Многопостовые сварочные выпрямители
| Загрузить архив: | |
| Файл: ref-24824.zip (400kb [zip], Скачиваний: 278) скачать |
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Тульский государственный университет
Кафедра оборудования и технологии сварочного и литейного производства
Контрольно-курсовая работа
по дисциплине «Источники питания»
на тему:
«Многопостовые сварочные выпрямители»
Выполнил:
студент гр. 630621 Иванцов О.В.
Руководитель:
канд.техн.наук, доц. Татаринов Е.А.
Тула 2006
С О Д Е Р Ж А Н И Е
ВВЕДЕНИЕ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
1. Сварочные многопостовые системы - - - - - - - - - - - - - - - - - - - - -
1.1. Общие сведения - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
1.2. Выпрямители для ручной дуговой сварки плавящимся электродом - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
1.3. Многопостовые системы для дуговой сварки плавящимся электродом в среде углекислого газа - - - - - - - -
1.4. Сварочный коллекторный генератор типа ГСМ-500 для питания двух постов - - - - - - - - - - - - - - - - - - - - - - - - - - - -
2. Экономическая эффективность многопостового питания при дуговой сварке - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
3. Современные многопостовые выпрямители, предлагаемые компанией «ИНТЕР-сварка» г.Тула - - - - - - - - - - - - - - - - - - - - - - -
3.1. Сравнительная характеристика - - - - - - - - - - - - - - - - - - -
3.2. Многопостовой выпрямитель ВДМ-6304У3 - - - - - - - - - -
ЗАКЛЮЧЕНИЕ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ - - - - - - - - - - - - - - -
В В Е Д Е Н И Е
В производстве целесообразно по условиям работы использовать один источник питания для нескольких потребителей, для этого применяются многопостовые сварочные системы. В этих системах один многопостовой выпрямитель снабжает энергией несколько сварочных постов.
Многопостовым называют источник, от которого можно питать несколько сварочных дуг одновременно. Многопостовые источники используют там, где на небольшом расстоянии друг от друга расположена группа сварочных постов. В этих условиях многопостовой источник более выгоден, чем однопостовые источники.
Многопостовые сварочные выпрямители позволяют рационально использовать производственные площади, значительно уменьшить расходы на электроэнергию и обслуживание оборудования, и обеспечивают независимость работы отдельных постов, а также незначительное падение напряжения в шинопроводе, соединяющем посты, что особенно важно при достаточной удаленности сварочного поста от места нахождения источника. Регулирование тока поста осуществляется с помощью балластных реостатов.
Подключают сварочные посты от шинопровода выпрямителя через балластные реостаты. Балластный реостат представляет собой набор сопротивлений. При включении сварочной дуги последовательно с балластным реостатом появляется возможность независимо регулировать ток каждого отдельного поста. Одновременно сварочный пост приобретает необходимую при ручной сварке крутопадающую внешнюю характеристику.
Выпрямитель включают в такой последовательности: замыкают сетевой рубильник, затем включают автоматический выключатель, расположенный, в большинстве случаев, на боковой стенке выпрямителя, при этом загорается сигнальная лампа. Пуск следует производить вхолостую при отключенной нагрузке. Выключают выпрямитель (без размыкания автоматического выключателя) нажатием кнопки «Стоп». Все узлы выпрямителя смонтированы в шкафу, имеющем две закрывающиеся на ключ двери с электрической блокировкой. Блок управления находится на передней стенке в верхней части кожуха выпрямителя.
1. Сварочные многопостовые системы
1.1. Общие сведения
В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов; Исходя из эксплуатационных и технико-экономических соображений, многопостовые системы целесообразно применять в тех отраслях промышленности (в частности, в машиностроении и судостроении), где на относительно небольших производственных площадях приходится сосредоточивать большое число (до нескольких десятков) однопостовых источников питания. В этом случае однопостовые источники питания помещают в специальные контейнеры и перемещают кранами. Источники, находящиеся в контейнерах, подключаются к силовой сети цеха посредством длинных (20—30 м) гибких кабелей. Кабели укладываются непосредственно на производственной площади, загромождают ее, проходят по свариваемой конструкции. Контейнеры загружают крановое оборудование; сварщики при такой организации работ теряют много рабочего времени и подвергаются в большей мере опасности поражения током. Производительность труда в таких условиях снижается.
В последние годы интенсивно проводились работы, направленные на создание современных многопостовых систем питания для ручной дуговой сварки плавящимся электродом, механизированной сварки под флюсом и в среде углекислого газа. Все эти многопостовые системы относятся к источникам питания группы О.
Применение многопостовых систем создает условия для повышения производительности труда, более рационального использования производственных площадей, экономии электроэнергии (источник питания не имеет режима холостого хода), снижения капитальных затрат и расходов на обслуживание источников, а также гарантирует безопасность работы и улучшение условий труда сварщиков.
Многопостовые системы питания могут быть как постоянного, так и переменного тока. Промышленность в настоящее время серийно выпускает только многопостовыесистемы для питания постов постоянным током от выпрямителей через шинопроводы.
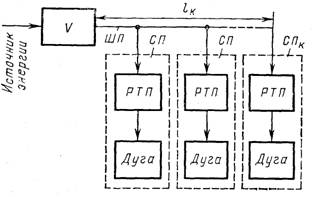 На рис. 1 приведена функциональная
блок-схема питания сварочных постов СП от выпрямителя V через
шинопровод ШП. Ток поста регулируется с помощью регулятора тока РТП.
Многопостовая система предназначена для• ручной дуговой сварки.
На рис. 1 приведена функциональная
блок-схема питания сварочных постов СП от выпрямителя V через
шинопровод ШП. Ток поста регулируется с помощью регулятора тока РТП.
Многопостовая система предназначена для• ручной дуговой сварки.
|
Рис. 1. Функциональная блок-схема питания сварочных постов от выпрямителя через шинопровод: V — выпрямитель; ШП — шинопровод; СП — сварочный пост; РТП—регулятор тока поста; 1к—длина шинопровода до k-го поста |
Основное требование, предъявляемое к многопостовым установкам, – это независимость работы каждого поста как в установившихся, так и в переходных режимах. При этом напряжение Uп.х.х на входе каждого поста в режиме холостого хода поста должно быть достаточным для начального возбуждения дуги при контакте торца электрода и изделия; соотношение напряжений холостого хода Uп.х.хи устойчивого горения дуги Uд.п. должно быть равно примерно двум (напряжение Uп.х.х для ручной дуговой сварки должно быть около 60 В, а Uд.п. при устойчивом горении дуги 25—30 В).
Изменения режима на одних постах
(например, обрыв дуги, короткие замыкания дуговых промежутков каплей, перенос и
обрыв капли) не должны влиять на устойчивость процесса сварки других постов. В
установившемся режиме условие независимости постов выражается как Uпk=const вдоль шинопровода и для любого k-го
поста. Оценка степени разделения (независимости) постов в установившихся
режимах осуществляется по статическим характеристикам источника питания и
поста, а в переходных – по осциллограммам процесса сварки, по устойчивости
горения дуги постов и по качеству выполненного сварного соединения. Технология
сварки требует, чтобы колебания напряжения сети, от которой  получает питание трехфазный силовой трансформатор, не
отражались на выходном напряжении выпрямителя, так как это вызывает изменение напряжения
на шинопроводе, а следовательно, отражается на работе постов. Для устойчивого
горения дуги любого поста
получает питание трехфазный силовой трансформатор, не
отражались на выходном напряжении выпрямителя, так как это вызывает изменение напряжения
на шинопроводе, а следовательно, отражается на работе постов. Для устойчивого
горения дуги любого поста
|
Регулятор тока поста РТП предназначен для формирования характеристики поста, регулирования тока Iп, создания условий для независимости работы постов в установившемся режиме. В многопостовых системах для ручной дуговой сварки постоянным током в качестве регуляторов тока применяются регулируемые постовые балластные резисторы Rn.
Напряжение на шинопроводе, являющееся входным напряжением любого k-го поста в установившемся режиме:
 (1)
(1)
где Uи.п. — напряжение на выходных выводах источника питания (например, сварочного выпрямителя), которое принимается постоянным; Δuш.k. – падение напряжения по длине lk шинопровода.
Для постоянства Unk необходимо, чтобы Uи.п. было постоянным и не зависело от нагрузки источника питания, т. е. чтобы внешняя характеристика источника питания была жесткая, aΔuш.k было возможно меньше. Условие независимости работы постов выполняется, если длительное отклонение Δuш.k от величины напряжения Unkна выходных зажимах k-ro поста не превышает ±5%. Величина напряжения Uд.п. на дуговом промежутке поста в установившемся режиме равна:
 (2)
(2)
где Uп.п.—падение напряжения на постовом резисторе. Из формулы (2) следует, что внешняя характеристика Uп=f(Iп) не только падающая (см. выше), но и линейная. Из (2) можно определить ток поста:
 (3)
(3)
Значение Rn невелико и составляет десятые доли ома. Так, например, при Uп.х.х=50В, Uд.п=25В и Iп=250А сопротивление Rп=0,1Ом. Несмотря на малое сопротивление Rп, мощность, расходуемая на его нагрев, велика (например, в нашем случае PR=Iп2Rп=2502 · 0,1=6,25 кВт).
КПД поста:
 (4)
(4)
где Рд—мощность, расходуемая в процессе сварки; Рп—мощность, получаемая постом от источника. При Uд.п.=25В и Uп=50В η=0,5.
К.п.д. многопостовой установки:
ηу = ηи.п ηп, (5)
где ηи.п – КПД источника питания многопостовой системы. КПД поста можно повысить за счет снижения напряжения Uп, подводимого от шинопровода к постам. При снижении Uп.х.х с 50 до 40 В получим при Iи=250А и Uд.г=25В Rп=0,06Ом, РR=3,75кВт и по (4) η=0,625. Следует иметь в виду, что значительное снижение напряжения холостого хода Uп.x.x может привести к затруднению возбуждения дуги и ухудшению стабильности процесса сварки, так как ведет к снижению напряженности Е электрического поля разрядного промежутка. С другой стороны, если снизить Uп.x.x даже в допустимых пределах за счет уменьшения напряжения на выходных выводах источника питания, то может резко увеличиться разбрызгивание металла. Это объясняется тем, что при периодических коротких замыканиях дугового промежутка каплей возникает мгновенный пик тока поста iп. макс, ограниченный практически только сопротивлением Rп, так как индуктивность цепи поста равна нулю. В этом случае величина пика тока определяется значениями Uп.х.х и Rп. Для рассмотренного выше примера при Uп.х.х=50В и Rп=0,1Ом величина пика тока iп.макс=500А, а при Uп.х.х=40В и Rп=0,06 omin. макс ==666А. Величину iп.макс можно снизить. При включении в цепь поста индуктивности Lп уменьшается скорость нарастания тока (вместо пикового нарастания ток нарастает по экспоненте), что снижает потери металла на разбрызгивание. Время нарастания тока поста при наличии индуктивности связано с постоянной времени τп цепи поста:
 (6)
(6)
где G=f(iп) —проводимость разрядного промежутка, зависящая от тока.
Источник питания многопостовой установки рассчитывается на номинальный ток, соответствующий продолжительному режиму работы ПНн-100%.
При определении числа постов k многопостовой установки, соответствующих номинальному току источника, следует учитывать, что не все посты работают одновременно в одинаковых режимах (холостой ход, нагрузка, короткое замыкание). В формулу для определения числа постов необходимо вводить коэффициент одновременности работы постов ε, который изменяется в пределах 0,6 – 0,9 (для ручной дуговой сварки и механизированной сварки под флюсом принимают ε = 0,5 – 0,6, а для сварки в среде углекислого газа ε = 0,7 – 0,9). Число постов:
 (7)
(7)
где Ри.п – мощность источника питания многопостовой системы.
При увеличении числа постов применяется параллельная работа однотипных выпрямителей на один шинопровод. Наличие шинопровода, заменяющего большое число кабелей при использовании однопостовых передвижных установок, является одним из существенных преимуществ многопостовых систем.
1.2. Выпрямители для ручной дуговой сварки
плавящимся электродом
 Многопостовые выпрямители типа ВДМ используются для
питания выпрямленным током через балластные резисторы нескольких сварочных
постов. Упрощенная принципиальная, электрическая схема выпрямителей приведена
на рис. 3. Первичная, обмотка трехфазного силового трансформатора Т
соединена треугольником.
Многопостовые выпрямители типа ВДМ используются для
питания выпрямленным током через балластные резисторы нескольких сварочных
постов. Упрощенная принципиальная, электрическая схема выпрямителей приведена
на рис. 3. Первичная, обмотка трехфазного силового трансформатора Т
соединена треугольником.
|
Выпрямительный узел ВДМ собран по шестифазной кольцевой схеме выпрямления. На каждом стержне магнитопровода трансформатора Т расположены витки одной фазы первичной обмотки w1 и одноименные фазы двух одинаковых вторичныхобмоток w2. ЭДС вторичных обмоток трансформатора сдвинуты одна относительно другой на 180 эл. град. Фазы вторичных обмоток соединены звездами, нейтрали N1 и N2которых образуют отрицательный и положительный выводы (полюсы) выпрямителя. Последовательно с фазами вторичной обмотки включены неуправляемые кремниевые вентили V, число которых зависит от величины тока фаз. В реальном выпрямителе это не одиночные вентили, а блоки вентилей, включенных параллельно. Сварочные посты получают питание от шинопровода через балластные резисторы Rn, обеспечивающие независимость постов (см. выше). Внешняя характеристика выпрямителя жесткая. При номинальном токе снижение напряжения у самого удаленного поста порядка 5%. Падающая внешняя характеристика поста (см. рис. 2) обусловлена падением напряжения в балластном резисторе. От кратковременных перегрузок выпрямитель защищен быстродействующим автоматическим выключателем, включенным на входе первичной обмотки трансформатора, от длительных перегрузок – тепловыми элементами магнитного пускателя (на рис. 3 автоматический выключатель и магнитный пускатель не показаны). Технические данные многопостовых выпрямителей типа ВДМ приведены в табл. 1.
Таблица 1
|
Технические данные |
Тип выпрямителя |
|
|
ВДМ-1001 |
ВДМ-1601 |
|
|
Климатическое исполнение и категория Нижнее значение температуры окружающего воздуха, °С Номинальный сварочный ток, А Наибольший допустимый ток перегрузки, В Номинальный ток поста, А Пределы регулирования тока поста, А Режим работы поста, ПН% Продолжительность цикла сварки, мин Напряжение холостого хода, В Номинальное выпрямленное напряжение, В Номинальное напряжение питающей сети, В Число постов Первичная мощность, кВ-А КПД, % Тип балластного резистора Габаритные размеры, мм Масса, кг, не более |
УЗ –10 1000 1200 315 12—315 60 5 70 60 380 7 74 90 РБ-301 1100х700х900 420 |
УЗ –10 1600 1700 315 12—315 60 5 70 60 380 9 120 90 РБ-301 1050х850х160 . 770 |
1.3. Многопостовые системы для дуговой сварки
плавящимся электродом в среде углекислого газа
|
 |
Технология сварки плавящимся электродом в среде углекислого газа предъявляет ряд дополнительных требований к многопостовым системам (см. гл. 1). При сварке плавящимся электродом наблюдается сильное разбрызгивание металла, если процесс сварки сопровождается периодическими короткими замыканиями межэлектродного промежутка каплей расплавленного металла. Причиной разбрызгивания являются быстро нарастающие пики токов при резких колебаниях проводимости разрядного промежутка, что нарушает устойчивость горения дуги. В последние годы разработана многопостовая система с централизованным питанием постов от выпрямителя БМГ-5000, удовлетворяющая требованиям технологии ручной и механизированной сварки. Система предназначена для одновременного питания нескольких десятков постов и обеспечивает получение качественных сварных соединений при всех пространственных положениях швов плавящимся электродом на обратной полярности в среде углекислого газа. Питание от выпрямителя подается по шинопроводам к отдельным сварочным постам. Функциональная блок-схема выпрямительной системы приведена на рис. 4, а принципиальная электрическая схема силовой цепи выпрямителя типа ВМГ-5000 – на рис. 5.
 Выпрямитель имеет шестифазную схему
выпрямления с уравнительным реактором Lyp.
Такие схемы выпрямления применяются в выпрямителях больших мощностей. Частота
пульсаций выпрямленного напряжения равна 300 Гц.
Выпрямитель имеет шестифазную схему
выпрямления с уравнительным реактором Lyp.
Такие схемы выпрямления применяются в выпрямителях больших мощностей. Частота
пульсаций выпрямленного напряжения равна 300 Гц.
Питание выпрямителя осуществляется от силовой сети через трехфазный понижающий трансформатор Т, имеющий одну первичную обмотку w1 и две одинаковые вторичные обмотки w2, фазы первичной обмотки секционированы, что позволяет получить пять значений фазных ЭДС вторичных обмоток. Схема выпрямления представляет собой два трехфазных выпрямителя с выведенными нейтралями N1 и N2. Выпрямители работают на нагрузку параллельно через уравнительный реактор. Начала фаз а1, b1, с1 одной из вторичных обмоток соединены с анодами вентилей VI—V3, а концы фаз а2, b2, с2 другой вторичной обмотки — с анодами вентилей V4— V6. Катоды всех вентилей соединены и образуют положительный вывод (полюс) многопостовой системы. Отрицательные выводом (полюсом) системы служит средняя точка у обмотки уравнительного реактора, соединяющего нейтрали N1 и N2. Фазные ЭДС звезд сдвинуты относительно друг друга на 180 эл. град. Уравнительный реактор Lyp служит для обеспечения четкой параллельной работы двух выпрямителей типа ВМГ. При наличии уравнительного реактора характерно отсутствие в магнитопроводе трансформатора постоянной составляющей магнитного потока, что позволяет значительно уменьшить габариты силового трансформатора Т. Нормальный режим работы выпрямителя устанавливается тогда, когда обеспечивается непрерывная работа вентилей в заданной последовательности.
Нагрузкой для выпрямителей являются сварочные посты, подключенные к многожильному шинопроводу, соединенному с выводами выпрямительной системы.
Многопостовая система имеет распределительные многожильные шинопроводы низкого и повышенного напряжений (см. рис. 4).
На каждой автономной системе шинопроводов можно изменять напряжение вне зависимости от напряжения на другой. Это производится за счет изменения выходного напряжения на выводах одного из выпрямителей ВМГ. Ступенчатое изменение выходного напряжения осуществляется переключением числа витков фаз первичной обмотки w2 выпрямителя. Выпрямитель рассчитан на пять ступеней выходного напряжения (низкого 30, 35, 40, 50В и повышенного 60В). Распределительный шинопровод выполнен из алюминиевых шин трех разных сечений и длин (l1 – короткая, l2 – cредняя и l3 – наибольшей длины). К шине l1 присоединяют посты в любом месте, а к остальным – на участках, длины которых больше l1. Применение шин разных длин и сечений позволяет уменьшить расход алюминия и обеспечить величину падения напряжения Δuш на всех шинопроводах в пределах установленных норм.
При механизированной сварке в среде углекислого газа проволокой диаметром менее 2 мм, а также при сварке стержневыми электродами под флюсом рекомендуется включать посты на шинопроводы с низким напряжением, при сварке проволокой диаметром более 2 мм – на шинопровод с повышенным напряжением.
Технические данные многопостовой системы с централизованным питанием постов от выпрямителя типа ВМГ-5000 приведены ниже.
|
Климатическое исполнение, категория размещения Нижнее значение температуры окружающего воздуха, °С Номинальный выпрямленный ток, А Номинальный ток поста, А Режим работы выпрямителя, ПН% Режим работы поста, ПН% Выпрямленное напряжение при номинальном выпрямленном токе и номинальном напряжении питающей сети, В Мощность, потребляемая выпрямителем, кВ-А КПД выпрямителя, % Число постов Коэффициент одновременности работы постов Тип балластного резистора Габаритные размеры, мм Масса, кг, не более |
УХЛ4 +5 5000 315 продолжительный 60 30, 35, 40, 50, 60 317 92 30 0,53 РБ-301 1500х1150х685 2490 |
Для механизированной сварки плавящимся электродом в среде углекислого газа применяются многопостовые выпрямители серии ВДГМ, у которых электрические схемы силовых цепей и системы фазового управления тиристорами такие же, как у выпрямителя типа ВДУ-1601. Выпрямители обеспечивают постоянство выпрямленного напряжения с точностью ±1 В как при изменениях нагрузки, так и при колебаниях напряжения питающей сети в пределах ±5% от номинального.Регулирование режима поста при использовании этих выпрямителей осуществляется как балластным резистором, так и изменением скорости подачи электродной проволоки. Технические данные выпрямителей серии ВДГМ представлены в табл. 2.
Таблица 2
|
Технические данные |
Тип выпрямителя |
||
|
ВДГМ-1602 |
ВДГМ-1602-1 |
ВДГМ-1602-2 |
|
|
Климатическое исполнение и категория размещения |
УЗ |
УЗ |
УЗ |
|
Нижнее значение температуры окружающего воздуха, °С |
– 10 |
– 10 |
– 10 |
|
Номинальный сварочный ток, А |
1600 |
1600 |
1600 |
|
Номинальный ток поста, А |
200 |
400 |
600 |
|
Пределы регулирования тока поста, А |
120 - 250 |
200 – 400 |
400 – 630 |
|
Режим работы выпрямителя |
продолжи- тельный |
продолжи- тельный |
продолжи- тельный |
|
Режим работы поста, ПВ% |
60 |
60 |
60 |
|
Продолжительность цикла сварки, мин |
10 |
10 |
10 |
|
Номинальное выпрямленное напряжение, В |
30 |
50 |
60 |
|
Номинальное напряжение питающей сети, В |
380 |
380 |
380 |
|
Число постов |
9 |
5 |
3 |
|
Первичная мощность, кВ-А |
74 |
114 |
138 |
|
К. п. д., % |
79 |
83 |
83 |
|
Тип балластного резистора |
РБГ-201 |
РБГ-401 |
РБГ-601 |
|
Габаритные размеры, мм |
1150х900х 1850 |
1150х900х 1850 |
1150х900х 1850 |
|
Масса, кг, не более |
750 |
1000 |
1000 |
1.4. Сварочный коллекторный генератор типа ГСМ-500
для питания двух постов
Промышленностью выпускается коллекторный генератор постоянного тока смешанного возбуждения ГСМ-500, предназначенный для питания двух постов при ручной дуговой сварке плавящимся электродом. Генератор входит в состав агрегата АСДП-500 с приводным дизельным двигателем. Внешняя характеристика генератора жесткая. Магнитные потоки параллельной и последовательной обмоток возбуждения складываются. Выходное напряжение генератора при его работе поддерживается н.а уровне номинального (55В) с точностью ±5%. Формирование падающей характеристики сварочного поста и ступенчатое регулирование тока поста в пределах от 100 до 300 А осуществляется с помощью постового балластного резистора.
Напряжение на выходных зажимах можно плавно регулировать резистором, включенным в цепь параллельной обмотки возбуждения.
2. Экономическая эффективность многопостового питания при дуговой сварке [1]
В последнее десятилетие на крупных промышленных предприятиях получил распространение способ питания нескольких постов постоянным эком от шинопровода, соединенного с выпрямителем ВМГ-5000 и реостатом типа РБ-301. Такая система питания обладает как рядом преимуществ технологического характера, так и высокой экономической эффективностью.
В настоящей работе описан метод расчета, позволяющий выявить экономические достоинства многопостового питания при механизированной сварке с применением выпрямителя ВМГ-5000.
Таблица3
Паспортные данные сварочного оборудования сравниваемых видов
|
Источник |
Кол-во, шт |
Uх.х., В |
UД, В |
Icв., А |
ПР, % |
КПД, % |
РН, кВА |
Потери мощности, кВт |
Суммарные потери мощности (с учетом ПР), кВт |
|
|
ΔРх.х/ ΔР’х.х |
ΔРн/ ΔР’н |
|||||||||
|
ПСГ-500 |
40 |
16 – 40 |
30 |
500 |
60 |
65 |
31 |
5,9/2,4 |
12,0/7,2 |
401,52 |
|
ВС-600 |
10 |
20 – 52 |
40 |
600 |
60 |
75 |
38 |
0,35/0,14 |
7,08/4,3 |
43,88 |
|
ВС-300 |
12 |
20 – 40 |
30 |
300 |
60 |
70 |
16 |
0,32/0,13 |
6,9/4,14 |
51,22 |
|
ВДУ-504 |
26 |
80 |
50 |
500 |
60 |
82 |
40 |
0,34/0,14 |
7,2/4,32 |
115,856 |
|
Итого: |
90 |
612,47 |
||||||||
|
ВМГ-500 |
2 |
40 |
36* |
5000** |
100 |
94 |
201,6 |
2,26/0 |
21,0/21,0 |
42 |
|
1 |
60 |
56* |
5000** |
100 |
94 |
263,0 |
7,9/0 |
21,0/21,0 |
21 |
|
|
Итого: |
3 |
63 |
* – значения напряжения на шинопроводе при номинальной нагрузке.
** – номинальный ток выпрямителя
Данные для сравнительных энергетических расчетов приведены в табл. 3. Мощность, потребляемая при номинальной нагрузке, по-ри мощности на холостом ходу ΔРх.х и при номинальной нагрузке ΔРн приведены согласно паспортным данным источников питания, а также с учетом продолжительности работы ПР:

Для проведения расчета принимаем, что один выпрямитель ВМГ-5000 включен на ступени с напряжением холостого хода Uх.х=60 В, а напряжение холостого хода на двух других – 40 В. Годовая стоимость потерь электроэнергии Сп при использовании однопостовых выпрямителей (базовый вариант Сп.б) составляет:
Сп.б = 612,472 х 3935 х 0,75 х 0,0125 = 22594,5 руб.;
при выпрямителях ВМГ-5000 (новый вариант Сп.н)
Сп.н = 63 х 3935 х 0,75 х 0,0125 = 2324,1 руб.,
где 3935 – годовой фонд времени работы оборудования при двухсменном режиме загрузки, ч; 0,75—коэффициент простоя оборудования; 0,0125 – средняя стоимость 1 квт-ч электроэнергии, руб.
Годовые затраты Сс на электроэнергию при сварке с использованием однопостовых выпрямителей при ПР=60 % (табл. 4), составляют:
Сс.б = 1241,52 х 3935 х 0,75 х 0,0125 = 45800,4 руб.
Расход электроэнергии при применении выпрямителей ВМГ-5000 с учетом потерь мощности на балластных реостатах приведен в табл. 5.
Коэффициент спроса β зависит от интенсивности загрузки обслуживаемых постов. При токе поста 300А один выпрямитель ВМГ-5000 может обслужить 30 постов при условии, что β=0,56. С увеличением потребления постом тока до 400А и при сохранении того же количества обслуживаемых постов необходимо снизить значение коэффициента β до 0,417. Общая мощность, потребляемая тремя выпрямителями ВМГ-5000, будет равна:

где 1.05 – коэффициент увеличения мощности; 0,94 – КПД выпрямителя ВМГ-5000.
Годовые затраты электроэнергии при сварке многопостовыми источниками питания составят, таким образом:
Сс.н. = 785,5 х 3935 х 0,75 х 0,0125 = 28977,6 руб.
В табл. 6 приведена заявленная потребителем максимальная мощность при многопостовых и однопостовом выпрямителях. Средняя годовая плата за 1 кВт максимальной нагрузки – 39,37 руб. Поэтому годовые затраты по заявляемой мощности Сз.м равны:
Сз.м.б = (1302 + 380 + 192 + 1040) х 39,37 = 114724,2 руб.
Сз.м.н. = (634,0 + 317,0) х 39,37 = 37440,8 руб.
Таблица 4
Мощность, потребляемая из сети при сварке с питанием от однопостовых выпрямителей
|
Источник |
Количество, шт |
Мощность, потребляемая одним выпрямителем, кВт |
Суммарная мощность, кВт |
|
ПСГ-500 |
42 |
11,40 |
478,80 |
|
ВС-600 |
10 |
18,52 |
185,52 |
|
ВС-300 |
12 |
5,46 |
65,52 |
|
ВДУ-504 |
26 |
19,68 |
511,68 |
|
Итого: |
90 |
1241,52 |
Общие затраты на электроэнергию Сэ по сравниваемым видам оборудования составят:
Сэ.б = Сп.б + Сс.б + Сз.м.б = 183119,1 руб.;
Сэ.н = Сп.н + Сс.б + Сз.м.н = 68742,5 руб.
Таким образом, экономия затрат на электроэнергию при переходе к централизованному питанию постов от трех выпрямителей ВМГ-5000 составляет 114376,6 руб. Несмотря на то, что потери мощности на реостатах довольно значительны, общая экономия от внедрения ВМГ-5000 оказывается существенной за счет уменьшения заявленной мощности оборудования и более высокого КПД (0,94).
Таблица 5
Мощность, потребляемая из сети при сварке с питанием от выпрямителя ВМГ-5000
|
Количество постов, шт |
Uх.х, В |
Uд.ср., В |
Iсв.ср, А |
Коэффициент спроса β |
Эквивалентная мощность, кВт |
Суммарная мощность РΣ, кВт |
|
|
дуги поста Рд |
на балластном реостате Рб |
||||||
|
60 |
40 |
25 |
300 |
0,560 |
4,20 |
2,52 |
403,2 |
|
30 |
60 |
35 |
400 |
0,417 |
5,83 |
4,17 |
300,0 |
К составным частям экономического эффекта от внедрения выпрямителей ВМГ-5000 следует отнести также значительную экономию производственных площадей.
Таблица 6
Максимальная мощность оборудования, заявленная потребителем
|
Источник |
Количество источников, шт. |
Мощность при номинальной нагрузке, кВт |
Суммарная мощность, кВт |
|
ПСГ-500 |
42 |
31 |
1302 |
|
ВС-600 |
10 |
38 |
380 |
|
ВС-300 |
12 |
16 |
192 |
|
ВДУ-504 |
26 |
40 |
1040 |
|
Итого: |
90 |
2914 |
|
|
ВМГ-5000 |
3 |
317 |
951 |
В табл. 7 приведены площади, занимаемые выпрямителями с учетом площади проходов, проездов, служебных и бытовых помещений. Капитальные затраты Кз.п на производственные площади в этом случае составляют:
Кз.п.б = 276,3 х 103,9 = 28707,6 руб.;
Кз.п.н = 100,3 х 100,9 = 10421,2 руб.
где 103,9—усредненная стоимость 1 м2 площади производственного здания, руб.; затраты Сс.п на содержание производственных площадей, занимаемых сравниваемыми видами оборудования:
Сс.п.б = 276,3 х 10,0 = 2763,0 руб.;
Сс.п.н = 100,3 х 10,0 = 1003,0 руб.
где 10,0—годовые затраты на содержание 1 м2 пощади помещения, руб.
Таблица 7
Площадь, занимаемая источниками питания
|
Источник |
Количество источников, шт |
Площадь занимаемая единицей оборудования, м2 |
Коэффициент учитывающий дополнительную площадь |
Суммарная площадь, м2 |
|
ВС-300 |
12 |
0,695 |
4 |
33,340 |
|
ВС-600 |
10 |
0,823 |
4 |
32,920 |
|
ВДУ-504 |
26 |
0,968 |
4 |
100,672 |
|
ПСГ-500 |
42 |
0,651 |
4 |
109,368 |
|
Итого: |
90 |
276,3 |
||
|
ВМГ -5000 |
3 |
1,725 |
4 |
20,70 |
|
Реостаты |
||||
|
РБ-301 |
90 |
0,221 |
4 |
79,56 |
|
Итого: |
93 |
100,30 |
Амортизационные отчисления и затраты Сам.р на обслуживание и ремонт рассчитаны табл. 8. Они составляют Сам.р.б = 19334,8 руб.; Сам.р.н.=12889,8 руб.
Суммарные издержки Ссум по изменяющимся статьям затрат складываются из стоимости потерь электроэнергии при сварке, потребляемой электроэнергии, максимальной мощности, заявленной потребителем, затрат на содержание производственных площадей, а также на амортизацию, ремонт и обслуживание источников питания:
Ссум.б = Сп.б + Сс.б + Сз.м.б + Сс.п.б + Сам.р.б = 205216,9 руб.
Ссум.н = Сп.н + Сс.н + Сз.м.н + Сс.п.н + Сам.р.н = 82635,3 руб.;
Таблица 8
Затраты на амортизацию, обслуживание ремонт источников питания
|
Источник |
Количество источников, шт. |
Балансовая стоимость, руб. |
Норма амортизационных отчислений, % |
Норма затрат на обслуживание и ремонт, % |
Суммарные затраты, руб. |
|
ПСГ-500 |
42 |
22024,8 |
34,4 |
4,5 |
8567,6 |
|
ВС-600 |
10 |
4674,0 |
34,4 |
4,5 |
1818,2 |
|
ВС-300 |
12 |
3146,4 |
34,4 |
4,5 |
1223,9 |
|
ВДУ-504 |
26 |
19858,8 |
34,4 |
4,5 |
7725,1 |
|
Итого: |
90 |
19334,8 |
|||
|
ВМГ-5000 |
3 |
40920,0 |
27,0 |
4,5 |
12889,8 |
Общие капитальные затраты Кобщ в данном случае состоят из балансовой стоимости источников питания (табл. 9) и производственных площадей, занятых этим оборудованием:
Кобщ.б = Коб.б + Кз.п.б = 49704,0 + 28707,6 = 78411,6 руб,
Кобщ.н = Коб.н + Кз.п.н = 40920,0 + 10421,2 = 51341,2 руб.;
Таблица 9
Расчет капитальных затрат по сравниваемым видам источников питания
|
Источник |
Количество источников, шт |
Оптовая цена, руб. |
Коэффициент учитывающий затраты на транспортирование наладку и монтаж |
Балансовая стоимость, руб |
Суммарные затраты, руб. |
|
ПСГ-500 |
42 |
460,0 |
1,14 |
524,4 |
22024,8 |
|
ВС-600 |
10 |
410,0 |
1,14 |
467,4 |
4674,0 |
|
ВС-300 |
12 |
230,0 |
1,14 |
262,2 |
3146,4 |
|
ВДУ-504 |
26 |
670,0 |
1,14 |
763,8 |
19858,8 |
|
Итого |
90 |
49704,0 |
|||
|
ВМГ-500 |
3 |
11000,0 |
1,24 |
13640,0 |
40920,0 |
Годовой экономический эффект от внедрения многопостовых источников питания определяем по формуле:
Э = З1 – З2,
где Э — годовой экономический эффект, руб.; 31 и З2 – приведенные затраты на годовой объем работ, производимых с помощью базовой и новой техники. Они определяются по формуле:
3 = C+ ЕнК,
где С – себестоимость продукции, руб.; К – капитальные вложения в производственные фонды, руб.; Ен = 0,15 – нормативный коэффициент, эффективности капитальных вложений.
Подставляя имеющиеся цифровые данные в исходную формулу, получим годовой экономический эффект от использования трех выпрямителей ВМГ-5000:
Э = (205216,9 + 0,14 х 78411,6) – (82635,3 + 0,15 х 51341,2) =
= 216978,6 – 90336,5 = 126642,1 руб.
Таким образом, переход от использования индивидуальных источников питания к одному выпрямителю ВМГ-5000 позволяет получить годовой экономический эффект на каждый многопостовой источник в сумме 42,2 тыс. руб.
3. Современные многопостовые выпрямители, предлагаемые компанией «ИНТЕР-сварка» г.Тула[2]
3.1. Сравнительная характеристика
Оборудование предназначено для дуговой сварки в тяжелых условиях эксплуатации, к которым относятся:
üВысокая температура окружающей среды (южные районы, горячие цеха и т.п.);
üПовышенная запыленность (песок, негорючая пыль и т.п.);
üПовышенная интенсивность эксплуатации и т.п.
Предлагаются:
üВыпрямители типа ВД-306ТУ2, ВД-506ТУ2 с плавно-ступенчатым регулированием тока с помощью подвижных катушек для ручной сварки;
üВыпрямители типа ВДГ- 306 УЗ, ВДГ-506 УЗ со ступенчатым регулированием тока для полуавтоматической дуговой сварки в среде защитных газов, ВДГ-506М – с плавно-ступенчатым регулированием тока;
üВыпрямители многопостовые типа ВДМ-6304УЗ, ВДМ-1203УЗ, ВДМ-1203 (2000А) УЗ.
Выпрямители ВДМ нерегулируемые и имеют жесткую внешнюю характеристику. Регулирование сварочного тока производится для отдельного поста с помощью балластного реостата типа РБС-303У2, РБС-303МУЗ.
Основные технические характеристики
1. Выпрямители для ручной сварки.
|
Наименование параметра |
Выпрямители |
||||
|
ВД-306Т |
ВД506Т |
ВДМ-6304 |
ВДМ-1203 |
ВДМ 1203 (2000А) |
|
|
1. Напряжение питающей сети, В |
3х380/50 |
3х380/50 |
3х380/50 |
3х380/50 |
3х380/50 |
|
2. Номинальный сварочный ток, А, при ПН=100% |
315 |
500 |
630 |
1250 |
2000 |
|
3. Количество постов, не более |
I |
1 |
4 |
8 |
12 |
|
4. Номинальное рабочее напряжение, В |
32 |
42 |
60 |
60 |
60 |
|
5. Напряжение холостого хода, В, не более |
70 |
70 |
70 |
70 |
70 |
|
6. Пределы регулирования сварочного тока, А |
40-315 |
80-500 |
|||
|
7. Количество ступеней |
2 |
4 |
|||
|
8. Пределы регулирования рабочего напряжения, В |
22-32 |
25-40 |
|||
|
9. Потребляемая мощность, кВА, не более |
18 |
35 |
50 |
98 |
160 |
|
10. Габаритные размеры, мм, не более |
700x 350х750 |
700x 500х750 |
1100х 620х850 |
1100х 620х850 |
1100х 620х850 |
|
11. Вес, кг, не более |
150 |
260 |
280 |
350 |
450 |
2. Выпрямители для полуавтоматической сварки.
|
Наименование параметра |
Выпрямители |
||
|
ВДГ-306 |
ВДГ-506 |
ВДГ-506М |
|
|
1. Напряжение питающей сети, В |
3х380/50 |
3х380/50 |
3х380/50 |
|
2. Номинальный сварочный ток, А, при ПН=100% |
315 |
500 |
500 |
|
3. Количество постов, не более |
1 |
1 |
1 |
|
4. Номинальное рабочее напряжение, В |
32 |
40 |
40 |
|
5. Напряжение холостого хода, В, не более |
50 |
65 |
70 |
|
6. Пределы регулирования сварочного тока, А |
50-315 |
50-500 |
50-500 |
|
7. Количество ступеней |
16 |
32 |
4 |
|
8. Пределы регулирования рабочего напряжения, В |
17-32 |
18-40 |
18-40 |
|
9. Потребляемая мощность, кВА, не более |
18 |
36 |
36 |
|
10. Габаритные размеры, мм, не более (длина х ширина х высота) |
700x350х750 |
1100х620х850 |
1100x620х1100 |
|
11. Вес, кг, не более |
180 |
260 |
320 |





3.2. Многопостовой выпрямитель
ВДМ-6304У3
Назначение
1.1. Выпрямитель сварочный многопостовой типа ВДМ-6304УЗ, предназначен для комплектации сварочных постов для ручной дуговой сварки штучными металлическими электродами на постоянном токе углеродистых и легированных сталей.
Выпрямитель применяется как в стационарных, так и в монтажных условиях в комплекте с балластными реостатами типа РБС- 303У2 и т.п. При этом номинальный сварочный ток одного поста 315А при ПН=60%. Выпрямитель имеет жесткие внешние характеристики. При применении выпрямителя не по назначению гарантии снимаются.
1.2. Выпрямитель предназначен для работы в закрытых помещениях или под навесом при соблюдении следующих условий:
• Температура окружающей среды от минус 40˚С (233К) до плюс 40˚С (313К);
• Относительная влажность не более 80% при 20˚С (293К);
• Группа условий по механическим воздействиям – M1 по ГОСТ 17516-72. Вид климатического исполнения выпрямителя – УЗ по ГОСТ 15150- 69. Не допускается эксплуатации и хранение в среде насыщенной токопроводящей пылью, едкими парами и газами. Выпрямитель предназначен для подключения только к промышленным сетям и источникампеременного тока. Подключение к сетям бытовые помещений не допускается.
Технические характеристики
|
Наименование параметра |
Норма |
|
1. Номинальное напряжение питающей сети, В |
3х38В+5-10% |
|
2. Номинальная частота, ГЦ |
5+-1 |
|
3. Номинальный сварочный ток, А – при продолжительности нагрузки ПН=100% |
630 |
|
4. Максимальный рабочий ток, А не более |
630 |
|
5. Номинальное рабочее напряжение, В, не менее |
60 |
|
6. Напряжение холостого хода, В, не более |
70 |
|
7. Количество постов, шт, не более |
4 |
|
8. Коэффициент одновременности работы |
0,5 |
|
9. Потребляемая мощность, кВА, не более |
50 |
|
10. Номинальный первичный ток, А |
70 |
|
11. Крутизна внешней характеристики, В/А, не более |
0,015 |
|
12. Коэффициент полезного действия, не менее |
0,9 |
|
13. Коэффициент мощности, не менее |
0,9 |
|
14. Требования безопасности: – степень защиты по ГОСТ 14254 – класс защиты по ГОСТ 12.2.007.0 |
1Р22 0,1 |
|
15. Класс нагревойстойкости изоляции по ГОСТ 8865 |
F |
Устройство и принцип работы.
1. Выпрямитель обеспечивает преобразование переменного напряжения трехфазной сети в напряжение постоянного тока и служит источником питания для постов ручной дуговой сварки металлическими электродами. Внешний вид выпрямителя показан на рис 6.
2. Выпрямитель нерегулируемый. Регулирование сварочного тока каждого поста производиться с помощью балластного реостата, включенного последовательно в сварочную цепь.
3. Схема электрическая принципиальная с указанием применяемых элементов приведена на рис.7.
4. С помощью выключателя поз.1 QF1 напряжение сети подается на цепи управления, при этом загорается лампа поз.4 H1. После нажатия кнопки поз.2 SR срабатывают пускатели, включается вентилятор и напряжение сети подается на выход. Выходное напряжение и величина сварочного тока измеряются с помощью цифрового прибора поз.6 и шунта pS. Прибор используется как индикатор и поверке не подлежит.
Выпрямительный блок VD1 и трансформатор охлаждаются вентиляторами Ml, M2.
5. Схема защищена от коротких замыканий выключателем QF1. Выпрямительный блок защищен от перенапряжений с помощью варисторов и RC-цепочки, а от перегрузки термодатчиком SK.
6. Включение вентилятора производится кнопкой «Пуск» поз.2, а остановка кнопкой «Стоп» поз.З.
7. Подключение выпрямителя к сети производится с лицевой стороны путем ввода сетевых проводов через отверстие поз.5. Установка и крепление проводов производиться стандартным инструментом через окно в крыше, после снятия крышки поз.11. Сечение сетевых проводов должно быть не менее 16 мм2.
8. Заземление выпрямителя производиться с лицевой стороны путем подсоединения заземляющего провода сечением не менее 16мм2 к болтам заземления поз. 12.
9. Подключение выпрямителя к нагрузке производиться через выходные шины «–» поз.8 и «+» поз.9., расположенные в нижней части выпрямителя. Сечение шинопровода должно быть не менее 140мм2. Сечение проводов для одного поста должно быть не менее 50 мм2.
10. Перемещение выпрямителя производиться с помощью рым-болтов, установленных на крыше.
11. Отключение выпрямителя от сети производится выключателем поз. 1.
Указание мер безопасности.
1. При работе и обслуживании выпрямителя необходимо соблюдение «Правил технической эксплуатации электроустановок и Правил техники безопасности» (ПТЭ и ПТБ) и требований стандартов безопасности труда (ССБТ), в т.ч. ГОСТ 12.3.003-86 (ССБТ) «Работы электросварочные. Требования безопасности».
2. К работе допускается персонал, имеющий квалификационную группу не ниже 2-ой по электробезопасности, прошедший обучение и инструктаж перед началом работы.
3. Выпрямитель должен быть надежно заземлен. Работать с незаземленным выпрямителем запрещается!
4. Выпрямитель относится к вибробезопасным изделиям. Категория по санитарным нормам соответствует типу ЗА по ГОСТ 12.1.012- 90. Уровень вибрации не превышает 0,5 уровня санитарных норм.
5. Выпрямитель относится к изделиям промышленного назначения. Подключение к сетям жилых помещений не допускается!
Подготовка и порядок работы.
1. Перед первым пуском выпрямителя или в случае, если выпрямитель не был в эксплуатации долгое время, а также при изменении места его установки следует:
• Очистить изделие от пыли, продув его сухим, сжатым воздухом;
• Снимите выходные шины с болта заземления и установите их на выходы.
• Заземлите выпрямитель через болты заземления;
• Проверьте состояние электрических проводов и контактов;
• Убедитесь, что неизолированные концы сварочных кабелей не касаются один другого и, одновременно, металлической поверхности;
• Подключите вторичную цепь к сварочным постам;
• Подключите выпрямитель к сети.
2. Подайте напряжение сети на выпрямитель. Включите выпрямитель выключателем поз. 1. При этом загорится лампа поз.4
3. Нажмите кнопку «Пуск» поз.2, при этом сработает вентилятор, а вольтметр покажет напряжение холостого хода.
4. В процессе работы сварочный ток контролируйте по показаниям прибора поз.6.
5. В случае перегрузки, сначала сработает защита силового блока и отключит выпрямитель от нагрузки. При этом загорится сигнальная лампа «Перегрев», а вентилятор будет охлаждать выпрямитель. После остывания в течении не более 15 мин. и снятия перегрузки выпрямитель включиться автоматически. При коротком замыкании сработает автоматический выключатель. Для возобновления работы необходимо устранить причину замыкания и включить его снова.
 |
6. После окончания работы выключите изделие кнопкой «Стоп» поз.З и выключателем поз.1
|
|
2. Выпрямители должны храниться в закрытых отапливаемых и вентилируемых помещениях при температуре воздуха от +1˚С до +40˚С. Относительная влажность воздуха не более 80% при температуре + 20˚С Недопустимо хранение вместе с материалами, вызывающими коррозию металлов.
|

Техническое обслуживание
1. Ежедневно перед началом работы визуально проверьте состояние электрических проводов, кабелей и надежность заземления.
2. Ежемесячно выпрямитель следует продуть сухим, сжатым воздухом и подтянуть при необходимости контактные соединения.
ЗАКЛЮЧЕНИЕ
Многопостовые системы целесообразно применять в условиях производства. Многопостовые сварочные выпрямители позволяют рационально использовать производственные площади, значительно уменьшить расходы на электроэнергию и обслуживание оборудования, и обеспечивают независимость работы отдельных постов, а также незначительное падение напряжения в шинопроводе, соединяющем посты, что особенно важно при достаточной удаленности сварочного поста от места нахождения источника.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Александров А.Г., Милютин В.С. Источники притания для дуговой сварки. – М.: Машиностроение, 1982. – 79с.: ил. – (Б-ка электросварщика).
2. Браткова О.Н. Источники питания сварочной дуги: Учебник для вузов. – М.: Высш. Школа, 1982. – 183с.: ил.
3. Закс М.И. Сварочные выпрямители. – Л.: Энергоиздат, 1983. – 96с.: ил.
4. Закс М.И., Каганский Б.А., Воронина Е.А. Модульная транзисторная установка для многопостовой аргонодуговой сварки сталей в монтажных условиях/ / Сварочное производство. – 1988. – №1. – С. 17 – 18.
5. Латанский В.П. Зурабова И.И. Андреев В.В Экономическая эффективность многопостового питания при дуговой сварке / / Автоматическая сварка. – 1983. – №4. – С. 67 – 69.
6. Светлов А.Т. Источники питания сварочной дуги: Учеб. пособие/ Брянский институт транспортного машиностроения. – Брянск, 1994. – 68 с.: ил.
7. Литература, предоставленная компанией «ИНТЕР-сварка» г.Тула.
[1] По ценам апреля 1983 года
[2] Автор курсовой работы выражает глубокую благодарность сотрудникам компании «ИНТЕР-сварка» г.Тула за неоценимую помощь в написании данной работы!