История развития процессов выплавки стали, протекающих с использованием дутья воздуха и других газов
| Сдавался/использовался | 2006г., Санкт-Петербургский государственный политехнический университет (СПбГПУ) |
| Загрузить архив: | |
| Файл: ref-22366.zip (163kb [zip], Скачиваний: 207) скачать |
Федеральное агентство по образованию
Санкт-Петербургский государственный политехнический университет
История и философия науки
Реферат
на тему «История развития процессов выплавки стали, протекающих с использованием дутья воздуха и других газов»
Факультет технологии и исследования материалов
Оглавление
TOC o "1-3" h z u Введение. PAGEREF _Toc134347198 h 3
Развитие способов производства стали. PAGEREF _Toc134347199 h 5
Появление и развитие кислородно-конверторного способа производства стали. PAGEREF _Toc134347200 h 11
Заключение. PAGEREF _Toc134347201 h 18
Список литературы.. PAGEREF _Toc134347202 h 20
Введение.
Начиная с первых упоминаний о поселениях древних людей можно встретить свидетельства их деятельности- различные орудия труда и предметы быта. Очень часто среди таких предметов находят изделия из металлов.
Не располагая документальными памятниками, сейчас можно только предполагать что первое железо попало в руки человека случайно на месте догоревшего костра или лесного пожара на рудоносных площадках. Повторение подобных случаев могло натолкнуть человека на мысль о возможности получения железа в кострах. Вполне вероятно, что люди в разное время в различных местах независимо друг от друга пришли к разработке способа получения железа.
Устройство земляного ограждения вокруг костра с отверстием с наветренной стороны для поступления воздуха явилось прообразом более совершенного способа получения железа в сыродутном горне.
Сыродутным процессом называют старинный способ получения железа непосредственно из руды в небольших горнах, которые вначале делали прямо в земле. Сыродутным этот способ назывался из-за того, что в горн подавали ("дули") холодный ("сырой") атмосферный воздух. Печи представляли собой ямы, вырытые на склонах холмов, чтобы можно было иметь естественную тягу. Производство стали всегда было непосредственно связано с подводом достаточного количества воздуха, поэтому большая часть горнов находилась на холмах.
Позднее, естественная тяга была заменена искусственной- воздух нагнетался в печь с помощью мехов.
Сыродутное производство в течение почти трех тысячелетий было основным источником получения мягкого железа. Более твердый металл -сталь - получали в тиглях, где смешанное с древесным углем железо частично науглероживалось. Освоение выплавки железа из руд в сыродутных печах, ознаменовавшее начало железного века в истории человечества, явилось величайшим достижением.
Сыродутный способ возник и получил относительно широкое распространение на Кавказе в районе древней Армении у легендарного закавказского народа - халиберов, жившего на южном берегу Черного моря. Этот процесс развивался и распространился около 1400-1500 лет до н.э. на базе древней металлургии меди. Особым искусством в получении железа отличались жившие там позднее хетты. Вначале железо у хеттов ценилось более чем в 6000 раз дороже меди, в 1000 раз дороже серебра и почти в 160 раз дороже золота 38 . Из этих мест сыродутный способ получения железа распространился в Египет и Грецию к 1100г. до.н.э.,в Индию к 800г до н.э., Китай к 500г. до н.э. и в Европу к 600-500г,. до н.э. По более поздним данным в период 1300...1000 лет до н.э. черная металлургия Индии развивалась самостоятельно. Первые следы сыродутного производства железа в Японии относят к 1в. до н.э. Сыродутное железо вначале не вытеснило бронзу. Первое время оно ценилось очень высоко, в 15-20 раз дороже меди и бронзы., и составляло даже сокровище ассирийских царей. При раскопках дворца царя Саргона П (722-705 до н.э.) вблизи г.Ниневии обнаружили клад в 160т железа в виде отдельных криц.[1, c. 28]
Переход кочевых народов Средней Азии из бронзового в железный век базировался на богатых железными рудами Алтайских горах, где сосредотачивалось железоделательное кузнечное мастерство. Древние монголы и Туркмении получали из этих мест оружие и доспехи.
Искусство получения железа из Греции распространилось в Центральную и Западную Европу, где ранний железный век относят к VII-V в. до н.э., а наиболее широкое распространение железа- к V-I в. до н.э. Первые сыродутные печи обнаружены в нынешней Австрии. Археологи их относят к периоду 1000- 4560 г. до н.э. Большой вклад в распространение железа в Европе в латинский период (V-I в. до н.э) внесли кельтские народы, овладевшие передовой по тому времени технологией получения железа. Расселившись по Европе в конце прошлой и начале нашей эры, кельты заняли территории современной Франции, Германии, Англии, Польши и др. Кельтское название железа "изарнон" перешло в современный немецкий ("айзен") и английский ("айрон") языки. Помимо сельскохозяйственных орудий, кельтские кузнецы с большим искусством изготовляли оружие, закаливали его, мастерски украшая травлением, чеканкой, насечкой. Это оружие высоко ценилось германцами и римлянами.
В средние века горн уже обрел вид шахтной печи, достигавшей в высоту нескольких метров. Теперь печи «дышали» с помощью энергии воды- воздуходувные мехиприводились в движение сначала специальными водяными трубами, а позже огромными водяными колесами.
Процесс в шахтной печи происходит при больших температурах. Именно это привело к тому, что вместо требуемой железной крицы из печи вытекал чугун, Позже заметили, что при повторном переплаве чугуна получалась желанная сталь. Так возник двухстадийный процесс получения стали. [2, c. 11]
Развитие способов производства стали
До конца XVIII- начала XIXвека в процессе получения стали больших сдвигов не происходило. Промышленных способов, позволяющих в больших объемах получать сталь еще не было. До конца XVIII века передел чугуна в мягкое железо происходил только в кричных горнах. Этот способ, однако, был неудобен во многих отношениях. Получавшийся в ходе него металл был неоднородным - местами приближался по своим качествам к ковкому железу, местами - к стали. Кроме того, работа требовала больших затрат времени и физических сил.
Значительным шагом вперед на этом пути стал предложенный в 1784 году англичанином Кортом процесс пудлингования в специально созданной для этого печи. Важное отличие пудлинговой печи от кричного горна заключалось в том, что она допускала использовать в качестве горючего любое топливо, в том числе и дешевый неочищенный каменный уголь, а объем ее был значительно больше. Благодаря пудлинговым печам железо стало дешевле. Вместе с тем в отличие от кричных горнов печь Корта не требовала принудительного вдувания. Доступ воздуха и хорошая тяга достигались благодаря высокой трубе. Это была одна из причин, почему пудлинговые печи получили широкое распространение во всем мире.
Пудлингование было очень тяжелым и трудоемким процессом. Работа шла при нем таким образом. На подину пламенной печи загружались чушки чугуна, их расплавляли. По мере выгорания углерода и других примесей температура плавления металла повышалась, и из жидкого расплава начинали "вымораживаться" кристаллы довольно чистого железа. На "подине" собирался комок слипшейся тестообразной массы. Рабочие-пудлинговщики приступали в операции накатывания крицы. Перемешивая металл ломом, они старались собрать вокруг него комок (крицу) железа. Такой комок весил до 50-80 килограммов и более. Крицу вытаскивали из печи и подавали сразу под молот для проковки, чтобы удалить частицы шлака и уплотнить металл.
Многие изобретатели думали над тем, как заменить пудлингование более совершенным способом восстановления железа. Раньше других эту задачу удалось разрешить английскому инженеру Бессемеру. В 1856 году Бессемер публично демонстрировал изобретенный им неподвижный конвертер [3]. Конвертер имел вид невысокой вертикальной печки, закрытой сверху сводом с отверстием для выхода газов. Сбоку в печи было второе отверстие для заливки чугуна. Готовую сталь выпускали через отверстие в нижней части печи (во время работы конвертера его забивали глиной). Воздуходувные трубки (фурмы) находились возле самого пода печи. Так как конвертер был неподвижным, продувку начинали раньше, чем вливали чугун (в противном случае металл залил бы фурмы. По той же причине надо было вести продувку до тех пор, пока весь металл не был выпущен. Весь процесс длился не более 20 минут. Малейшая задержка в выпуске давала брак. Это

Рис. 1 Развитие Бессемеровского процесса
неудобство, а также ряд других недостатков неподвижного конвертера заставили Бессемера перейти к вращающейся печи. В 1860 году он взял патент на новую конструкцию конвертера, сохранившуюся в общих чертах до наших дней. Способ Бессемера был настоящей революцией в области металлургии. За 8-10 минут его конвертер превращал 10-15 т чугуна в ковкое железо или сталь, на что прежде потребовалось бы несколько дней работы пудлинговой печи или несколько месяцев работы прежнего кричного горна. Однако, после того как бессемеров метод стал применяться в промышленных условиях, результаты его оказались хуже, чем в лаборатории, и сталь выходила очень низкого качества. Два года Бессемер пытался разрешить эту проблему и наконец выяснил, что в его опытах чугун содержал мало фосфора, в то время как в Англии широко использовался чугун, выплавленный из железных руд с высоким содержанием фосфора. Между тем фосфор и сера не выгорали вместе с другими примесями; из чугуна они попадали в сталь и существенно снижали ее качество. Это, а кроме того высокая стоимость конвертера, привело к тому, что бессемеровский способ очень медленно внедрялся в производство. И 15 лет спустя в Англии большая часть чугуна переплавлялись в пудлинговых печах. Гораздо более широкое применение конверторы получили в Германии и США.

Рис. 2. Бессемеровский конвертер: 1 — корпус; 2 — пустотелая цапфа; 3 — патрубок; 4 — воздушная коробка; 5 — редуктор; 6 — днище; 7 — фурмы; 8 — горловина.
Наряду с бессемеровским способом производства стали вскоре огромную роль приобрел другой способ получения литой стали - на поду пламенной регенеративной печи. Идея получать литую сталь на поду впервые была высказана еще в 1722 году Реомюром - он писал о возможности превращения мягкого железа в сталь путем погружения его в жидкий чугун. Но по-настоящему этой идеей заинтересовались лишь в первой половине XIX века, когда назревшие экономические условия настойчиво толкали на поиски способов массового получения стали.
Практический успех в создании нового процесса был достигнут французским металлургом Пьером Мартеном (1824-1915). Ему помогал отец - Эмиль Мартен (1794-1871), который основал собственное дело, приобретя в 1822 году железоделательный завод в Фуршамбо [3].
Многие годы Пьер Мартен вместе с отцом занимался решением вопроса получения литой стали путем сплавления лома и чугуна на поду пламенной печи. Мартены терпели неудачи, как и другие исследователи, из-за того, что не могли создать в пламенной печи температурный режим, необходимый для сталеплавильного процесса. Нужна была температура свыше 1600° С. Делу помогло использование принципа регенерации тепла, предложенного братьями Сименс. 2 декабря 1856 года немецкий инженер Фридрих Сименс (1826 -1904) взял в Англии, где он жил с 1844 года, патент на устройство регенеративного угольного горна с применением принципа регенерации для воздуха. Продукты горения проходили по кирпичным каналам, следуя сверху вниз из печи в дымовую трубу. Когда кирпичная насадка регенератора получала определенное количество тепла, продукты горения направлялись в другой регенератор, а через раскаленные каналы насадки пропускали холодный воздух. При прохождении через каналы воздух нагревался и поступал в печь с большим запасом физического тепла. Это давало возможность получать в печи высокую температуру.
Получив чертежи регенеративной печи от В. Сименса и редкий в то время английский динасовый кирпич, П. Мартен построил в Сирейле печь, в которой получил 8 апреля 1864 года годную литую сталь. На это производство Мартен взял патент от 10 апреля во Франции и от 15 августа в Англии. В патенте П. Мартен указал три способа получения стали - два на поду и один в вагранке.
П. Мартен более основательно разработал первый из предложенных способов. В патенте от 28 июля 1865 года он описывался так: в ванну расплавленного на поду регенеративной печи чугуна загружаются холодные или нагретые куски железа - лом, обрезки, стружка и при длительном нагреве ванны до высокой температуры получается сталь.
Патент от 23 марта 1866 года излагал тот же способ применительно к переработке отходов бессемеровского производства в виде скрапа. Этим он помог, в дальнейшем решить очень острую для того времени проблему, о которой с тревогой и надеждой писали в технической периодике: "Что делать со старыми бессемеровскими стальными рельсами? Если железные можно было перекатать, то эти нельзя! В одной Англии их в 1867 году положено 30 млн. пуд. Скоро наступит время для перемены их вследствие изнашивания. На помощь является знаменитое изобретение Мартена - его сталеплавильная печь". Возможность переработки скопившегося к тому времени бессемеровского скрапа и другого лома во многом способствовала распространению мартеновского процесса.
25 июля 1867 года П. Мартен взял патент, в котором указывает на применение зеркального чугуна в целях обуглероживания и получения стали определенных свойств. [3]
Успех первых плавок позволил П. Мартену сразу наладить производство литой стали в промышленном масштабе. На заводе Сирейль работали попеременно три печи емкостью по 2-3 тонны.
Мартеновский процесс получил с самого начала благоприятные условия для развития: цены на скрап в 60-70-х годах были невысоки ввиду трудности его использования. Мартеновский процесс не конкурировал с бессемеровским, а как бы дополнял его, перерабатывая стальные отходы бессемеровского производства, скопившиеся в больших количествах на заводах. Оборудование в мартеновском цехе стоило много дешевле, чем в бессемеровском, так как мартеновская фабрика того времени имела весьма примитивное оборудование. По этим причинам, несмотря на несовершенство первых мартеновских печей и большой расход топлива, скрап-процесс считался экономически выгодным.
Мартеновский процесс, введенный в 1864 году, быстро распространялся по металлургическим, заводам разных стран.
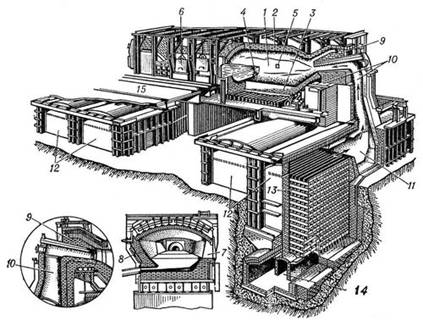
Рис 3 Устройство мартеновской печи:
1 — рабочее пространство; 2 — свод; 3 — подина; 4 — сталевыпускное отверстие; 5 — отверстие для спуска шлака; 6 — завалочные окна; 7 — передняя стенка; 8 — задняя стенка; 9 — головки; 10 — вертикальные каналы; 11 — шлаковик; 12 — регенераторы: 13 — насадка регенераторов; 14 — борова; 15 — рабочая площадка.
В первой половине XX века мартеновский процесс занял господствующее положение в мировом производстве стали. До середины нашего века около 80-85% всей стали в мире производилось мартеновским процессом. Пре обладание мартеновского процесса в мировой металлургии было вызвано рядом его преимуществ по сравнению с другими. В мартеновской печи можно использовать большое количество старого лома и возможна работа на любом чугуне. Здесь годилось самое разнообразное сырье, в то время как в конверторном процессе имелись определенные ограничения в химсоставе исходных материалов. Успеху мартеновского процесса способствовала также его разносторонность, пригодность к выплавке самых разнообразных марок стали - от обычной углеродистой до сложнолегированной. Этому помогла основная футеровка, предложенная Томасом.
Уже в первые пять лет после введения мартеновского и бессемеровского производств мировой выпуск стали увеличился на 60%. [4]
Появление и развитие кислородно-конверторного способа производства стали.
О целесообразности использования кислорода при производстве стали в конвертерах указывал ещё в 1876 русский металлург Д. К. .
Разумеется, были причины, по которым освоение этой технологии затянулось так надолго. Необходимо было накопить общие знания о процессе рафинирования горячего металла. Кислород в больших количествах стал доступен только после 1928 г., когда был открыт процесс Linde-Frankl. В то время такие компоненты, необходимые для успешной реализации в промышленных масштабах процесса выплавки стали, как высококачественные огнеупоры и средства автоматизации еще не были достижимы.
Впервые в мировой практике продувка чугуна кислородом была осуществлена инж. Н. И. Мозговым на машиностроительном заводе «Большевик» в г. Киеве в 1933 году. В период 1937 – 39 гг. в АН УССР была проведена серия опытов по продувке кислородом чугуна в ковшах с целью снижения содержания кремния, марганца и углерода. [5, c. 19]
В 1939—41 на Московском заводе станкоконструкций проводились опыты по продувке чугуна сверху кислородом в 1,5-т ковше и выплавлялась сталь для фасонного литья.
В 1944 г. продували чугун кислородом в конвертерах на Мытищинском машиностроительном заводе «Динамо», а за период 1944 – 52 годы экспериментировали продувку кислородом конвертеров вместимостью до 12,5 т различными способами: боковым, донным и подачей сверху. В 1945 г. был пущен первый кислородный конвертер на Тульском машиностроительном заводе, а в 1955 – 1957 гг. введены в строй конвертеры на Днепропетровском и Криворожском металлургических заводах.
В это же время в 1936-1939 г в немецком городе Оберхаузен, Леллепом проводились эксперименты по продувке снизу, но с добавлением кислорода для лучшего перемешивания ванны. За этой попыткой, предпринятой в однотонном конвертере, последовало повышение интенсивности верхнего дутья.
В 1948 году Дуррером и Хельбрюгге испытывалась технология верхнего дутья кислородом, поступающим из нижней части боковой стенки конвертера под углом. Эти исследования были выполнены на двухтонном конвертере в Герлафингене (Швейцария). [6, c 70]
Параллельно велись исследования и на заводе фирмы «Ферейнигте Эстеррейхиш Эйзен унд Штальверке» в Линце (Австрия). Из документов и служебной переписки инженеров завода в Линце следует, что здесь уже использовали кислород для повышения производительности в сталеплавильном цехе. Тренклер 24 ноября 1947 г. писал Хелльбрюгге: «К возможному варианту рафинирования кислородом мы хотели перейти уже давно, но у нас на это не было времени». В 1948 г. в Линце сначала провели опыты по вдуванию кислорода в мартеновскую и дуговую печи. Опыты дали ожидавшееся повышение производительности, но из-за очень сильного износа огнеупорного материала футеровки по экономическим причинам их приостановили.
Чтобы ознакомиться с результатами опытов Дуррера и Хелльбрюгге, генеральная дирекция в мае 1949 г. командировала Тренклера в Герлафинген. В записке от 15 мая 1949 г. Тренклер сделал вывод: «Необходимо изучить продувку передельного чугуна на сталь кислородом также и в Линце».
Для опытов по способу Дуррера или по патенту Шварца, чтобы рафинировать сталь глубоким вдуванием кислорода в тигель была организована бригада инженеров. Уже 3 июня 1949 г. они начали опыты в опытном тигле емкостью 2,5 т.
Краткая хроника опытов по разработке процесса LD в Линце в 1949 г. (опыты в опытном тигле емкостью 2,5 т) приведена ниже [6, c. 71]:
Дата Примечания
15 мая Служебная записка Тренклера - необходимо исследовать продувку передельного чугуна кислородом в Линце
3 июняНачало первых опытов: первый опыт — фурма ошлаковалась, второй опыт — фурма разорвалась по сварному шву
9 июняОпыты в технологическом отношении прошли успешно, но металлургические результаты были неудовлетворительными
13 июня После первых опытов бригада решила провести систематизированное исследование отдельных проблемных вопросов — положения фурмы, конструкции фурмы, состава шлака, металлургических реакций, материала футеровки
17 июня Опыты с соплом Лаваля
22 июня Опыты с обычным соплом
25 июня Металлургические результаты (содержания N, Р) очень хорошие; износ футеровки под контролем - это уже можно считать днем рождения процесса LD; всего в опытном тигле емкостью 2,5 т провели 82 испытания
Опробовали различные сопла и разные расстояния от сопла до стальной ванны, причем от глубокого вдувания кислорода в ванну отказались. Успех был безусловным. Уже через три недели после начала этой серии опытов (25 июня 1949 г.) были получены первые плавки с безупречным химическим составом стали, и в первую очередь с очень низким (и воспроизводимым) содержанием серы и фосфора.
Для опытов 25 июня 1949 г. выбрали новую футеровку и большее расстояние сопла от жидкой ванны (15 см). Было выяснено, что даже 2 % азота в кислороде для продувки ведут к получению слишком высокого содержания азота в стали, и уже тогда было регламентировано, что для производственной установки степень чистоты кислорода должна быть не менее 98 %. Поэтому дату 25 июня 1949 г. можно рассматривать как день рождения кислородно-конвертерного процесса LD.
Опыты в 2,5-тонном тигле имели очень важную показательность и в металлургическом отношении, и в отношении качества стали. Оставшаяся задача состояла в разъяснении вопроса, можно ли и как распространить технологию процесса на более крупные агрегаты в соответствии со служебной запиской Тренклера от 15 мая 1949 г.
Чтобы выяснить этот вопрос и создать документальную основу для проектирования сталеплавильного цеха с продувкой в конвертере кислородом сверху (что в то время уже было видно на близком плане) на наружной стороне мартеновского цеха того времени соорудили продувочный стенд (рисунок). Он состоял из передвижного чугуновозного ковша емкостью 60 т, футерованного набивным магнезито- доломитом, на который насадили шлем наподобие конвертерного, а также наклонной листовой дымовой трубы, через которую можно было перемещать вертикально вверх и вниз подвижную продувочную фурму, вводя ее в тигель. Такая компоновка оказалась правильной и оправдала себя при производстве 15 т стали.
Краткая хроника опытов по процессу LD в Линце в 1949 г. (опыты в 15-тонном полупромышленном тигле) приведена ниже [6, c.72]:
Дата Примечание
18августаЗуэсс (Зюс), Тренклер и Хауттман приняли решение провести опыты в 15-тонном опытном тигле; работа с полупромышленной установкой должна была начаться в январе 1950 г.
Октябрь Идут опыты в 15-тонном полупромышленном тигле; исследуемые параметры — конструкция фурмы, количество введенного кислорода, расход огнеупоров, качество стали, калькуляция издержек
9 декабряПосле 28 опытных плавок в 15-тонном полупромышленном тигле и представления первых результатов испытания прокатанного металла было принято решение о строительстве кислородно-конвертерного цеха с продувкой сверху; выплавленную марку стали предлагалось назвать LD
19ноября 1950 г.Опыты в 15-тонном полупромышленном тигле после 180 плавок были прекращены
После преодоления мелких неполадок опыты позволили выполнить также и достаточно точную калькуляцию стоимости полученной стали. Можно было рассчитывать на заметное снижение стоимости выплавляемой стали по сравнению со стоимостью по мартеновскому процессу. Так как результаты эксплуатации и данные о качестве продукта были убедительными, 9 декабря 1949 г. приняли решение строить в Линце сталеплавильный цех LD. Имя стали, изготовленной по способу, разработанному в Линце, приняли LD (L — Линц, D — Duse, сопло).
Сталеплавильный цех LD в Линце был запроектирован с двумя тиглями (конвертерами) емкостью по 30 т и одним миксером и после стадии проектирования и строительства, продолжавшихся менее 3 лет, вступил в строй 27 ноября 1952 г. как первый кислородно-конвертерный цех LD в мире [8, c 66].
Примерно в середине 1949 г. и в Донавице (Австрия), на заводе фирмы «Эстеррей-хиш-Альпине Монтангезелыиафт», начали проводить опыты по рафинированнию передельного чугуна в переделанном разливочном ковше небольшой емкости. В 1950 г. эти опыты продолжили в конвертерах емкостью 5 и 10 т и разработали способ плавки SK в кислородном конвертере (Sauerstoff-Konverter). Между инженерами в Линце и Донавице имелись контакты, и некоторые опыты они проводили вместе. Однако из служебных записок можно сделать вывод, что это сотрудничество ограничивалось только немногими испытаниями и обменом служебными записками. Результаты испытаний привели к строительству сталеплавильного конвертерного цеха SK в Донавице, где первая тонна стали SK была выпущена 22 мая 1953 г.
Производственная мощность конверторных цехов на этих двух австрийских заводах определялась свыше 1,2 млн. т слитков в год. В 1953 г. в Австрии было выплавлено более 300 тыс. т кислородно-конверторной стали, что составляло около 22% общего производства стали.
В 1954 г. в Гамильтоне (Канада) на заводе фирмы «Дофаско» были введены в эксплуатацию два 35—40-тонных кислородных конвертора. После установки в 1956 г. на этом заводе третьего-конвертора емкостью 55 т годовая мощность кислородно-конверторного цеха определялась в 860 тыс. т стали. В 1954 г. в Трентоне (США) на заводе «Мак-Лаут стал» был также введен в эксплуатацию кислородно-конверторный цех с четырьмя конверторами садкой 45—60 т.
Таким образом, к концу 1954 г. в капиталистических странах уже работало 11 кислородных конверторов, в которых было выплавлено в 1955 г. более 1,5 млн. г стали.
Первый кислородно-конвертерный цех в СССР был введён в эксплуатацию в Днепропетровске на металлургическом заводе им.Петровского в 1956. После началось активное строительство кислородно- конвертерных цехов по всему союзу.
В СССР за 1965—71 выплавка стали в кислородных конвертерах увеличена с 4 до 23,2 млн. т в год, или в 5,8 раза.
Хорошие технико-экономические показатели, полученные при работе первых кислородно-конверторных цехов на металлургических заводах Австрии, Канады и США, способствовали широкому строительству новых конверторных цехов в ФРГ, Японии, Канаде, США и других странах [7, c 5-11].
О динамике последующего развития кислородно-конвертерного производства говорят следующие цифры: В 1961 г. Во всем мире было введено 17 кислородно-конвертерных цехов (с 30 конверторами), а на начало 1963 г. были введены в строй уже 21 цех (с 50 конверторами). В 1962 году во всем мире было выплавлено ~32 мнл. т конверторной стали.
В 1977 году были внедрены процессы выплавки стали с нижней продувкой кислородом OBM/Q-BOP (1968, Oxygen-Bottom blowing — Maxhutte/Quick, Quiet, Quality — Basic Oxygen Process), K-OBM (Kombiniertes — комбинированный процесс с верхней и нижней продувкой кислородом, MaxhLitte) и аллотермический процесс КMS (Kombiniertes Maxhiitte Steelmaking Process) и позволили довести долю скрапа до 50 % [8, c 67]. Вдувание известняка и угля, а также технология дожигания были разработаны и получили широкое внедрение. Удельный расход дутья при нижней продувке обычно превышал 0,3 м3/т-мин и достигал 5 м3/т-мин. Около 55 млн. т стали производят ежегодно в мире с использованием технологии нижней продувки кислородом.
Эти усовершенствования конвертерной выплавки стали с нижней продувкой кислородом и комбинированной продувкой привели к прогрессу в процессе с верхней продувкой кислородом с дополнительным перемешиванием расплава путем вдувания инертного газа. Для такого перемешивания применяли N-, при высоком содержании углерода и Аг, когда достигали низкого содержания углерода. Перемешивание осуществляли через специальные огнеупорные перемешивающие элементы или через полые, не защищенные покрытием фурмы, установленные в днище конвертера. Расход дутья при нижней продувке не превышает 0,2 м3/т-мин. Почти все конвертеры в мире, работающие по схеме LD/BOF, используют эту усовершенствованную технологию.
Последней вехой к настоящему времени, вероятно, можно считать частичную верхнюю продувку горячим воздухом в высокоуглеродистом диапазоне, сочетающуюся с нижней продувкой кислородом.
Известны, разумеется, и другие важные усовершенствования процесса конвертерной выплавки стали, касающиеся управления процессом, конструкции конвертеров с целью повышения их производительности, разделения стали и шлака в конце выпуска плавки, оборудования фурм для продувки, систем внешней газоочистки, электрических пылеуловителей с низким потреблением энергии и очисткой отходящих газов до содержания пыли в них менее 20 мг/м3, логистики металлургического производства вторичной металлургии, обработки горячего металла и т. д.
Сочетание всех этих разработок обусловило успешное развитие процесса кислородно-конвертерной выплавки стали за последние 50 лет.
Металлургический цех с двумя большими конвертерами производит примерно 1000 т/ч жидкой стали. В то же время цех с двумя очень крупными мартеновскими печами имеет производительность около 160 т/ч. В 1950 г. 80 % мирового производства стали еще приходилось на мартеновские печи, для которых характерны низкая производительность, высокие энергоемкость, расход огнеупоров и трудовые затраты. Мировая выплавка стали по различным технологиям показана на рис. 4 [8, c. 68]
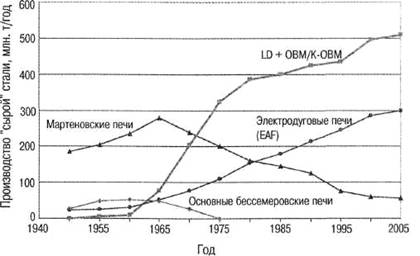
Рис 4 Мировое производство стали в слитках по различным технологиям
В настоящее время в конвертерах выплавляют около 60 %, в электродуговых печах — 34 %, в мартеновских печах — 4 %, по другим технологиям — 2 % мирового производства стали.
Первоначально предполагалось выплавлять в кислородных конвертерах рядовые углеродистые стали, в основном низкоуглеродистые для производства тонкого листа. Теперь этим способом выплавляют высокоуглеродистые и легированные стали, не уступающие мартеновской соответствующих марок. Он развивается такими прогрессирующими темпами, которых не знала сталеплавильная промышленность.
Увеличение производства стали будет происходить и дальше благодаря строительству новых мощных кислородно– конвертерных и электросталеплавильных цехов при полном прекращении строительства мартеновских печей.
Такое изменение структуры сталеплавильного производства диктуется значительными технико-экономическими преимуществами кислородно-конвертерного способа выплавки стали по сравнению с мартеновским: более высокая производительность на единицу выплавляемой стали, меньшие капитальные затраты, более благоприятные условия для механизации и автоматизации производственных процессов и совмещения процесса выплавки стали с ее непрерывной разливкой.
Заключение
Производство стали в мартеновских печах в настоящее время составляет 3,8 % от мирового производства стали в слитках; вероятно, в 2018 г. этот показатель снизится до 2 %. Остальную сталь выплавляют в кислородных конвертерах и электродуговых печах.
В 2002 г. в мире объем стали, выплавленной кислородно-конвертерным способом, составил 541 млн. т. К 2018 г. этот показатель увеличится на 22 % и достигнет 659 млн. т. Доля кислородно-конвертерной стали останется постоянной — в пределах 60—61 %.[9]
Даже после 50 с лишним лет использования, схема производства доменная печь — кислородный конвертер останется доминирующей и на следующее десятилетие для массового производства высококачественных сталей, особенно для листового проката. Рост производства конвертерной стали сопровождается ростом ёмкости конвертеров. С технологической точки зрения, увеличение емкости конвертера не создает каких-либо дополнительных трудностей ведения плавки. Поэтому даже в крупных конвертерах выплавляют не только рядовую низкоуглеродистую сталь, но и среднеуглеродистую, высокоуглеродистую, низколегированную и легированную стали. Количественный, рост выплавки конвертерной стали сопровождался совершенствованием оборудования и технологии, а также. расширением марочного сортамента и улучшением качества металла. Применение вместо односопловых - многосопловых фурм позволило увеличить интенсивность, продувки кислородом с 1,5 - 2 до 3- 4 м3/(т·мин) в конвертерах любой мощности и соответственно повысить их производительность.
Главные направления развития кислородно-конвертерного процесса: интенсификация плавки (в первую очередь продувки), повышение стойкости футеровки, применение современных средств контроля и управления с использованием ЭВМ, разработка новых технологических вариантов. Большие перспективы открывает перед кислородно-конвертерным процессом сочетание его с методами внепечного металла.
Одним из перспективных направлений является замена постоянного дутья в конвертере на пульсирующее. Начиная с 60-х годов XXвека сначала в СССР, а затем и в России в данном направлении производились эксперименты Явойским А.В, Сизовым А.М и другие, однако на настоящее время лишь несколько заводов применяют у себя данную технологию. Так, в 1988 в СССР запатентованы и внедрены в производство фурмы для пульсирующего дутья в кислородных конвертерах емкостью 150 т и 350 т.
Список литературы
1.С.И. Венецкий «От костра до плазмы», М.: Знание, 1986.- 208 с.
2.С.Г. Струмилин «История черной металлургии в СССР» Т.1, М., АН СССР, 1954, 531с.
3.Н.А Мезенин «Повесть о мастерах железного дела», М.:Знание, 1973
4.А.И. Целиков «Машины и агрегаты металлургических заводов», Т.2 М.:Металлургия, – 1988 – 432 с.
5.Б.И. Медовар «Металлургия вчера, сегодня, завтра», Киев: Наук. думка, 1990.-192с.
6.Х. Пресслингер «50 лет кислородно-конвертерного процесса LD- воспоминания о событиях 40–50-х годов XX века», Черные металлы, №7, 2003, с 70- 73.
7.
8.Э.Фритц, В. Геберт «Достижения в кислородно-конвертерном производстве стали», Черные металлы, №12, 2004, с 64-75.
9.Н.П. Лякишев «Сравнительная характеристика состояния кислородно- конвертерного производства стали в России и за рубежом» М.: «Элиз», 2000. - 64 с.