗП одного рабочего 6. Среднегодов. ЗП одного работающего 7Себестоимость ед. прод. |
т руб. руб. чел. Т/чел руб. руб. руб. |
2220012 18901687 2268202 50 45600 4469,1 4297,5 714,4 |