Отчет по практической работе на станке с ЧПУ
| Примечание | от автора: отчет по практике на Тюменском заводе медицинского обоудования и инструментов |
| Загрузить архив: | |
| Файл: ref-24747.zip (705kb [zip], Скачиваний: 55) скачать |
1.Общее ознакомление с базовым предприятием.
 Тюменский завод медицинского оборудования
и инструментов.
Тюменский завод медицинского оборудования
и инструментов.
1.1. История предприятия, продукция, выпускаемая предприятием.
Тюменский завод медицинского оборудования иинструментов был основан вапреле 1962 года.
Более 40 лет завод занимается разработкой, проектированием ипроизводством парового стерилизационного оборудования. Первый стерилизатор был выпущен в1965 году. Этот образец внастоящее время находится взаводском музее. Вслед заним были разработаны идругие модели. В1966 году выпускается стерилизатор ВКО-50, который может работать вполевых условиях при отсутствии электроэнергии, в1969г. —шкафной стерилизатор АШ-250А, ставший основой для разработки целой серии стерилизаторов спрямоугольной камерой, в1972г. —стерилизатор для молочных кухонь ГПД-700, атакже самый широко применяемый донастоящего момента времени стерилизатор ВК-75. С1989 года ТЗМОИодин из первых в России наладил массовый выпуск инъекционных шприцев однократного применения.
Сегодня завод является лидером всвоей отрасли. Торговая марка «Тюмень-Медико» превратиласьвбренд.
ТЗМОИ— обладатель множества наград завыдающиеся успехи всвоей деятельности. Диплом конкурса «Евразия— лидер вбизнесе» вноминации «Лучшее предприятие машиностроительного комплекса», призы идипломы российских изарубежных выставок, дипломы программы «100 лучших товаров России»— вот далеко неполныйихперечень.
Система менеджмента качества завода сертифицирована насоответствие Международным стандартам качества ISO 9001:2000, ISO 13485:2003. ТЗМОИ также имеет CE-сертификат наизделия однократногоприменения.
Внастоящее время завод производит более 200 наименований медицинской продукции. Наряду спростыми моделями стерилизаторов, имеющими полуавтоматическое управление, выпускается оборудование савтоматическим микропроцессорным управлением, устройством для документирования параметров стерилизации, возможностью компьютерной диагностики, атакже стерилизаторы универсального типа (для обработки медицинских изделий, текстильных материалов илекарственных растворов). Втоварную группу шприцев входят специальные шприцы для инсулина итуберкулина емкостью 1мл, атакже двухдетальные шприцы емкостью от2 до20мл. Врамках каждой товарной группы товарный ассортимент углублен настолько, чтобы предоставить покупателям полноценныйвыбор.
 |
1.2Структура цеха.
|
склад |
|
участок металлорежущих станков |
|
сварочный участок |
|
участок окраски |
|
сборочный участок |
|
сборочный участок |
|
участок по изготовлению шприцов |
|
участок по изготовлению иголок |
|
слесарный участок |
|
электромонтажный участок |
|
склад |
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
10 |
|
9 |
|
8 |
|
12 |
|
11 |
|
6 |
|
7 |
|
11 |
|
13 |
        |
1.демонстрационный зал
2.вахта
3.
|
4.склад готовых изделий
5.участок гидроиспытаний
6.шлифовальный участок
7.участок резки металла
8.гальванический участок
9.участок мойки
10.ОТК
11.инструментальная кладовая
12.отдел тех. документации
13.отдел метрологии
14.мастер участка
SHAPE
* MERGEFORMAT 
SHAPE
* MERGEFORMAT 
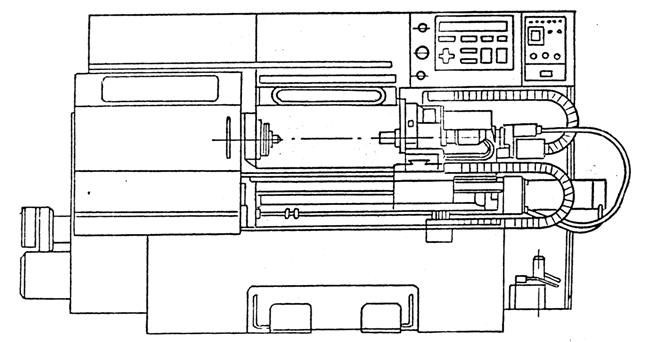
2.
Токарные станки с
ЧПУ. Выполнить эскизобщего
вида,дать
техническую характеристику
модели станка, на котором Вы работаете.
1.Назначение и область применения.
¾ Токарный станок с числовым программным управлением (ОСУ) модели 16Б16Т1С1 предназначен для токарной обработки деталей типа тел вращения со ступенчатым и криволинейным профилем, в том числе и для нарезания резьбы,в полуавтоматическом цикле.
Управления станком осуществляется отпрограммы, вводимой в память управляющей системы с пультаоперативного управления, скассеты внешней памяти или другого внешнего программоносителя.
Станок предназначен преимущественно для центровых работ.
¾ Класс точности станка II по ГОСТ 8-82Е.
¾ Станок может быть использован в механических целях машиностроительных заводов с мелкосерийным и серийным производством.
¾
 |
Вид кинематического исполнения У4.2 по ГОСТ 15150-69.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
¾ Техническая характеристика станка
Наибольший диаметр устанавливаемого изделия над станиной, мм……………………….360
Наибольший диаметр обрабатываемого изделия над суппортом, мм……………………....125
Наибольшая длина обрабатываемого изделия, мм………………………………....………..750
Наибольшая длина хода суппорта, мм:
Продольного…………………………………………………………………………….…700
Поперечного……………………………………………………………………………….210
Количество частот вращения шпинделя……….………………………………..бесступенчатое
Пределы частот вращения шпинделя, об/мин……………………………..………….…20 ¸ 700
20 ¸ 800
80 ¸ 2800
80 ¸ 3200
Пределы управляемых по программе частот, об/мин……………………..…….………20 ¸ 700
20 ¸ 800
80 ¸ 2800
80 ¸ 3200
Пределы шагов нарезаемых резьб, мм………………………………………………0,05 – 40,95
Пределы величин оборотных подач, мм/об:
Продольных…………………………………………………....……………….…0,01 – 20,47
Поперечных…………………………………………………………………..….0,005 – 10,23
Максимальная скорость рабочей подачи, мм/мин……………………………………….…1200
Скоростьбыстрых ходов, мм/мин:
Продольных…………………………………………………....………….…10000 или 15000
Поперечных…………………………………………………………………….5000 или 7500
Дискретность перемещений, мм:
Продольных…………………………………………………....…………….…0,01 или 0,001
Поперечных…………………………………………………...…………..….0,005 или 0,0005
Количество однопозиционных резцедержателей, шт………………………………………….2
Количество позиций автоматической поворотной резцовой головки, шт……………………..6
Присоединительные размеры однопозиционного резцедержателя
по ОСТ2-УI6-I-78 (ласточкин хвост), мм……………………………………………………..90
Высота резца, устанавливаемого в резцедержателе, мм…………………...…….…...………25
Наибольший крутящийся момент на шпинделе, Н.м………………….……………………480
Габаритные размеры станка, мм, не более
длина……………………………………………………………………………………..3270
ширина……………………………………………………………………………..…….1370
высота……………………………………………………………………....…………….1740
Масса станка, не более, кг……….………………………………………………………….2620
¾Характеристика оперативной системы управления
Обозначение
системы………………………………………….. ”Электроника NC
Число координат:
Всего……………………………………………………………………………….……3
Управляемых одновременно…………………………………………………………..2
Максимальное программируемое перемещение, импульс………………………999999
Система отчета…………………………………………….в приращениях и абсолютная
Ввод данных……………………………….с клавиатуры или кассеты внешней памяти
Питания системы…………………………………………..трехфазный переменный ток
Напряжение, В………………………………………………………………………….220
Частота, Гц…………………………………………………………………………….50±1
Мощность потребляемая от электросети, ВА……………………………...не более 400
Стабильность напряжения, % …………………………………………………..+10 ¸ -15
Тип датчиков обратной связи…………..….фотоимпульсные преобразователи (4 шт.)
¾Техническая характеристика электрооборудования
Род тока питающий цепи:
Напряжение, В…………………………………………………………………….~380
Частота, Гц…………………………………………………………………………...50
Напряжение местного освещения, В……………………………………………….~110
Напряжение цепи управления, В……………..…………………………………….~110
Количество электродвигателей на станке,
(кроме двигателей вентиляторов), шт……………………………………………….…8
Электродвигатель главного движения:
Тип……………………………………………………………………….……МР132М
Мощность, кВт……………….………………………………………………………11
Частота вращения 

Электродвигатель приводов подач:
Продольных
Тип………………………………………………………………………..2МТА
Номинальный момент, НМ………………………………………………….13
Частота вращения 
Поперечных
Тип………………………………………………………………………..2МТА
Номинальный момент, НМ………………………………………………….13
Частота вращения
Тип преобразователей приводов подач……..………………КЕМТОК (НРБ)
Электродвигатель насоса охлаждения П – 50М:
Мощность, кВт……………….………………………………………………….…0,25
Частота вращения, об/мин……………………………..……………………….…3000
Электродвигатель станции смазки шпиндельной бабки:
Тип……………………………………………………………………..…4АА56.В4.У3
Мощность, кВт.………………………………………………….……………….…0,18
Частота вращения, об/мин…….…………………………………....…………..…1350
Электродвигатель централизованной импульсной станции смазки:
Тип……………………………………………………………………..…4АА50.В2.У3
Мощность, кВт.………………………………………………….……………….…0,09
Частота вращения, об/мин…….…………………………………....…………..…2800
Электродвигатель привода пиноли:
Тип……………………………………………………………………..…4АА56.В4.У3
Мощность, кВт.………………………………………………….……………….…0,18
Частота вращения, об/мин…….…………………………………....…………..…1350
Электродвигатель привода резцедержатель:
Тип……………………………………………………………………..…4АА56.В4.У3
Мощность, кВт.………………………………………………….……………….…0,18
Частота вращения, об/мин…….…………………………………....…………..…1350
Суммарная мощность всех электродвигателей (кроме двигателей
вентиляторов), не более, кВт…………………………………………………………..17
3. Описать настройку станка.
Сначала устанавливаются приспособления (если они требуются), после чего зажимают заготовку, затем устанавливаются резцы и задают программу обработки детали с помощью ввода условных символов (команд).
Данные команды вводятся на пульте управления станком с ЧПУ:
|
Код команды |
Разрядность |
Пример |
Название команды (содержание примера) |
Использование команды |
|
N |
3 |
N001 |
Номер кадра (первый кадр) |
Обязательно вначале кадра |
|
G |
2 |
G01 |
Подготовительная функция (линейная интерполяция) |
Вводится для подготовки или при изменении условий перемещения |
|
X Z |
4, 5, 6 |
X+00300 |
Координата конечной точке перемещения вдоль оси x или z ( |
Обязательно указывать знак. Количество разрядов: 4 при G11, G21, G31; 5 при G01, G02,G03; 6 приG10, G20, G30, G33, G27, G25, G58 |
|
I K |
4, 5, 6 |
I+06000 |
Координаты центра круга относительно начальной точки дуги
( |
Обязательно указывать знак. Количество разрядов: 4 при G21, G23; 5 при G02, G03; 6 приG20, G30 |
|
D |
6 |
D+000200 |
Шаг резьбы (правая резьба с шагом |
Обязательно указывать знак и незначащие нули |
|
F |
5 |
F10600 |
Величина подачи (600 мм/мин) |
Вводится при изменении подачи |
|
S |
3 |
S045 |
Скорость вращения шпинделя (с табличным кодом 500 об/мин) |
Вводится при изменении скорости вращения шпинделя |
|
T |
3 |
T102 |
Ввод инструмента (инструмент № 2, ввод с подтверждением) |
Вводится при установке инструмента |
|
L |
2 |
L32 |
Корректор инструмента (коррекция по координатам x и z инструмента № 2) |
Используется при вводе или отмене коррекции инструмента |
|
M |
3 |
M104 |
Вспомогательная функция (включение правого вращения шпинделя) |
Вводится для включения или выключения органов станка |
G00-позиционированиепри ускоренном перемещении ( подход, отходкзаготовке); G01 - рабочее перемещение по прямой; G04 - выдержкавремени;G90-размерыприведенныев кадре даны в абсолютныхкоординатах; G91 - размеры даны в приращениях; М03 - вращениешпинделяпочасовой стрелке, М04 - вращение шпинделя противчасовой стрелке, М05 - останов шпинделя, М08 – включение охлаждения, М09 - отключение охлаждения.
Далее обрабатывается первая (пробная) заготовка, которая измеряется и на основе отклонений ее размеров от размеров заданных чертежом вводятся корректоры для программы обработки детали.
4.
Описать и выполнить эскиз «схемы
наладки» станка на обработку
детали.
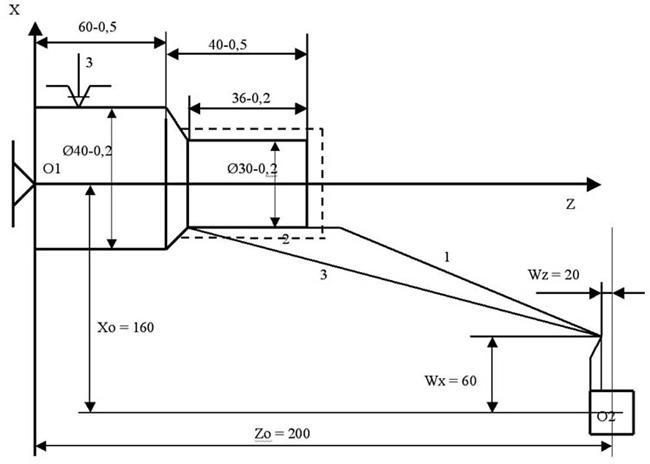 |
Поясним вышеприведенный рисунок.
Преждевсего,нарисунке приведен операционный эскиз детали типа,тела вращения, даны размеры детали, требования по точности получения размеров, нанесеныусловныеобозначенияопорных поверхностей.Требованияпошероховатостикповерхностям не указаны, т.к. это неможетбытьобеспеченоуправляющей программой,а обеспечивается правильным выбором технологических режимовиглубиной резания. Деталь закреплена в трехкулачковом патронесупоромвторец.Поэтомуиосикоординатбудут проходить по данным осям, как показано на рисунке.
Внизу,справа показана условно револьверная головка с центром вращения - О2. Отсчет перемещенияревольвернойголовки происходитоткакой-либоопределеннойточкимеханизма и поэтому необходимодатьнастроечныеразмерырежущегоинструмента по отношениюкцентру.ЭторазмерыWxиWz, которые проходят параллельноосновнымосямХ и Z. Оси координат обрабатываемой заготовкидолжныбытьсвязанысосью координат револьверной головки. Это значения Хо и Zо.
Наобрабатываемойповерхностизаготовки показано пунктирной линией размеры, которыебылидоначалаобработкиданной поверхности. Этонеобходимоучитыватьприналичииуглау режущегоинструмента,т.е. подход резца должен быть не в точку начала обработки поверхности, а несколько ранее.
Теперь можно построить эквидистанту, т.е. траекторию перемещениярежущейкромкирезца.Нарисунки эта траектория состоит из трех участков: 1 - быстрый подход; 2 - рабочий ход и 3- быстрый отход в исходную позицию. В реальном проектировании управляющей программы вовсе не обязательно возвращать в исходную позицию. В данном примереэторассмотренодляпростоты пояснений.Триучасткатраектории - это три кадра управляющей программы.
5. Режущий инструмент и приспособления для токарных станков с ЧПУ.
Выбор режущих инструментов осуществляется в зависимости от метода обработки, формы и размеров обрабатываемой поверхности, ее точности и шероховатости, обрабатываемого материала, заданной производительности и периода стойкости (замены) инструмента.
По возможности используются стандартные инструменты.
На токарных станках с ЧПУ используют следующие режущие инструменты:
·Резцы (отрезные, резьбовые, проходные и т.д.), которые закрепляются в резцедержателе или в автоматической поворотной резцедержательной головке.
·Сверла которые закрепляются в пиноле задней бабки
Инструментальные материалы.
Режущие инструменты изготовляют целиком или частично
из инструментальных сталей и твердых сплавов. Инструментальные стали разделяют
на углеродистые, легированные и быстрорежущие. Углеродистые инструментальные
стали применяют для изготовления инструмента, работающего при малых скоростях
резания. Из углеродистой стали марок У9 и У10А изготовляют ножи, ножницы, пилы,
из У11, У11Ф, У12 – слесарные метчики, напильники и др. Буква У в марке стали
обозначает, что сталь углеродистая, цифра после буквы указывает на содержание в
стали углерода в десятых долях процента, а буква А – на то, что сталь
углеродистая высококачественная, так как содержит серы и фосфора не более 0,03%
каждого. Основными свойствами этих сталей является высокая твердость (HRC 62-
65) и низкая теплостойкость. Под теплостойкостью понимается температура, при
которой инструментальный материал сохраняет высокую твердость (HRC 60) при
многократном нагреве. Для сталей У10А – У13А теплостойкость равна 220(С,
поэтому рекомендуемая скорость резания инструментом из этих сталей должна быть
не более 8-10 м/мин. Легированные инструментальные стали бывают хромистыми (Х),
хромистокремнистыми (ХС) и хромовольфрамомарганцовистыми (ХВГ) и др.
Цифры в марке стали обозначают состав (в процентах) входящих компонентов. Первая цифра слева от буквы определяет содержание углерода в десятых долях процента. Цифры справа от буквы указывают среднее содержание легирующего элемента в процентах. Если содержание легирующего элемента или углерода близко к 1%, цифра не ставится. Из стали марки Х изготовляют метчики, плашки, резцы; из стали 9ХС, ХГС – сверла, развертки, метчики и плашки; из стали ХВ4, ХВ5 – сверла, метчики, развертки; из стали ХВГ – длинные метчики и развертки, плашки, фасонные резцы. Теплостойкость легированных инструментальных сталей достигает 250- 260(С и поэтому допустимые скорости резания для них в 1,2-1,5 раза выше, чем для углеродистых сталей.
Быстрорежущие (высоколегированные) стали применяют для изготовления различных инструментов, но чаще сверл, зенкеров, метчиков. Быстрорежущие стали обозначают буквами и цифрами, например Р9, Р6М3 и др. Первая Р (рапид) означает, что сталь быстрорежущая. Цифры после нее указывают среднее содержание вольфрама в процентах. Остальные буквы и цифры обозначают то же, что и в марках легированных сталей. Эти группы быстрорежущих сталей отличаются по свойствам и областям применения. Стали нормальной производительности, имеющие твердость до HRC65, теплостойкость до 620(С и прочность на изгиб 3000-4000 Мпа, предназначены для обработки углеродистых и низколегированных сталей с пределом прочности до 1000 Мпа, серого чугуна и цветных металлов. К сталям нормальной производительности относят вольфрамовые марок Р18, Р12, Р9, Р9Ф5 и вольфрамо-молибденовые марок Р6М3, Р6М5, сохраняющие твердость не ниже HRC 62 до температуры 620(С. Быстрорежущие стали повышенной производительности, легированные кобальтом или ванадием, с твердостью до YRC 73-70 при теплостойкости 730- 650(С и с прочностью на изгиб 250-280 Мпа предназначены для обработки труднообрабатываемых сталей и сплавов с пределом прочности свыше 1000 Мпа, титановых сплавов и др. Улучшение режущих свойств стали достигается повышением содержания в ней углерода с 0,8 до 1%, а также дополнительным легированием цирконием, азотом, ванадием, кремнием и другими элементами. К быстрорежущим сталям повышенной производительности относят 10Р6М5К5, Р2М6Ф2К8АЕ, Р18Ф2, Р14Ф4, Р6М5К5, Р9М4ЕВ, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2, сохраняющие твердость HRC 64 до температуры 630-640(С.
Твердые сплавы делят на металлокерамические и минералокерамические, их выпускаю в виде пластинок разной формы. Инструменты, оснащенные пластинками из твердых сплавов, позволяют применять более высокие скорости резания, чем инструменты из быстрорежущей стали.
Металлокерамические твердые сплавы разделяют на вольфрамовые, титановольфрамовые, титанотантало-вольфрамовые. Вольфрамовые сплавы группы ВК состоят из карбидов вольфрама и кобальта. Применяют сплавы марок ВК3, ВК3М, ВК4, ВК6, ВК60М, ВК8, ВК10М. Буква В означает карбид вольфрама, К – кобальт, цифра – процентное содержание кобальта (остальное – карбид вольфрама). Буква М, приведенная в конце некоторых марок, означает, что сплав мелкозернистый. Такая структура сплава повышает износостойкость инструмента, но снижает сопротивляемость ударам. Применяются вольфрамовые сплавы для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов (резины, пластмассы, фибры, стекла и др.).
Титановольфрамовые сплавы группы ТК состоят из карбидов вольфрама, титана и кобальта. К этой группе относят сплавы марок Т5К10, Т5К12, Т14К8, Т15К6, Т30К4. Буква Т и цифра ней указывают на процентное содержание карбида титана, буква К и цифра за ней – процентное содержание карбида кобальта, остальное в данном сплаве – карбид вольфрама. Применяются эти сплавы для обработки всех видов сталей.
Титанотанталовольфрамовые сплавы группы ТТК состоят из карбидов вольфрама, титана, тантала и кобальта. К этой группе относят сплавы марок ТТ7К12 и ТТ10КВ-Б, содержащие соответственно 7 и 10% карбидов титана и тантала, 12 и 8% кобальта, остальное – карбид вольфрама. Эти сплавы работают в особо тяжелых условиях обработки, когда применение других инструментальных материалов не эффективно. Сплавы, имеющие меньшее процентное содержание кобальта, марок ВК3, ВК4 обладают меньшей вязкостью; применяют для обработки со снятием тонкой стружки на чистовых операциях. Сплавы, имеющее большее содержание кобальта марокВК8, Т14К8, Т5К10 обладают большей вязкостью, их применяют для обработки со снятием толстой стружки на черновых операциях. Мелкозернистые твердые сплавы марок ВК3М, ВК6М, ВК10М и крупнозернистые сплавы марок ВК4 и Т5К12 применяют в условиях пульсирующих нагрузок и при обработке труднообрабатываемых нержавеющих, жаропрочных и титановых сплавов.
Твердые сплавы обладают высокой теплостойкостью.
Вольфрамовые и титановольфрамовые твердые сплавы сохраняют твердость при
температуре в зоне обработки 800-950(С, что позволяет работать при высоких
скоростях резания (до 500м/мин при обработке сталей и 2700м/мин при обработке
алюминия). Для обработки деталей из нержавеющих, жаропрочных и других труднообрабатываемых
сталей и сплавов предназначены особо мелкозернистые вольфрамокобальтовые сплавы
группы ОМ: ВК60ОМ – для чистовой обработки, а сплавы ВК10-ОМ и ВК15-ОМ – для
получистовой и черновой обработки. Дальнейшее развитие и совершенствование
сплавов для обработки труднообрабатываемых материалов вызвало появление сплавов
марок ВК10-ХОМ и ВК15-ХОМ, в которых карбид тантала заменен карбидом хрома.
Легирование сплавов карбидом хрома увеличивает их твердость и прочность при
повышенных температурах. Для повышения прочности пластинок из твердого сплава
применяют плакирование их защитными пленками. Широко применяют износостойкие
покрытия из карбидов титана нанесенные на поверхность твердосплавных в виде
тонкого слоя толщиной 5-
обработке на высоких скоростях резания на поверхности сплава образуется тонкая
оксидная пленка, выполняющая роль твердой смазки, что обеспечивает повышение
износостойкости и снижение шероховатости обработанной поверхности. Вместе с тем
безвольфрамовые твердые сплавы имеют более низкие ударную вязкость и
теплопроводимость, а также стойкость к ударным нагрузкам, чем сплавы группы ТК.
Это позволяет применять их при чистовой и получистовой обработке конструкционных
и низколегированных сталей и цветных металлов.
Из минералокерамических материалов, основной частью которых является оксид алюминия с добавкой относительно редких элементов: вольфрама, титана, тантала и кобальта распространена оксидная (белая) керамика марок ЦМ-332, ВО13 и ВШ-75. Она отличается высокой теплостойкостью (до 1200(С) и износостойкостью, что позволяет обрабатывать металл на высоких скоростях резания (при чистовом обтачивании чугуна – до 3700 м/мин), которые в 2 раза выше, чем для твердых сплавов. В настоящее время для изготовления режущих инструментов применяют режущую (черную) керамику марок В3, ВОК-60, ВОК-63, ВОК-71.
Режущая керамика (кермет) представляет собой оксидно-карбидное соединение из оксидов алюминия и 30-40% карбидов вольфрама и молибдена или молибдена и хрома и тугоплавких связок. Введение в состав минералокерамики металлов или карбидов металлов улучшает ее физико-механические свойства, а также снижает хрупкость. Это позволяет увеличить производительность обработки за счет повышения скорости резания. Получистовая и чистовая обработка деталей из серых, ковких чугунов, труднообрабатываемых сталей, некоторых цветных металлов сплавов производится со скоростью резания 435- 1000 м/мин без смазочно-охлаждающей жидкости. Режущая керамика отличается высоко теплостойкостью.
Оксидно-нитридная керамика состоит из нитридов кремния и тугоплавких материалов с включением оксида алюминия и других компонентов (силинит-Р и кортинит ОНТ-20). Силинит-Р по прочности не уступает оксидно-карбидной минералокерамике, но обладает большей твердостью (HRA 94-96) и стабильностью свойств при высокой температуре.
Закаленные и цементированные стали (HRC 40-67),
высокопрочные чугуны, твердые сплавы типа ВК25 и ВК15, стеклопластики и другие
материалы обрабатывают инструментом, режущая часть которого изготовлена из
крупных поликристаллов диаметром 3-
Из абразивных материалов изготовляют порошки, которые предназначены для обработки резанием в свободном и в связанном состоянии в виде абразивного инструмента (Шлифовальных кругов, брусков, шкурок, лент и др.) и паст.
Заточка резцов.
На машиностроительных предприятиях инструмент, как правило, затачивают централизованно. Вместе с тем иногда необходимо затачивать инструмент вручную.
Для ручной заточки инструмента применяют
точильно-шлифовальные станки, например станок модели 3Б633, состоящий из
шлифовальной головки и станины. В шлифовальную головку встроен двухскоростной
электродвигатель. На выходящих концах вала ротора крепятся шлифовальные круги,
которые закрываются кожухами с защитными экранами. Станок оснащается поворотным
столиком или подручником для установки резца. В станине размещаются электрошкаф
и панель управления. Точильно-шлифовальные станки в зависимости от назначения и
размеров шлифовальных кругов можно подразделить на три группы: малые станки с
кругом диаметром 100-
Переднюю поверхность резца чаще всего затачивают боковой поверхностью круга, при этом резец устанавливают на подручнике боковой поверхности. Переднюю поверхность можно затачивать и периферией круга, однако этот способ менее удобен. Резцы из быстрорежущей стали затачивают сначала по передней, затем по главной и вспомогательной задней поверхностям. При заточке твердосплавных резцов применяют такой же порядок операций, но предварительно обрабатывают задние поверхности стержня под углом, на 2-3( большим, чем угол заточки на пластинке твердого сплава.
Качество заточки зависит от квалификации рабочего,
производящего заточку, и характеристик шлифовальных кругов. С увеличением
усилия прижима инструмента к шлифовальному кругу возрастает производительность
труда, но одновременно могут возникнуть прижоги и трещины. Обычно усилие
прижима не превышает 20-30 Н. При увеличении продольной подачи вероятность образования
трещин уменьшается. Обычно на точильно-шлифовальном станке устанавливают
шлифовальные круги разных характеристик, что позволяет производить
предварительную и окончательную заточку инструмента. При предварительной
заточке твердосплавного инструмента используют круги из карбида, кремния (24А) зернистостью
40, 25, 16 и твердостью СМ2 и С1 на керамической связке (К5); окончательную
заточку (при припуске 0,1-
Для получения поверхностей высокого качества
(Ra=0,32(0,08 мкм) необходимо, чтобы биение доводочного диска или круга не
превышало
Станочные приспособления. Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций обработки, сборки и контроля.
Применение приспособлений позволяет:
- устранить разметку заготовок перед обработкой, повысить ее точность;
- увеличить производительность труда на операции;
- снизить себестоимость продукции;
- облегчить условия работы и обеспечить ее безопасность;
- расширить технологические возможности оборудования;
- организовать многостаночное обслуживание;
- применить технически обоснованные нормы времени и сократить число
рабочих, необходимых для выпуска продукции.
Частая смена объектов производства, связанная с нарастанием темпов технического прогресса, требует создания конструкций приспособлений, методов их расчета, проектирования и изготовления, обеспечивающих неуклонное сокращение сроков подготовки производства.
Затраты на изготовление технологической оснастки составляют 15... 20 % от затрат на оборудование для технологического процесса обработки деталей машин или 10-24 % от стоимости машины. Станочные приспособления занимают наибольший удельный вес по стоимости и трудоемкости изготовления в общем количестве различных типов технологической оснастки.
Классификация приспособлений .
Классификацию приспособлений проводят по следующим признакам:
1. По целевому назначению приспособления делят на пять групп:
¾ станочные приспособления для установки и закрепления обрабатываемых заготовок на станках. В зависимости от вида обработки различают токарные, фрезерные, сверлильные, расточные, шлифовальные и другие приспособления;
¾ приспособления для крепления режущего инструмента. Они характеризуются большим числом нормализованных деталей и конструкций, что объясняется нормализацией и стандартизацией самих режущих инструментов;
¾ сборочные приспособления используют при выполнении сборочных операций, требующих большой точности сборки и приложения больших усилий;
¾ контрольно-измерительные приспособления применяют для контроля заготовок, промежуточного и окончательного контроля, а также для проверки собранных узлов и машин. Контрольные приспособления служат для установки мерительного инструмента;
¾ приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок, а также отдельных деталей и узлов при сборке.
2. По степени специализации приспособления делят на универсальные, специализированные и специальные.
¾ Универсальные приспособления (УП) используют для расширения технологических возможностей металлорежущих станков. К ним относятся универсальные, поворотные, делительные столы; самоцентрирующие патроны.
Универсальные безналадочные приспособления (УБП) применяются для базирования и закрепления однотипных заготовок в условиях единичного и мелкосерийного производства. К этому типу принадлежат универсальные патроны с неразъемными кулачками, универсальные фрезерные и слесарные тиски.
Универсально-наладочные приспособления (УНП) используют для базирования и закрепления заготовок в условиях многономенклатурного производства. К ним относятся универсальные патроны со сменными кулачками, универсальные тиски, скальчатые кондукторы.
¾ Специализированные безналадочные приспособления (СБП) используют для базирования и закрепления заготовок, близких по конструктивным признакам и требующих одинаковой обработки. К таким приспособлениям принадлежат приспособления для обработки ступенчатых валиков, втулок, фланцев, дисков, корпусных деталей и др.
Специализированные наладочные приспособления (СНП) применяют для базирования и закрепления заготовок, близких по конструктивно- технологическим признакам и требующих для их обработки выполнения однотипных операций и специальных наладок.
Универсально-сборные приспособления (УСП) применяют для базирования и закрепления конкретной детали. Из комплекта УСП собирают специальное приспособление, которое затем разбирают, а элементы УСП многократно используют для сборки других приспособлений.
¾ Специальные приспособления (СП) используют для выполнения определенной операции и при обработке конкретной детали. Такие приспособления называются одноцелевыми. Их применяют в крупносерийном и массовом производстве.
3. По функциональному назначению элементы приспособлений делят на установочные, зажимные, силовые приводы, элементы для направления режущего инструмента, вспомогательные механизмы, а также вспомогательные и крепежные детали (рукоятки, сухари, шпонки). Все эти элементы соединяются корпусными деталями.
4. По степени механизации и автоматизации приспособления подразделяют на ручные, механизированные, полуавтоматические и автоматические.
¾ Современные приспособления - это большой класс технологических объектов, отличающихся многообразием конструкций, многокомпонентностью и иерархичностью структуры, сложной геометрией составляющих и широким диапазоном изменения размеров, различной степенью универсальности и типовности.
¾ Для авиапроизводства характерным является то, что среди большого объёма создавамых конструкций удельный вес типовых приспособлений весьма невысок. Поэтому проектирование невозможно свести только к размерным и некоторым другим расчётам. В принципе, это цельный комплекс серьёзных проблем и задач, к решению которых необходимо привлекать современные методы и средства автоматизации.
Выбор приспособлений осуществлялся по возможности из числа стандартных или из типовыхконструкций станочных приспособлений.
Критерием выбора является вид механической обработки, точность обработки поверхности, габаритные размеры и масса заготовки, тип станка, расположение поверхности по отношению к технологическим базам.
6. Выбор режимов резания для станков с ЧПУ.
Режимы резания зависят от обрабатываемого материала,от материала режущей части инструмента, от шероховатости поверхности, от ее конфигурации, от величины припуска на обработку.
Принята следующая последовательность назначения режимов резания: сначаланазначают глубину резания, затем задают величину подачи, потом скорость резания, затем скорость вращения шпинделя станка.

Расчетно-аналитическим методомвычислим режимы резания для токарной
обработки. Глубина резания назначается в зависимости от вида обработки, т.к.
обработка черновая выбираем t =
Скорость резания рассчитывается по эмпирической формуле:


Для углеродистой стали Kg=1;sv=600; для резца nv=1,75
Knv — коэффициент, учитывающий состояние поверхности заготовки, равен 0.8 для поковки.
Kiv — коэффициент, учитывающий вид инструментального материала, для ВК8 равен 0.4
T — время износа материала резца, для одноинструментальной обработки 30-60 мин.
Показатели степеней x, y, m и коэффициент Cv выбираем по таблицам; для подачи 0,3 мм/об и наружного продольного точения:
Cv=350; x=0,15; y=0,35; m=0,20.
После расчета получаем значение скорости резания 150 м/мин.
Техническое нормирование времени операций можно выполнить расчетно-аналитическимметодом. В нашем случае, в мелкосерийном производстве рассчитывается норма штучно-калькуляционного времени
Тшт.к.= То + Тв + Ттех + Торг + Тп + Тп.з.
где То — Основное (машинное) время, вычисляемое как отношение длины рабочего хода инструмента к подаче (в минутах) его перемещения.
Тв — Вспомогательное время, включает в себя продолжительность всех вспомогательных ходов инструмента, включений, переключений станка, установки и снятия заготовки.
Топ = То + Тв — операционное время.
Ттех — Время технического обслуживания Тмех = 0.06*Топ
Торг —Время организационного обслуживания Торг= 0.06*Топ
Тоб = Ттех + Торг — время обслуживания.
Тп — Время регламентированных перерывов Тп = 0.025*Топ
Тп.з. — Подготовительно-заключительное время Тп.з. = 60 / р = 60 / N * a,
где р - размер партии
 N -
годовая программа выпуска
N -
годовая программа выпуска
a - количество запусков партии в течении года
То = 153,8 мин
Тв = 5 мин
Топ = 158,8 мин
Ттех = 9,5 мин
Торг = 9,5 мин
Тоб = 19 мин
Тп = 4мин
Тп.з. = 60/100 * 12 = 7,2 мин
В результате получаем
Тшт.к. = Топ + Тоб + Тп + Тп.з. = 158,8 + 19 + 4 + 7,2 = 189 мин
7. Разработка траекторий движения режущих инструментов.
Выполняется в следующем порядке:
1. Выбор планов обработки (по переходам) отдельных поверхностей детали.
2. Выделение стадий обработки (черновая, чистовая, отделочная) в зависимости от качества и термообработки детали.
3. Распределение объемов обработки поверхностей по стадиям.
4. Разработка схем распределения припусков по поверхностям детали.
5. Проектирование инструментальных наладок для токарной обработки детали.
6. Разработка способов установки и закрепления обрабатываемой детали.
7. Выбор средств оснащения и модели оборудования.
8. Составление маршрута обработки детали.
8. Числовое программное управление станками и системы ЧПУ.
УЧПУ является программно управляемым устройством, имеет аппаратную и программную части. Структурная схема УЧПУ представлена на рисунке. Структура УЧПУ включает БУ, ПО и БП.
БУ управляет работой УЧПУ и внешнего подключаемого оборудования. Ядром БУ является плата CPU. Взаимодействие модулей БУ обеспечивают сигналы внешней локальной шины процессора ISA BAS 16. Через каналы модуля ECDA I/O осуществляется управление периферийным оборудованием:
- следящим электроприводом подач и главного движения с обратной связью (управление по входу аналоговым напряжением +10 В);
- преобразователями перемещений фотоэлектрического типа (энкодерами) в качестве ДОС (напряжение питания плюс 5 В, выходной сигнал - прямоугольные импульсы);
- шпинделем;
- электронным штурвалом фотоэлектрического типа (напряжение питания плюс 5 В, выходной сигнал - прямоугольные импульсы).
По каналам входа/выхода модуль ECDA I/O обеспечивает двунаправленную связь (опрос/управляющее воздействие) между УЧПУ и электрооборудованием управляемого объекта. Обмен информацией происходит под управлением ПрО.
Управление дополнительными устройствами ввода/вывода производится платой CPU через интерфейсы внешних устройств: RS-232/485, FDD, LAN, USB.
ПО обеспечивает выполнение всех функций управления и контроля в системе «ОПЕРАТОР-УЧПУ-ОБЪЕКТ УПРАВЛЕНИЯ». Структура ПО включает в себя блок дисплея и блок клавиатуры.
Сигналы управления от CPU поступают на дисплей по внутреннему кабелю через интерфейс LCD. Связь блока клавиатуры с платой CPU осуществляется сигналами интерфейса клавиатуры EXKB. Сигналы модуля переключателей D0-D10 поступают в CPU через плату ECDAI/O и шину ISABAS 16.
В качестве элементов управления ПО используются клавиши, кнопки и переключатели, а в качестве элементов контроля – дисплей и светодиоды. Эти элементы позволяют оператору u1091 управлять работой системы, вести с ней активный диалог, получать необходимую информацию о ходе управления объектом.
БП обеспечивает УЧПУ необходимым набором питающих напряжений. Питание от БП поступает в плату ECDA I/O, а из неё через разъёмы подаётся на составные части УЧПУ.
Связь УЧПУ с объектом управления и дополнительными устройствами ввода/вывода осуществляется через внешние разъёмы.
Конструкция УЧПУ
Конструктивно УЧПУ представляет собой моноблок встраиваемого исполнения, в котором соединены вместе БУ, ПО и БП.
ПО представляет собой лицевую панель УЧПУ. На ПО установлены дисплей, индикаторы, клавиатура, сетевой выключатель и секция станочной консоли, которая имеет элементы управления оборудованием (станком). По периметру лицевой панели УЧПУ предусмотрены пазы для крепления моноблока в шкаф или в оборудование объекта управления.
БП устанавливается в отдельный металлический отсек, который крепится на внутреннюю сторону лицевой панели винтами. Металлические стенки отсека выполняют функцию защитного экрана.
Металлический экран, установленный позади дисплея, с одной стороны крепится к внутренней стороне лицевой панели, а с другой стороны представляет собой основание, на которое крепится БУ. Высоту установки экрана и БУ задают столбики, на которые они крепятся. БУ имеет панель выходных разъёмов, на которую выведены разъёмы УЧПУ для связи с управляемым оборудованием.
Съёмный кожух закрывает всю конструкцию с боков и сзади. Крепление кожуха к внутренней стороне лицевой панели производится винтами. Кожух имеет прорезь для панели выходных разъёмов. Внутри кожуха на уровне БУ установлен вентилятор. На внешней стороне кожуха внизу установлен винт заземления.
Электрические связи между составными частями УЧПУ обеспечиваются внутренними кабелями.
 |
9.
Технологическая подготовка обработки заготовок деталей
на станках с
ЧПУ.
Технологическая подготовка обработки заготовок деталейвключает:
¾ Установку оборудования, приспособлений, инструментов и т.д. Установка оборудования производится заблаговременно до начала производства данной продукции (это установка станков, оборудование рабочего места оператора). В дальнейшем на станок устанавливается другое дополнительное оборудование (систем ЧПУ, поворотно-револьверной головки для резцов и т.п. альнейшем на станок устанавливается другое дополнительное оборудование ()данной продукции). Приспособления и инструменты устанавливаютсянепосредственно перед началом работы, для каждой детали используются индивидуальные приспособления.
¾ Также на заводе имеетсяотдел технической документации, где оператор может взять чертеж необходимой детали.
¾ После изготовления детали и в процессе ее изготовления оператор должен измерять необходимые размеры, для этого на заводе имеется инструментальный склад (где хранятся режущие инструменты, измерительные приборы и т.д.) и инструментальная мастерская, где производится ремонт и калибровка измерительного инструмента.
¾ Для храненияизделий на заводе расположен склад, где хранятся как готовые изделия, так и изделия, которые требуют дальнейшей обработки. Он располагается таким образом, чтобы любойоператор имел быстрый доступ к заготовкам.
10.Описать и выполнить рисунок «Пульт УЧПУ».
 |
Модуль шины УЧПУ устанавливается на металлическую перегородку между отсеками БУ и БП. Модули CPU ECDA и I/O являются конструктивно законченными, имеют лицевые панели с разъёмами для подключения кабелей от управляемого оборудования. Модули устанавливаются в отсек БУ с левой стороны УЧПУ по направляющим до стыковки с разъёмами модуля шины, затем крепятся к раме винтами, установленными на лицевых панелях модулей. Лицевые панели модулей образуют панель разъёмов УЧПУ.
ПУ, представляющий собой лицевую панель УЧПУ, разделён на 4 секции, в которых расположены его элементы:
- секция дисплея;
- секция алфавитно-цифрового наборного поля;
- секция функциональной клавиатуры;
- секция станочной консоли, на которой установлены элементы индикации, модуль переключателей, сетевой выключатель, кнопка аварийной остановки.
Съёмный кожух закрывает всю конструкцию, кроме лицевой панели. Крепление кожуха к раме производится винтами. Внутри кожуха на уровне БУ установлен вентилятор. На боковых стенках кожуха имеются прорези для воздуха. В нижней части внешней стороны кожуха, который образует заднюю панель УЧПУ, установлен винт заземления. Кожух имеет прорези для доступа к разъёмам, которые выведены на заднюю панель УЧПУ.
На лицевой панели ПУ размещены:
- дисплей - TFT
- модуль алфавитно-цифровой клавиатуры:
o 36 алфавитно-цифровых кнопок;
o 25 специальных кнопок;
o 8 функциональных кнопок;
- модуль функциональной клавиатуры:
o 10 функциональных кнопок;
- консоль:
o сетевой выключатель УЧПУ (замок с ключом);
o светодиоды:
AC – индикатор подачи сетевого питания;
DC – индикатор исправности вторичного питания;
ER – индикатор ошибки в работе УЧПУ;
o кнопка «ПУСК»;
o кнопка «СТОП»;
o кнопка «АВАРИЙНЫЙ ОСТАНОВ» (кнопка-грибок красно-
го цвета);
o корректор подачи «F»;
o корректор скорости вращения шпинделя «S»;
oпереключатель режимов работы «MDI, AUTO, STEP …
RESET».
 |
11.Методы и средства контроля обрабатываемых деталей.
Виды измерений делятся по:
¾ По точности
oРавнозначное измерение
oНеравнозначное измерение
¾ По числу измерений случайных величин
¾ По времени
oСтатическое измерение
oДинамическое измерение
¾ По способу получения
oПрямое измерение
oКосвенное измерение
oСовместное измерение
Под методом измерения подразумевается прием или совокупность приемов сравнения измеряемой физической величины с ее единицей в соответствии с реализованными принципами соединения.
¾Метод непосредственной оценки, при котором значение величины определяют непосредственно по отсчетному устройству измерительного прибора.
¾Метод сравнения с мерой, где измеренную величину сравнивают с величиной воспроизведенной мерой.
¾Контактный метод основан на том, что чувствительный элемент прибора приводится в контакт с объектом измерения.
¾Бесконтактный метод это метод измерений, основанный на том, что чувствительный элемент прибора не приводится в контактобъектом измерения.
Измеренияи контроль производитсядля наиболее ответственных параметров детали с помощью различных измерительных приборов:
¾Измерительные линейки относятся к штриховым мерам и предназначены для измерения размеров изделий 14…17 квалитетов точности прямым методом.
Они представляют собой металлическую полосу шириной 20…40 мм. и толщиной 0,5…1 мм. на широкой поверхности которых нанесены деления.
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах ±(0,1…0,2) мм. в зависимости от общей длины шкалы, а отдельных делений не более ±(0,05…0,1) мм.
¾Штангенциркуль – это абсолютное измерение линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей
ГОСТ 166 – 80 предусматривает три типа штангенциркулей:
штангенциркуль
– 1 с ценой деления
штангенциркуль
– 2 с ценой деления
штангенциркуль
– 3 с ценой деления 0,05 и
Для плавного перемещения рамки с подвижными измерительными губками, на рамке штангелнлинейки предусмотрено микроскопическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт.
¾Штангенглубиномер ГОСТ 162 – 80 отличается от штангенциркуля и применяются для измерения глубины отверстии и пазов.
Цена
деления шкалы 0,05 и
Условное обозначение ШГ – 160 (ГОСТ 162 – 80)
¾Штангеньрейсмасс (ГОСТ 164 – 80) является измерительными инструментами для разметки деталей и определение высоты деталей.
Конструкция
не отличается от конструкции и принципадействия
штангенциркуляи служит. На индикаторе
числового типа делением 0,05 или
¾Гладкий
микрометр типа МК (ГОСТ 6507 – 78) выпускается с пределами измерений 0…300 мм.
с диапазоном показания шкалы
¾Микрометрический глубиномер (ГОСТ 7470 – 78) предназначен для абсолютных измерений глубин отверстий, высот, выступов и т.д. Он имеет стебель, закрепленный на траверсе, с помощью гайки фиксации.
12.Типы систем программного управления станками.
В настоящее время существует два типа систем программного управления:
¾Числовое программное управление (ЧПУ)
¾Цифровое программное управление (ЦПУ)
Основными отличиями данных систем является то, что числовое программное управление в качестве программоносителей в основном использует дискеты, а цифровое кулачки, перфоленты и т.д. В связи с этим переналадка станков с цифровым программным управлением сильно затруднена, потому что для каждой новой детали приходится вытачивать новые кулачки, и его используют при массовом и крупносерийном производстве. Системы числового программного обеспечения напротив очень легко перенастроить, так как ввод данных производится с клавиатуры пульта управления, поэтому его могут использовать при мелкосерийном, среднесерийном и других типах производств.
Сейчас числовое программное управление вытесняет с предприятийцифровое программное управление, на заводах даже уже начали использовать компьютеры в качестве пульта управления станками, во первых потому что они во всем могут заменить ЦПУ, а во вторых потому что их гораздо проще и быстрее перенастроить
13.Требования к безопасности труда.
1. Персонал, допущенный к работе с УЧПУ, должен быть аттестован по технике безопасности.
2. Перед подключением УЧПУ к сети напряжением ~220 В, частотой 50 Гц корпус УЧПУ и корпус объекта управления должны быть заземлены.
2.1 Сопротивление между заземляющим элементом (болтом, винтом, шпилькой) и каждой доступной прикосновению металлической нетоковедущей частью УЧПУ, которая может оказаться под напряжением, должно быть не более 0,1 Ом.
2.2 Сопротивление заземляющего устройства должно быть не более 4 Ом.
3. Подключение УЧПУ к промышленной сети допускается только через развязывающий трансформатор мощностью не менее 300 ВА.
4. Работа на УЧПУ при включенном питании должна осуществляться при закрытых дверях шкафа.
5. Ремонтные работы, замену модулей, установку переключателей в модулях и подключение/отключение внешних кабелей УЧПУ необходимо проводить при отключённом питании, так как скачки напряжения могут вывести из строя электронные компоненты или всё устройство. Необходимо подождать 10 секунд после отключения питания УЧПУ, чтобы устройство вернулось в статическое состояние.
6. ВНИМАНИЕ! ИС СЕМЕЙСТВА МОП, КМОП И Т.Д. ЧУВСТВИТЕЛЬНЫ К СТАТИЧЕСКОМУ ЭЛЕКТРИЧЕСТВУ. ПОЭТОМУ ПРЕЖДЕ, ЧЕМ ДОТРОНУТЬСЯ ДО ЧЕГО-НИБУДЬ ВНУТРИ УЧПУ, ИЛИ ПЕРЕД РАБОТОЙ С МОДУЛЯМИ ВНЕ УСТРОЙСТВА НЕОБХОДИМО КОСНУТЬСЯ ЗАЗЕМЛЁННОГО МЕТАЛЛИЧЕСКОГО КОРПУСА УЧПУ ДЛЯ СНЯТИЯ ЭЛЕКТРОСТАТИЧЕСКОГО НАПРЯЖЕНИЯ С ВАШЕГО ТЕЛА.
7. Необходимо соблюдать последовательность действий при изъятии модулей УЧПУ из каркаса:
- выключить УЧПУ;
- отключить управляемое оборудование от сети;
- отсоединить УЧПУ от сети;
- отсоединить внешние разъёмы модуля;
- равномерно выкрутить внешние крепящие винты и снять кожух;
- снять с тела электростатическое напряжение;
- аккуратно вынуть модуль.
8. Монтажные работы в УЧПУ и модулях производить паяльником, рассчитанным на напряжение 36 В. Паяльник должен иметь исправную изоляцию токоведущих частей от корпуса. Корпус паяльника должен быть заземлён.
14.Организация рабочего места оператора.
Рабочее место оператора станка с ЧПУ разработано специально для удобного использования и сокращения рабочего пространства. Оно разработано таким образом, чтобы оператор имел постоянный доступ ко всем необходимым ему предметам.
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
6 |
|
7 |
|
8 |
 |
Схема рабочего места оператора:
1. Станок;
2. Тара, предназначенная для уборки и выноса стружки получаемой в процессе обработки заготовок. Она расположена за станком, так как конструкцией предусмотрены дверцы с задней стороны станка для удобства уборки стружки по окончанию работы;
3. Пульт УЧПУ, на котором наладчик вводит программу обработки заготовки, а оператор запускает её после установки заготовки;
4. Тумбочка, где оператор хранит инструмент и приспособления необходимые ему в процессе работы. Также в этой тумбочке предусмотрено место для хранения чертежей и другой документации. На верху тумбочки распложен небольшой столик, куда оператор может положить какие-то предметы, чтобы во время работы он мог их взять;
5. Оператор;
6. Деревянная подстилка, которую подкладывают для того, чтобы стружка падала между досками и не мешалась оператор под ногами;
7. Стол куда оператор складывает изготовленные им детали, для того чтобы их могли перевезти погрузчики на склад или к другому станку для дальнейшей обработки;
8. Защитный экран представляет собой железный щит, со стеклянной вставкой закрепленный на станке с помощью подвижных роликов. После закрепления заготовки оператор закрывает защитный экран, после чего запускает программу. Он служит для защиты опера от стружки, которая отлетает во время работы станка.
15.Выводы и предложения по организации труда на данном
участке
работы.
В целомданный участок работ спланирован, на мой взгляд, наиболее экономичным образом. Станки расстановлены таким образом, чтобы детали обрабатывались на недалеко расположенных друг от друга станках, что позволяет экономить время на перенос деталей в процессе их изготовления.
Мои предложения следующие:
¾Заменить системы ЧПУ на некоторых станках, так как установленные системы часто ломаются, что приводит к потере времени на их ремонт и наладку. Замена электронных системпозволит изготовлять детали без незапланированных перерывов.
¾Поскольку мой участок расположен у ворот, которые постоянно открываются, из – за чегона этом и соседних участках становится холодно. На мой взгляд, необходимо у ворот установить обогреватели, чтобы в цехе поддерживалась нормальная температура.
¾Так же я предлагаю оборудовать раздевалку для студентов.
16.Используемая литература.
1.Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: Учебное пособие для машиностроительных специальностей вузов. — 4-е изд., переработанное и дополненное — Мн.: Высш. школа,1983. — 256 с.
2.Технология машиностроения: Учебник для машиностроительных специальностей вузов / А.А. Гусев и др. — М.: Машиностроение, 1986. — 480 с.
3.Дунаев П.Ф. и др. Допуски и посадки. Обоснование выбора: Учебное пособие для студентов машиностроительных вузов. — М.: Высш. шк., 1984. — 112 с.
4.Обработка деталей на токарном станке с ЧПУ. Методические указания к лабораторным работам. — Вологда.
5.В.Н.Фещенко,
Махмутов Р.Х. Токарная обработка. Изд-во «Высшая
школа». Москва. 1990.
6.Л.Фадюшин,
Я.А.Музыкант, А.И.Мещеряков ии др. Инструмент для
станков с ЧПУ, многоцелевых станков. М.:Машиностроение, 1990.
7.П.И.Ящерицын и др.
Основы резания материалов и режущий инструмент.
Мн.: Выш.школа, 1981.