Автоматическое управление электроприводом главного движения станка с ЧПУ модели 16К20Ф3 при обработке детали "шестерня" в условиях серийного производства
| Сдавался/использовался | 2018г., ППЭТ, кафедра АТП, "5" |
| Примечание | от автора: в архиве прилагаются все чертежи, чертежи начерчены в "компасе" версии 8.0 от редактора: автор стесняется назвать себя и полное название ВУЗа |
| Загрузить архив: | |
| Файл: ref-25842.zip (1493kb [zip], Скачиваний: 345) скачать |
Содержание
Введение 5
1 Общий раздел. 8
1.1Назначение, область применения и техническая характеристика станка.8
1.2Описание кинематики станка. 9
1.3Описание устройства ЧПУ. 10
2 Технологический раздел. 15
2.1Описание детали. Материал детали и его свойства. 15
2.2Обоснование типа производства и его характеристика 16
2.3Выбор вида и метода получения заготовки 17
2.4Разработка технологического маршрута обработки детали. 18
2.5Разработка технологического процесса обработки детали на данном станке (одной из операций). 19
2.6Расчет припусков на обработку. 20
2.7Расчет режимов резания на операцию. 20
2.8Расчет мощности резания. 25
2.9Определение нормы времени на операцию. 25
3 Расчетно-наладочный раздел. 27
3.1Выбор электродвигателя для привода станка. 27
3.2Анализ ЛАЧХ нескорректированного электропривода. 28
3.3Построение желаемой ЛАЧХ электропривода. 31
3.4Синтез последовательного корректирующего устройства. 34
3.5Определение основных показателей качества. 34
4 Организационный раздел. 36
4.1Организация и оснащение рабочего места станочника. Планировка рабочего места станочника. 36
4.2Техника безопасности и пожарная безопасность при работе на станке. 39
4.3Мероприятия по охране труда и окружающей среды. 41
4.4Организация технического обслуживания и ремонта станка. 42
5 Экономический раздел. 45
5.1Определение необходимого количества станков. 46
5.1.1 Расчет загрузки станков 47
5.1.2Расчет амортизационных отчислений 48
5.2Расчет расхода материала. 48
5.3Определение необходимого количества основных и вспомогательных рабочих. 49
5.3.1Расчет загрузки основных рабочих 50
5.3.2Расчет производительности труда 51
5.3.3Расчет материальных затрат 51
5.3.4Расчет затрат на электроэнергию 53
5.3.5Расчет численности вспомогательных рабочих 53
5.3.6Расчет ремонтных работ 55
5.3.7Расчет численности вспомогательных рабочих 56
5.4Расчет затрат на оплату труда. 58
5.4.1 Расчет сдельного фонда оплаты труда 58
5.4.2 Расчет повременного фонда оплаты труда 60
5.4.3 Расчет размера оплаты труда приходящегося на единицу продукции 61
5.5Расчетсебестоимости единицы изделия и построение диаграмм затрат. 62
5.5.1Расчет цены изделия 65
5.6Расчет экономического эффекта. 67
Заключение 69
Список Литературы 70
Введение
Научно-технический прогресс - это непрерывный процесс открытия новых знаний и применения их в общественном производстве, позволяющий по-новому соединять и комбинировать имеющиеся ресурсы в интересах увеличения выпуска высококачественных конечных продуктов при наименьших затратах.
В широком смысле на любом уровне - от фирмы до национальной экономики - под научно-техническим прогрессом подразумевается создание и внедрение новой техники, технологии, материалов, использование новых видов энергии, а также появление ранее неизвестных методов организации и управления производством.
Роль науки в развитии современного общественного производства настолько возрастает, что ее все чаще считают производительной силой. Это происходит тогда, когда наука обосабливается в самостоятельную сферу деятельности с особым профессиональным составом работников, со своей специфической материально-технической базой и конечной продукцией.
От научно-технического потенциала страны во многом зависит и научно-производственный потенциал ее национальных фирм и предприятий, их способность обеспечивать высокий уровень и темпы НТО, их "выживаемость" в условиях конкурентной борьбы. Научно-технический потенциал страны создается как усилиями национальных научно-технических организаций, так и использованием мировых достижений науки и техники. Анализ и оценка этого потенциала позволяет сделать выводы об уровне экономического развития страны и ее отраслей, о степени ее научно-технической самостоятельности, о возможностях ее экономического и научно-технического сотрудничества.
Внедрение новой техники и технологии - это весьма сложный и противоречивый процесс. Принято считать, что совершенствование технических средств снижает трудозатраты, долю труда в стоимости единицы продукции. Однако в настоящее время технический прогресс "дорожает", так как требует создания и применения все более дорогостоящих станков, линий, роботов, средств компьютерного оснащения. Все это отражается на увеличении доли затрат на амортизацию и обслуживание применяемых основных фондов в себестоимости продукции.
Тем не менее, конкурентоспособность фирмы или предприятия, их способность удержаться на рынке товаров и услуг зависит, в первую очередь, от восприимчивости производителей товаров к новинкам техники и технологии, позволяющим обеспечить выпуск и реализацию высококачественных товаров при наиболее эффективном использовании материальных ресурсов.
Поэтому при выборе вариантов техники и технологии фирма или предприятие должны четко понимать, для решения каких задач предназначается приобретаемая и внедряемая техника.
Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение.
Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства ее конструкции, но и от технологии производства.
Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы деталей и машины в целом, эффективное использование современных автоматических и поточных линий, станков с ЧПУ, ЭВМ и другой техники, применение прогрессивных форм организации и экономики производственных процессов – все это направленно на повышение эффективности производства и качества продукции.
При проектировании технологических процессов изготовления деталей машин необходимо учитывать основные направления в современной технологии машиностроения:
1. Приближение заготовок по форме, размерам и качеству поверхности к готовым деталям, что дает возможность сократить расход металла, значительно снизить трудоемкость обработки деталей на металлорежущих станках, а также уменьшить затраты на режущие инструменты, электроэнергию и т.д. Для этого рекомендуется применять радиальное обжатие, штамповку в закрытых штампах, литье по выплавляемым моделям, получать заготовки методом горячего и холодного выдавливания, прокаткой на специальных станках сложных фасонных профилей, использовать ГКМ, РОМ и другое высокопроизводительное и обеспечивающее высокую точность заготовок оборудования.
2. Повышение производительности труда путем применения автоматических линий, автоматов, агрегатных станков, многоцелевых станков, многорезцовых копировальных полуавтоматов, станков с ЧПУ, в том числе и многооперационных; новых совершенных методов обработки, новых марок материалов режущих инструментов, скоростного шлифования, алмазного хонингования и выглаживания; приспособлений с быстрыми зажимами, механизации и автоматизации загрузки и разгрузки деталей на станках, быстросменных инструментальных наладок и т.д.; совершенных методов организации комплексных технологических процессов обработки и сборки изделий.
3. Концентрация нескольких различных операций на одном станке для одновременной или последовательной обработки большим количеством инструментов с высокими режимами резания и автоматизацией вспомогательных процессов.
4. Применение электрохимических и электрофизических способов размерной обработки деталей. К ним относятся электроискровая, электроконтактная, электроимпульсная, анодно-механическая обработки; лучевые, ультразвуковые, электрохимические и электроабразивные способы.
5. Развитие упрочняющей технологии, т.е. повышение прочностных эксплуатационных свойств деталей путем упрочнения поверхностного слоя механическими, термическими, термомеханическими и химико-термическими способами.
6. Достижение наиболее производительными методами обработки высокой точности размеров и формы деталей, качества поверхности, точности сопряжений, обеспечивающих надежность и долговечность деталей машин.
7. Организация технологических процессов изготовления деталей и сборки изделий в поточной линии.
8. Значительным резервом повышения производительности труда и улучшения использования основного технологического оборудования в машиностроении является снижение трудоемкости перемещения деталей между рабочими местами и цехами. Транспорт во многих случаях приобретает значение фактора организующего производство.
Универсальным подходом к понятию "новая технология" для конкретного производства является оценка возможности с ее помощью достичь в короткие сроки целей предприятия или фирмы. Мы считаем, что для какого-либо конкретного производства, "новой" может быть технология и не самая прогрессивная, но позволяющая поднять производительность труда и качество выпускаемой продукции на более высокий уровень.
1. Общий раздел
1.1 Назначение, область применения и техническая характеристика станка 16к20ф3с5
Станок предназначен для токарной обработки наружных и внутренних поверхностей заготовок типа тел вращения со ступенчатыми или криволинейным профилем в один или несколько рабочих ходов замкнутом полуавтоматическом цикле. Станок выпускается на базе станка 16к20. Класс точности 2.
Таблица 1.1 – Технические характеристики станка.
|
Характеристика |
Параметры |
|
Наибольший диаметр обрабатываемой заготовки: мм. |
|
|
Над станиной |
400 |
|
Над суппортом |
220 |
|
Наибольший диаметр прутка, проходящий через отверстие шпинделя; мм. |
53 |
|
Наибольшая длина обрабатываемой заготовки; мм. |
1000 |
|
Шаг нарезания резьбы, мм |
0,01-20 |
|
Частота вращения шпинделя; об/мин. |
12.5-2000 |
|
Число скоростей шпинделя. |
22 |
|
Наибольшее перемещение суппорта; мм. |
|
|
Продольная |
900 |
|
Поперечная |
250 |
|
Подача суппорта; мм/об. |
|
|
Продольного |
3-1200 |
|
Поперечного |
1.5-600 |
|
Скорость быстрого перемещения суппорта; мм/мин. |
|
|
Продольного |
4800 |
|
Поперечного |
2400 |
|
Мощность электродвигателя главного привода; кВт. |
10 |
|
Габаритные размеры (без ЧПУ). |
|
|
Длина мм |
3360 |
|
Ширина |
1710 |
|
Высота |
1750 |
|
Масса; кг |
4000 |
1.2 Описание кинематики станка

Рисунок 1.1 – кинематика станка 16К20Ф3С.
Главное движение шпиндель 4 получает от электродвигателя М1 (N=10 кВт, n=1460 мин-1) через клиноременную передачу с диаметрами шкивов D=130 мм и D=178 мм, АКС, клиноременную передачу со шкивами D=204 мм и D=274 мм и передачи шпиндельной бабки. АКС обеспечивает девять переключаемых в цикле частот вращения шпинделя за счет включения электромагнитных муфт. Вал 2 имеет три значения частоты вращения шпинделя благодаря переключению муфт М1, М2, М3 (соответственно работают передачи z=36-36 или z=30-42 или z=24-48); вал 3 вращается уже с девятью различными частотами вращения: при включении муфты М4 работает зубчатая пара z=48-24, муфты М5 – пара z=30-42, муфты М6 – пара z=14-56. Одновременным включением муфт М4 и М6 осуществляется торможение шпинделя. В шпиндельной бабке переключением блока Б1 вручную можно получить три диапазона частот вращения шпинделя (12.5…200; 50…800 и 125…2000 мин-1).
Смазывание шпиндельной бабки автоматическое централизованное. Шпиндель смонтирован на двух конических роликоподшипниках 5-го или 4-го класса точности в зависимости от класса точности станка.
Датчик резьбонарезания (ДР) связанный со шпинделем беззазорной зубчатой парой z=60-60, осуществляет связь между шпинделем и ходовым винтом, исходя из условия, что за один оборот шпинделя резец должен переместится на величину шага нарезаемой резьбы.
Приводы подач имеют два исполнения: с гидравлическим шаговым приводом и с электродвигателем постоянного тока.
В станке применены электрогидравлические шаговые двигатели ШД5-Д1 с гидроусилителем Э32Г18-23 для продольной подачи и гидроусилителем Э32Г18-22 для поперечной подачи. Винт качения продольной подачи Х с шагом Р=10 мм получает вращение от двигателя М2 через беззазорный редуктор z=30-125, а винт поперечного перемещения 8 с шагом Р=5 мм от двигателя М3 через беззазорную передачу z=24-100. Минимальная поперечная передача
 (1.1)
(1.1)
где  - минимальная доля
оборота выходного вала гидроусилителя при шаге на выходном валу шагового
двигателя 1.50.
- минимальная доля
оборота выходного вала гидроусилителя при шаге на выходном валу шагового
двигателя 1.50.
При применении двигателей постоянного тока М4 (N=1 кВт, n=3000 мин-1) на ходовые винты 8 и 10 устанавливают датчик обратной связи Д.
Суппорт и каретка имеют традиционное устройство, но их размеры увеличены по высоте в связи с увеличением размера винта поперечной подачи и для повышения жесткости.
1.3 Описание устройства ЧПУ
Устройство и работа УЧПУ Н22 1М.Рассматриваемое микропроцессорное контурное устройство типа СNС предназначено для оперативного ввода, расчета и редактирования управляющих программ, автоматического управления станком при работе от программы и ручного управления с клавиатуры пульта. Контурное устройство ЧПУ Н22 1М обеспечивает движение формообразования, изменение в цикле значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Аппаратно-программное исполнение этой системы ориентировано главным образом на группу токарных станков, оснащенных следящим приводом подач и импульсными (обычно фотоэлектрическими) преобразователями. При использовании в токарных станках, встраиваемых в гибкие производственные системы (ГПС), УЧПУ оснащается дополнительным модулем. «Н22 1М» совмещает обычные функции отработки введенной управляющей программы и ее коррекции с функциями расчета управляющей программы на рабочем месте.
В УЧПУ предусмотрено три варианта ввода управляющей программы: с помощью набора команд на клавиатуре, с кассеты внешней электронной памяти и по каналу связи от ЭВМ, осуществляющей общее управление группой станков. Программное обеспечение УЧПУ позволяет работать в режиме «обучения», в котором запоминаются движение всех рабочих органов станка, осуществляемые путем управления ими квалифицированным оператором или наладчиком вручную при обработке Заготовки первой детали из партии. Эти движения преобразуются в команды управления и формируются системой ЧПУ в кадры управляющей программы, которая заносится в память УЧПУ. Обработка последующих заготовок осуществляется уже по этой программе. Программа-носитель - восьми дорожковая перфолента.
В состав устройства входят следующие модули (рис. 1.2):

Рисунок 1.2 - Состав устройства ЧПУ Н22 1М
Главный 4 и вспомогательный 5 процессоры, блоки внешней и оперативной 6 памяти, пульт оператора 10, адаптер каналов и таймеров 1, контроллер автоматики 2, контроллер импульсных преобразователей 8 и контроллер привода 9. Блоки УЧПУ подключены к магистральному каналу связи 7, построенному по принципу общей шины (ОШ). Контроллеры УЧПУ связаны с соответствующими приводами или элементами управляющей системы станка 11.
Процессоры 4 и 5, оперативное запоминающее устройство, емкостью 4К слов, адаптер магистрали и таймер составляют вычислительную часть УЧПУ Н22 1М. Процессор устройства содержит в своем составе постоянное запоминающее устройство объемом 8К слов, в котором хранятся программы, осуществляющие преобразование входной информации (команд управляющей программы, команд оператора при вводе программы и др.) в соответствии с алгоритмами.
В результате работы процессора и в зависимости от режима работы УЧПУ формируются кадры управляющей программы (привводе программы с клавиатуры) или коды команд управления механизмами станка. Постоянное программное обеспечение заносится в память при изготовлении УЧПУ, и доступ к нему со стороны внешних устройств исключен.
Оперативное запоминающее устройство используется для хранения управляющих программ обработки заготовок и промежуточных результатов, необходимых для работы вычислительной части УЧПУ, которое связано по каналу связи с процессором.
Модули УЧПУ взаимодействуют между собой по магистрали связи типа общая шина, осуществляя либо обмен информацией (чтение или запись), либо передачу управления магистралью другому модулю. Обмен информацией производится 16-разрядными словами по запросам одного из ведущих модулей, которому в процессе работы требуется вызвать обмен с другим модулем или прервать работу другого модуля. Основными модулями являются процессорное устройство, контроллеры электроавтоматики и импульсных преобразователей, пульт оператора и адаптер каналов и таймеров. Запоминающие устройства и контроллер приводов участвуют в обмене информацией только по вызову одного и основных модулей.
Адаптер каналов связи и таймер управляют дополнительным каналом связи радиального типа (в отличие от кольцевого по магистральному каналу), связывающим контроллеры и пуль оператора. При необходимости обмена информацией с каким-либо из контроллеров или пультом оператора один из основных модулей посылает запрос на закрепление за ним магистрального канала связи и после разрешения формирует адрес ведомого модуля, по которому адаптер каналов связи образует радиальный канал связи между Вызывающим и вызываемым модулями.
По окончании обмена информацией основной модуль освобождает магистральный канал связи. Дополнительный радиальный канал увеличивает функциональную гибкость УЧПУ и упрощает аппаратную часть в контроллерах и пульте оператора. Таймер реализует необходимый для работы станка отсчет интервалов времени. Максимальная длительность интервала 6,4 с при дискретности задания на отработку интервала времени 0,1 мс.
Команда на отработку интервала времени может поступать в модуль от процессора. Пульт оператора служит для ввода управляющих программ, их редактирования, подачи команд на работу по программе и управления станком в других режимах. На лицевой панели пульта размещены клавиши управления и устройства индикации параметров режима работы станка: величина подачи суппорта; номер вводимого (при вводе программы) или выводимого (при работе по программе) кадра управляющей программы; информация о содержании кадра программы и состоянии устройства ЧПУ.
Клавиши управления позволяют ввести команды режима работы УЧПУ и осуществлять оперативное управление при вводе программы, ее редактировании и отработке по отдельным шагам или в непрерывном (автоматическом) режиме. С пульта оператора можно ввести управляющую программу емкостью до 250 кадров, содержащих адрес величин перемещений по координатам Х и 1, знак числа, величины перемещений из шести десятичных цифр и другую технологическую информацию.
Контроллер электроавтоматики обеспечивает необходимое согласование сигналов между УЧПУ и аппаратурой электроавтоматики станка. Кроме того, контроллер выполняет функцию сигнализации процессору состояния контактов исполнительных реле станка и кнопок, расположенных в силовой части электросхемы станка. Контроллер связан электросхемой станка 16-ю выходными линиями, обеспечивающими включение или выключение реле электроавтоматики. Состояние ВКЛЮЧЕНО или ОТКЛЮЧЕНО на каждой из линий связи отражается на 16-разрядном регистре модуля. При выполнении программы любой из процессоров УЧПУ может послать на этот регистр необходимую информацию о включении или отключении соответствующих реле.
В свою очередь, станок связан с модулем 16 входными линиями, сигнализирующими о состоянии концевых и аварийных выключателей электросхемы станка. При использовании станка в составе ГПС сложность подачи управления электроавтоматикой возрастает, поэтому для ГПС предусматривается применение программируемого командоаппарата связанного по каналам связи электроавтоматики с УЧПУ
В контроллере импульсных преобразователей предусмотрено четыре входа от измерительных импульсных преобразователей. Один из входов используется для подачи сигналов датчика от главного привода станка для обеспечения жесткой кинематической связи шпинделя с продольным перемещением суппорта при нарезании резьбы. Два хода служат для приема импульсных сигналов обратной связи от датчиков продольного и поперечного перемещения суппорта, а четвертый для сигналов импульсного преобразователя электронного маховика ручного управления продольным или поперечным перемещением. Другая функция модуля заключается в преобразовании с помощью двоичного счетчика следующих друг за другом импульсовв 16-разрядное двоичное число, которое считывается со счетчика процессором после чего счетчик «обнуляется».
Контроллер привода подачи управляет частотой вращения двигателей подачи суппорта по осям Z и Х. Код величины подачи записанный в управляющей программе, модуль преобразует в аналоговый сигнал, величина которого пропорциональна этому коду.
Все входы и выходы в УЧПУ Н22 1М имеют оптронную развязку с электрическими цепями станка. Модуль внешней памяти емкостью 4К слов расширяет объем оперативной памяти до 8К слов, а также позволяет вводить и выводить из УЧПУ управляющие программы и передавать их для использования на других станках. Модуль выполнен в виде кассетыс электронной памятью и внутренним аккумуляторным устройством обеспечивающим при отключении кассеты от УЧПУхранение записанной блок информации в течение 100 часов.
2. Технологический раздел
2.1 Описание детали. Материал детали и его свойства
Детали типа шестерня служат для передачи крутящего момента с вала на зубчатое
колесо, находящиеся в зацеплении с шестерней и используется в коробках передач автомобилей, станков, тракторов, редукторах.
Деталь “шестерня” – является типом вращения и относится к классу втулок. Деталь представляет собой совокупность наружных, внутренних, цилиндрических, и торцовых поверхностей.
По
наружной поверхности детали выполнены зубья, ширина зубчатого венца  классу точности. В
соответствии с заданной программой, производство шестеренок является серийным.
Преобладающие количество поверхности детали обрабатывается по 6-11 квалитету,
остальная часть обрабатывается по 14 квалитету. Деталь имеет массу
классу точности. В
соответствии с заданной программой, производство шестеренок является серийным.
Преобладающие количество поверхности детали обрабатывается по 6-11 квалитету,
остальная часть обрабатывается по 14 квалитету. Деталь имеет массу
Сталь 45 является углеродистой конструкционной качественной сталью и применяется для изготовления деталей повышенной прочности. Из стали 45 могут изготавливать шестерни, валики, втулки, оси, муфты, болты, шпильки. Химический состав стали и его механические свойства приведены в таблице 2.1 и 2.2
Таблица 2.1 - химический состав стали.
|
С % |
Si % |
Mn % |
S % |
P % |
Cr % |
Ni % |
Mo % |
V % |
V % |
|
Не более |
|||||||||
|
0.42-0.5 |
0.17-0.37 |
0.5-0.8 |
0.04 |
0.04 |
|
|
- |
- |
|

Таблица 2.2 – механические свойства стали.
|
|
|
НВ |
|
54 |
17 |
210 |


Сталь классифицируется по следующим признакам: химическому составу, назначению и степени раскисления:
1) По химическому составу: среднеуглеродистые - 0.25-0.6%, высокоуглеродистые – более 0.6%.
2) По качеству: обыкновенного качества, качественная, высококачественная, особовысококачественная.
К углеродистым качественным конструкционным сталям предъявляют повышение требования по химическому составу и механическим свойствам. В зависимости от степени раскисления стали могут быть спокойные (сп) и кипящие (кп), цифры в марке стали указывают на содержание углерода в стали, в сотых долях процента.
2.2 Обоснование типа производства и его характеристика
В машиностроении различают три основных типов производства: массовое, серийное и единичное.
Массовым называют тип производства, или, проще, производство, характеризуемое большим объемом выпуска изделий непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. При массовом производстве для каждой операции выбирается наиболее производительное, дорогое оборудование /автоматы, полуавтоматы/, рабочее место оснащается сложными, высокопроизводительными устройствами и приспособлениями, в результате чего при большом объеме выпуска изделий достигается самая низкая себестоимость продукции.
Серийным называют производство, характеризуемое изготовлением повторяющимися партиями изделий. Размеры партий /количество заготовок одновременно подаваемых на рабочее место/ могут быть большими и малыми. Они определяют серийность производства. Различают производство крупносерийное, среднесерийное и мелкосерийное. Чем крупнее партии, тем реже сменяемость на рабочих местах, тем ближе производство приближается к массовому типу производства и тем дешевле может быть выпускаемая продукция. В приборостроении крупносерийным считается производство при объеме выпуска не менее 5 тыс. штук в год. Среднесерийное производство в интервале 1-5 тыс. штук в год.
Единичным называют производство, характеризуемое малым объемом выпускаодинаковых изделий, повторное изготовление изделий, которых, как правило, не предусматривается. Здесь отсутствует цикличностьпроизводства,свойственная серийному производству. Отсутствиеповторяемости изготовления ведет к поиску наиболее упрощенных путей изготовления продукции. Чаще всего так работают экспериментальные, ремонтные цехи и т.п. Рабочие здесь, как правило, высокой квалификации. Оборудование и оснастка - универсальные. Стоимость продукции - высокая.
При
годовом объеме выпуска 20000 шт. и массы детали
В серийном производстве технологический процесс изготовления изделия преимущественно дифференцирован, то есть рассчитан на отдельные самостоятельные операции, выполняемые на определенных станках.
При серийном производстве обычно применяют универсальные, специализированные и другие металлорежущие станки. При выборе технологического оборудования специального или специализированного дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо произвести расчеты затрат и сроков окупаемости, а так же ожидаемый экономический эффект от использования оборудования и технологического оснащения.
Партия запуска 
В соответствии с заданной программой, производство шестеренок является серийным.
 , шт (2.1)
, шт (2.1)
где N – годовая программа выпуска деталей.
Fg – число рабочих дней в году.
g – число дней запаса (g=5…8) дней.
2.3 Выбор вида и метода получения заготовки
Таблица 2.3 – исходные данные для заготовки.
|
Диаметр детали |
Диаметр заготовки |
Длина детали |
Длина заготовки |
|
|
|
22 |
|
|
61 |
|
25 |
|
|
|
|
47 |
|








Масса заготовки
Коэффициент использования материала 0.75
Стоимость заготовки 78.36 руб.
2.4 Разработка технологического маршрута обработки детали

Рисунок 2.1 – Эскиз детали.
Таблица 2.4 - технологического маршрута обработки детали.
|
№ |
Наименование детали и краткое содержание операции |
Оборудование |
Режущий инструмент |
Мерительный инструмент |
Установочные базы |
Приспособление |
|
005 |
Токарная с ЧПУ, обработать поверхности 1, 2, 3, ,13, 10, 12 |
Токарный станок с ЧПУ 16к20 |
Резец проходной упорный Т15К6 |
Штангенциркуль калибр скоба, калибр пробка |
Поверхность 4, 7 |
патрон 3-х кулачковый |
|
010 |
Токарная с ЧПУ, точить поверхности 15, 6, 16, 4, 7, 8, 14, 9 |
Токарный станок с ЧПУ 16к20ф3с5 |
Резец проходной упорный Т15К6, резец расточной Т15К6 |
Штангенциркуль, калибр пробка |
Поверхность 2, 1 |
патрон 3-х кулачковый |
|
015 |
Протяжная, обработать поверхность 11 |
Протяжной станок 7512 |
Протяжка шлицевая Р6М5 |
Комплексный калибр |
Поверхность 7 |
Планшайба |
|
020 |
Зубофрезерная, обработать поверхность 5 |
Фрезерный станок 5К301П |
Червячная модульная фреза Р6М5 |
Зубометр |
Поверхности 10, 11, 1, 7 |
Оправка шлицевая |
|
025 |
Внутришлифовальная, обработать поверхность 10 |
Внутришлифовальный станок 3К227А |
круг шлифовальный |
микрометр |
Поверхность 7, 8 |
патрон 3-х кулачковый |
|
030 |
Плоскошлифовальная обработать поверхность 1 |
Плоскошлифовальный станок 3Е710А |
круг шлифовальный |
микрометр |
Поверхность 7, 8 |
Специальные приспособления |
|
035 |
Контрольная операция |
2.5 Разработка технологического процесса обработки детали на данном станке (одной из операций)
Переход 1.
Точить наружную поверхность по контору торец начерно и начисто, включая фаски. Режущий инструмент – резец проходной упорный Т15К6.
Переход 2.
Расточить отверстие до D=50 на l=47 начерно и начисто, включая фаску. Режущий инструмент –расточной Т15К6.
2.6 Расчет припусков на обработку
Для поверхности D=61
Наименование детали – шестерня.
Обрабатываемый материал – сталь 45.
Вид заготовки – Штамповка.
Таблица 2.5 – Припуски на обработку.
|
Технологический процесс обработки поверхности |
Элементы припуска |
Расчетный припуск 2ZMIN МКМ |
Расчетный размер D мм |
|||
|
Rz мкм |
T мкм |
|
E мкм |
|||
|
Заготовка |
160 |
200 |
600 |
0 |
0 |
64.414 |
|
Точение черновое |
100 |
100 |
36 |
30 |
1921 |
61.793 |
|
Точение чистовое |
0 |
0 |
0 |
30 |
493 |
61 |
|
Технологический процесс обработки поверхности |
Допуск Д мкм |
Предельные размеры |
Придельные припуски |
||
|
Dmin мм |
Dmax мм |
2ZMIN МКМ |
2ZНОМ мкм |
||
|
Заготовка |
2000 |
64.3 |
66.3 |
0 |
0 |
|
Точение черновое |
300 |
61.5 |
61.8 |
2500 |
3200 |
|
Точение чистовое |
0 |
61 |
61 |
500 |
800 |
Общиеприпуски 3000 4000
Размер заготовки 
После операции точение черновое 
2.7 Расчеты режимов резания на операцию
Переход 1.
Точить наружную поверхность по контору торец начерно и начисто, включая фаски. Режущий инструмент – резец проходной упорный Т15К6.
Sт=0.7 мм/об
где К1=1 – для поверхности без корки.
К2=1 – для придела прочности материала
 кг/мм2
кг/мм2
K3=0.55 – для пластины из твердого сплава Т15К6.
 (2.2)
(2.2)
 мм/об
мм/об
Vтаб=88 м/мин
K1=0.95 - для поверхности без корки.
К2=1.54 – для пластины
К3=1.09 – для стойкости инструмента 60 мин.
 м/мин (2.3)
м/мин (2.3)
 м/мин
м/мин
 (2.4)
(2.4)

Принимаем по паспорту n=710 (m40S1)
 (2.5)
(2.5)
где  - длина рабочего хода,
мм
- длина рабочего хода,
мм
 мм
мм

Переход 2.
Расточить отверстие до D=50 на l=47 начерно и начисто, включая фаску. Режущий инструмент –расточной Т15К6.
Sт=0.13 мм/об
К1=1
К2=1
К3=0.8
(2.6)
 мм/об
мм/об
Vтаб=123 м/мин
K1=0.95
К2=1.54
К3=1.09
м/мин (2.7)
 м/мин
м/мин
 -1 (2.8)
-1 (2.8)
 мин-1
мин-1
Принимаем по паспорту n=1000 (m40S7)

 мм
мм

Рисунок 2.2 – Технологическая наладка.
Таблица 2.6 - Управляющая программа.
|
Содержание |
Пояснение |
|
|
Включение вращения шпинделя. |
|
1 М38 |
Выбор диапазона частот вращения. |
|
2 S4 |
Частота вращения шпинделя n=355 |
|
3 F62 |
Подача 0.62 мм/об |
|
4 Т1 |
Позиция инструмента. |
|
5 М8 |
Включение охлаждения. |
|
6 *6700~ |
Ускоренный подвод инструмента в т1. |
|
7 z50~ |
|
|
8 x4400 |
Перемещение инструмента в т2. Подрезка торца, начерно. |
|
9 z200 |
Отвод инструмента в т3. |
|
10 x6200 |
Подвод инструмента в т4. |
|
11 z2450 |
Перемещение инструмента в т5. Черновое точение. |
|
12 x12300 |
Отвод инструмента в т6. |
|
13 z0 |
Подвод инструмента в т7. |
|
14 x6700 |
Перемещение инструмента вт8. Подрезка торца начисто. |
|
15 x4400 |
Уход инструмента в т9 |
|
16 z200 |
Подвод инструмента в т10. |
|
17 x6100 |
Перемещение инструмента в т11. Чистовое точение. |
|
18 z2500 |
Отвод инструмента в т12. |
|
19 x11500 |
Перемещение инструмента в т13. Точение фаски. |
|
20 x1900 (-450) |
Перемещение инструмента в т14. |
|
21 x12000 |
Отвод инструмента в т15 |
|
22 *x14000~ |
В 0 ускоренно |
|
23 z10000~ |
|
|
24 Т3 |
Смена позиции инструмента. |
|
25 М38 |
Выбор диапазона частот вращения. |
|
26 S7 |
Частота вращения шпинделя |
|
27 F18 |
Подача инструмента 0.18 мм/об |
|
28 *x4500~ |
Ускоренный подвод инструмента в т1. |
|
29 z2100~ |
|
|
30 z-4800 |
Растачивание отверстия т2. начерно |
|
31 x4300 |
Отвод инструмента в т3 |
|
32 z200 |
Перемещение инструмента в т4 |
|
33 x5400 |
Перемещение инструмента в т5. Точение фаски. |
|
34 x4600 (-450) |
Перемещение инструмента в т6. |
|
35 z-4800 |
Растачивание отверстия т7. начисто |
|
36 x4300 |
Перемещение инструмента в т8 |
|
37 z200 |
Отвод инструмента в т9. |
|
38 *x1400~ |
В 0 ускоренно |
|
39 z10000~ |
|
|
41М5 |
Отключение вращения шпинделя. |
|
42 М30 |
Конец программы. |
2.8 Расчет мощности резания
Переход 1.
Точить наружную поверхность по контору торец начерно и начисто, включая фаски.
 ,
кВт (2.9)
,
кВт (2.9)


 кВт
кВт
Переход 2.
Расточить отверстие до D=50 на l=47 начерно и начисто, включая фаску.
кВт
2.9 Определение нормы времени на операцию
 (2.10)
(2.10)
где  - основное время, мин.
- основное время, мин.
 - вспомогательное
время
- вспомогательное
время
 - время на
обслуживание рабочего места, мин.
- время на
обслуживание рабочего места, мин.
 - время на отдых, мин
- время на отдых, мин
 (2.11)
(2.11)
 мин
мин
 (2.12)
(2.12)
 мин –
время на установку и снятие детали.
мин –
время на установку и снятие детали.
 мин –
время на измерение штангенциркулем.
мин –
время на измерение штангенциркулем.
 мин –
время на измерение калибр скоба.
мин –
время на измерение калибр скоба.
 мин –
время на измерение калибр пробка.
мин –
время на измерение калибр пробка.
 мин
мин
 мин
мин


 мин
мин
 мин
мин
 мин
мин
3. Расчетно-наладочный раздел
3.1 Выбор электродвигателя для привода станка
Мощность электропривода главного движения определяется по формуле:
 (3.1)
(3.1)
где Ррез – мощность резания, кВт,
Ррез =3.69 кВт
 - к.п.д. станка.
- к.п.д. станка.
Принимаем

Для резания на заданном станке необходимо, чтобы мощность электродвигателя была больше расчетной мощности на 25%.
 ,кВт (3.2)
,кВт (3.2)

Таблица 3.1 - Технические данные электродвигателя типа 112М-А.
|
Исходные данные |
Обозначение |
Единица измерения |
Значение |
|
Номинальная мощность |
Pном |
кВт |
5.6 |
|
Номинальное напряжение |
Uном |
В |
220 |
|
Номинальная скорость вращения |
|
Об/мин |
2000 |
|
КПД двигателя |
|
% |
0.86 |
|
Сопротивление якорной цепи |
Rя |
Ом |
0.409 |
|
Индуктивность якорной цепи двигателя |
Lя |
мГн |
9.0 |
|
Момент инерции приведенной к валу двигателя |
|
|
0.027 |
|
Тиристорный преобразователь |
|||
|
Коэффициент усиления тиристорного преобразователя |
Ктп |
- |
1.3 |
|
Постоянная времени тиристорного преобразователя |
Ттп |
С |
0.02 |
|
Тахогенератор |
|||
|
Коэффициент усиления тахогенератора |
Ктг |
|
1.4 |
|
Величина перерегулирования |
|
% |
20 |
|
Времяпереходногопроцесса |
tp |
c |
2 |






Рисунок 3.1. – Принципиальная схема системы регулирования частоты вращения двигателя постоянного тока.
ДПТ – двигатель постоянного тока;
ТП – тиристорный преобразователь;
ТГ – тахогенератор;
РС – регулятор скорости;
3.2 Анализ ЛАЧХ нескорректированного электропривода

Рисунок 3.2. – Функциональная схема исследуемой САУ.
w (р) – частота вращения (регулируемая частота);
Vзад (р) – Задающее воздействие;
Мн(р) – момент нагрузки.
По функциональной схеме, подставляя в нее конкретные передаточные функции составляющих ее звеньев, составляем обобщающую структурную схему исследуемой САУ. Структурные схемы ТП, ТГ, и ДПТ приведены на рисунках3.5, 3.6, 3.7.

Рисунок 3.3 – Структурная схема ТП.

Рисунок 3.4 - Структурная схема ТГ.

Рисунок 3.5- Структурная схема ДПТ.

Рисунок 3.6 — Обобщающая структурная схема исследуемой САУ.
Расчетные параметры для ДПТ.
 (3.3)
(3.3)
где Тэ - электромагнитная постоянная времени якорной цепи, с;

Находим номинальный ток двигателя по формуле:
 (3.4)
(3.4)

Находим номинальную частоту вращения по формуле:
 -1 (3.5)
-1 (3.5)

Находим конструктивную постоянную двигателя по формуле:
 (3.6)
(3.6)

Находим электромагнитную постоянную времени по формуле:
 (3.7)
(3.7)

3.3 Построение желаемой ЛАЧХ электропривода
Определение параметров исходной ЛАЧХ.
Используя обобщающую структурную схема САУ, приведенную на рисунке 3.7, составляем структурную схему ДПТ по управляющему воздействию, которая приведена на рисунке 3.8.

Рисунок 3.7 – Структурная схема ДПТ по управляющему воздействию.
 (3.8)
(3.8)

Построим структурную схему разомкнутой САУ по управляющему воздействию и по ней определим передаточную функцию.
Uзад
Рисунок 3.8 – Разомкнутая структурная схема САУ по управляющему воздействию.
Передаточная функция разомкнутой САУ по управляющему воздействию имеет вид:
 (3.9)
(3.9)

 (3.10)
(3.10)

Определим данные для построения ЛАЧХ нескорректированного электропривода.




P1=-104
P2=-204.54
Тогда квадратный трехчлен можно разложить по виду:

где 


После этого получаем передаточную функцию разомкнутой САУ по управляющему воздействию.

 log
37.44=1.57
log
37.44=1.57
 log 104.17=2.02
log 104.17=2.02
 log 222.22=2.35
log 222.22=2.35
Определение параметров желаемой ЛАЧХ.
Частота среза:
 (3.11)
(3.11)
где  - коэффициент движений
от величины перерегулирования.
- коэффициент движений
от величины перерегулирования.
 - время переходного
процесса.
- время переходного
процесса.
Т.к. 

На рисунке 3.9, представлены ЛАЧХ исходной системы, желаемой и корректирующего устройства (КУ).

Рисунок 3.9 - ЛАЧХ исходная, желаемая, корректирующего устройства.
3.4 Синтез последовательного корректирующего устройства
По графику желаемой ЛАЧХ и ЛАЧХ КУ составляем выражение передаточных функций желаемой системы и КУ.



По виду графика ЛАЧХ КУ и его передаточной функции выбираем схему КУ которая будет содержать в себе два резистора и конденсатор.

Рисунок 3.12. Принципиальная схема корректирующего устройства.







3.5 Определение основных показателей качеств
 (3.12)
(3.12)
 %
%

Рисунок 3.13 – График переходного процесса.
+5% - 0.82
-5% - 0.74
t(p)=0.8
4. Организационный раздел
4.1 Организация и оснащение рабочего места станочника. Планировка рабочего места станочника
Рабочим местом называется участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, технической документации и других предметов и материалов, находящихся непосредственно в распоряжении токаря. Оснащенность рабочего места и организация труда на нем в значительной мере определяют производительность труда токаря. Рабочее место оснащается: одним или несколькими станками с постоянным комплектом принадлежностей; комплектом технологической оснастки постоянного пользования, состоящим из приспособлений, режущего, измерительного и вспомогательного инструмента; комплектом технической документации, постоянно находящейся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т. д.); комплектом предметов ухода за станком и рабочим местом (масленки, щетки, крючки, совки, обтирочные материалы и т. д.); инструментальными шкафами, подставками, планшетами, стеллажами и т. п.; передвижной и переносной тарой для заготовок и изготовленных деталей; подножными решетками, табуретками или стульями. Комплект технологической оснастки и комплект предметов ухода за станком и рабочим местом постоянного пользования устанавливаются в зависимости от характера выполняемых работ, типа станка и принятой схемы инструментального хозяйства в цехе. Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного, производства, и значительно меньшим токари, работающие в условиях серийного и крупносерийного производства. Количество такой оснастки определяет размеры, внутреннее устройство и число шкафов, тумбочек и стеллажей.
Правильная организация рабочего места - это такое содержание станка, такой порядок расположения приспособлений, инструмента, заготовок и готовых деталей, при котором достигается наивысшая производительность труда при минимальных затратах физической, нервной и умственной энергии рабочего. На рабочем месте не должно быть ничего лишнего, т. е. не используемого в работе. Все используемые при работе предметы должны иметь постоянные места хранения, а те предметы, которые используются чаще, должны располагаться ближе и в более удобных местах. Создание условий, обеспечивающих возможность рационального использования станка, его оснащения, рабочего времени, производственных навыков и творческих способностей рабочего, является основной задачей научной организации труда на рабочем месте токаря. Научная организация труда (НОТ) - это система мероприятий, направленных на внедрение в практику методов и форм организации труда, основанных на достижениях науки и передового производственного опыта и проводимых в целях достижения наиболее высокой производительности труда при одновременном создании благоприятных условий для уменьшения утомляемости и сохранения здоровья рабочего-станочника.
К организации производства на рабочем месте предъявляются следующие основные требования: создание условий для высокопроизводительной работы; механизация и автоматизация производственного процесса, максимально устраняющая применение ручного труда; ритмичное снабжение рабочего места сырьем и материалами; повышение квалификации рабочего и обучение его передовым приемам труда; безопасность работы; воспитание у рабочего коммунистического отношения к труду и чувства товарищеской взаимопомощи. Правильная организация рабочего места оказывает заметное влияние на сокращение вспомогательного времени, затрачиваемого на выполнение отдельных операций. Удобное расположение необходимых для работы инструментов и приспособлений обеспечивает производительную работу станочника при меньшей его утомляемости. Планировка рабочего места зависит от многих факторов, в том числе от типа станка и его размеров, размеров и формы обрабатываемых заготовок, типа и организации производства и др. Чаще применяются планировки рабочего места двух типов. По первому типу планировки инструментальный шкаф (тумбочка) располагается справа от рабочего, а стеллаж для деталей - слева. Такая планировка является рациональной, если преобладает обработка заготовок с установкой в центрах левой рукой. По второму типу планировки инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, а стеллаж - с правой. Такая планировка рабочего места удобна при установке и снятии заготовки правой рукой или двумя руками (при изготовлении длинных и тяжелых деталей). Сохранность и готовность оборудования к безотказной и производительной работе обеспечиваются повседневным уходом за рабочим местом. Большое значение для длительной и бесперебойной работы станка имеет своевременная и правильная его смазка в соответствии с требованиями, изложенными в руководстве по эксплуатации. Смазка станка является прямой обязанностью токаря. Периодически токарь должен производить проверку точности работы станка и его регулировку в соответствии с указаниями руководства по эксплуатации. Плохая организация рабочего места, загроможденность рабочего места и проходов, неисправность станка и приспособлений, недостаточное знание рабочим устройства станка и правил его эксплуатации, неисправность электрооборудования и электропроводки, отсутствие ограждений и предохранительных устройств, работа неисправным инструментом, загрязненность станка и подножной решетки могут привести к несчастным случаям.
В процессе работы токарь должен быть предельно внимательным, так как станок является объектом повышенной опасности. Для безопасной работы необходимо знать устройство всех сборочных единиц (узлов) и механизмов станка, правильно назначать режим резания, надежно крепить заготовку, применять исправный инструмент со стружколомами, защитные устройства и т. д.
Это далеко не полный перечень правил безопасности труда. В каждом цехе имеются специальные инструкции, в которых кроме общих требований техники безопасности приведены специфические требования, характерные для цеха, в котором установлен станок. Инструктаж по правилам безопасности на каждом рабочем месте проводит мастер в соответствии с цеховым графиком. Рациональная организация рабочего места, выполнение правил эксплуатации станка и соблюдение правил безопасности являются важнейшими условиями высокопроизводительного труда.
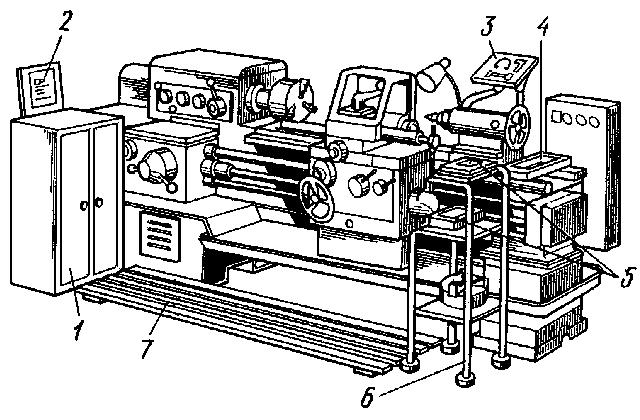
Рисунок 4.1 - Планировка рабочего места токаря:
1-инструментальный шкаф, 2-планшет для чертежей, 3 - планшет для измерительных инструментов, 4 - ящик для вспомогательного инструмента, 5 - ящики для инструмента и деталей, 6 - стеллаж, 7 – решетка.
4.2 Техника безопасности и пожарная безопасность при работе на станке
Основные правила безопасной эксплуатации металлообрабатывающих станков для рабочих всех профессии заключается в следующем.
Общие требования перед началом работы:
1) Проверить, хорошо ли убрано рабочее место и при наличии неполадок в работе станка, в течение предыдущей смены ознакомится с ними и с принятыми мерами по их устранению.
2) Привести в порядок рабочую одежду. Убрать волосы под головной убор.
3) Проверить состояние решетки под ногами, её устойчивость на полу.
4) Проверить состояние ручного инструмента.
5) Привести в порядок рабочее место: убрать все лишнее, подготовить и аккуратно разложить необходимые инструменты и приспособления так чтобы было удобно и безопасно пользоваться ими, уложить заготовки в предназначенную для них тару, а саму тару разместить так, чтобы было удобно брать заготовки и укладывать обработанные детали без лишних движений рук и корпуса.
6)
При
наличии местных грузоподъемных устройств проверить их состояние. Приспособления
массой более
7) Проверить состояние станка: убедиться в надежности крепления стационарных ограждений, в исправности электропроводки, заземляющих проводов, рукояток управления станком.
8) Подключить станок к электросети, включить местное освещение и отрегулировать положение светильника так, чтобы рабочая зона была хорошо освещена и свет не слепил глаза.
9) На холостом ходу проверить исправность кнопок, системы предупредительного смазывания, а так же системы охлаждения. Далее произвести или проверить наладку станка в соответствии с технологической документацией.
10) Подготовить средства индивидуальной защиты и проверить их исправность.
11) О всех обнаруженных недостатках, не приступая к работе, сообщить мастеру.
Общие требования во время работы.
1) Масса и габаритные размеры обрабатываемых заготовок должны соответствовать паспортным данным станка.
2)
При
обработке заготовок массой более
3) Запрещается работать в рукавицах и перчатках.
4) Перед каждым включением станка убедится, что его пуск ни для кого не опасен, постоянно следить за надежностью крепления станочного приспособления, обрабатываемой заготовки, а так же режущего инструмента.
5) При работе станка не переключать рукоятку режимов работы, измерений, регулировки чистки. Не отвлекаться от наблюдения за ходом обработки, самому не отвлекать других.
6) Правильно укладывать обработанные детали, не загромождать подходы к станку, периодически убирать стружку и следить за тем, чтобы пол не был залит маслом и охлаждающей жидкостью.
7) Постоянно осуществлять контроль за устойчивостью деталей на местах складирования, при размещении деталей в таре обеспечивать устойчивое положение их.
8) При выявлении запаха горящей электроизоляции или ощущения электрического тока при соприкосновениис металлическими частями станка немедленно остановить станок и вызвать мастера.
Пожарная безопасность.
Обеспечение пожарной безопасности на предприятии закладывается при планировке зданий и сооружений. Здания и сооружения на территории предприятия размещаются с соблюдением требований норм пожарной безопасности.
Производственные и вспомогательные помещения оборудуются запасными выходами предназначенными для эвакуации работников в случае пожара. Во всех производственных и вспомогательных помещениях должны быть вывешены схемы эвакуации людей и ценных предметов при пожаре. При этом обязательным условием является кратчайшее расстояние от рабочего места до выхода.
При работе на металлорежущих станках необходимо соблюдать инструкции по обработке материалов, которые создают концентрацию пылевой взрывоопасной смеси в воздухе, например из магниевых сплавов. Смазочные материалы убирают в тумбочку, с тем чтобы исключить возгорание при попадании раскаленной стружки.
Следует помнить, что тушить электродвигатель водой нельзя, т.к. она проводит электричество, что может вызвать поражение электрическим током рабочего и окружающих.
В случаи пожара использовать специальную сигнальную систему для оповещения.
4.3 Мероприятия по охране труда и окружающей среды
Мероприятия по охране труда
Действующие законодательство требует создание на всех предприятиях здоровых и безопасных условий труда, назначая их обеспечение на администрацию. Администрация обязана внедрять современные средства техники безопасности, предупреждающие производственный травматизм, и обеспечивать санитарно-гигиенические условия, предотвращающие возникновения профессиональных заболеваний рабочих и служащих.
Производственные здания, сооружения, оборудование, технологические процессы должны отвечать требованиям, обеспечивающим здоровые и безопасные условия труда. Эти требования включают рациональное использование территории и производственных помещений, правильную эксплуатацию оборудования и организацию технологических процессов, защиту работающих от воздействия вредных условий труда, содержание производственных помещений и рабочих мест в соответствии с санитарно-гигиеническими нормами и правилами, устройства санитарно-бытовых помещений. На администрацию возлагается проведение инструктажа рабочих и служащих по технике безопасности, производственной санитарии, противопожарной охране и другим правилам охраны труда, так же постоянный контроль за соблюдением работником всех требований инструкций по охране труда.
Администрация предприятия обязана проводить инструктаж по вопросам техники безопасности для всех вновь поступающих рабочих и обучение их безопасным методам труда непосредственно на рабочих местах в течение нескольких смен. Повторное инструктирование рабочих должно проводиться в сроки, предусмотренные отраслевыми правилами техники безопасности. Не допускается перевод рабочих на другие работы без прохождения соответствующего инструктажа.
Охрана окружающей среды.
К загрязнениям окружающей среды принято относить результаты жизнедеятельности человека, которые оказывают отрицательное воздействие как на самого человека, так и на природу. Развитие промышленности и освоение новых более эффективных технологических процессов с целью повышения производительности труда обусловили широкое применение физических, химических и биологических методов воздействия на вещество. Это привело к возрастанию всевозможных производственных отходов, образующихся вместе с готовой продукцией. Технологические процессы являются также источниками шума и вибрации.
Механические отходы – твердые частицы и предметы, загрязняющие атмосферу и загрязняющие почву и воду. Химические отходы – газообразные, жидкие и твердые химические соединения и элементы, попадающие в атмосферу, почву, воду, вступающие во взаимодействие с окружающей средой. Биологические отходы – все виды организмов, появляющиеся при участие человека, наносящие ему вред и загрязняющую среду.
Виды вредных проявлений энергии: тепловой, механической, вибрации, шум, ультразвук и другие; световой (видимая, ультрафиолетовая и инфракрасные части спектра); электромагнитного поля; ионизирующего излучения.
Промышленные твердые отходы делятся на токсичные и нетоксичные.
Методы борьбы с загрязнением окружающей среды.
Методами охраны окружающей среды от загрязнения отходами производства называют совокупность технических и организационных мероприятий, позволяющие свести к минимуму или исключить загрязнение окружающей среды и его вредного влияния. Методы борьбы с загрязнением окружающей среды делятся на пассивные и активные.
К пассивным относятся защитные методы, использование которых не связано с непосредственным воздействием на источники загрязнения. Среди таких методов наибольшее распространение находят выбор рационального размещения источников загрязнения, локализации загрязнений и их очистка перед выбросом в окружающую среду.
К активным относятся технологические и технические методы, связанные с совершенствованием существующих и разработкой новых технологических процессов, оборудования и оснастки в целях максимального снижения уровня или исключения загрязнения окружающей среды. Этими методами метода охрана окружающей среды решается более успешно, поэтому активным методам уделяется все больше внимание.
4.4 Организация технического обслуживания и ремонта станка
К техническому обслуживанию относят работы по поддержанию работоспособности станков и машин при хранении, транспортировании, подготовки к использованию. Техническое обслуживание включает в себя также надзор их правильным оборудованием помещения, в котором станок будут эксплуатировать. Наряду с плановыми обязательными роботами, техническое обслуживание включает также работы, выполняемые при возникновении случайных отказов.
Различные виды работ по техническому обслуживанию механической электрической и электронной частей станка выполняют слесари-ремонтники, электрики, электронщики, операторы смазки. Наладчик должен уметь выполнять все виды работ по плановому и неплановому техническому обслуживанию, которые возложены на перечисленный персонал.
При ежемесячном профилактическом осмотре в начале смены оператор проверяет внешним осмотром отсутствие повреждений, препятствующих пуску станка и правильности функционирования всех систем. Дежурный слесарь удостоверяется в отсутствии вибрации, шумов, нагрева подшипников, проверяет давление в системах, отсутствие утечек масла, исправность ограждений. Дежурный электрик проверяет температуру подшипников и обмоток электродвигателей, исправность пусковой аппаратуры и заземления. В течение времени смены дежурный слесарь электрик и электронщик выполняют еще сменныеосмотры по своим специальным графикам без остановки оборудования. В процессе ежесменных осмотров проводят замену наиболее быстроизнашивающихся деталей и элементов станков и УЧПУ и при необходимости профилактическое регулирование.
Плановый осмотр выполняют в соответствии с графиком, с целью проверки состояния узлов и устройств станка, получения и накопления информации об износе деталей, необходимой для подготовки предстоящих ремонтов.
Проверяют плотность неподвижных соединений, состояние направляющих, натяжение пружин, исправность ограничителей, переключателей, ограждений, состояние смазочной степени и гидравлики. Выявляют изношенные детали, требующие замены при ближайшем плановом ремонте.
Помещения, в которых установлены станки с ЧПУ, должны содержаться в чистоте, а рабочие (операторы, смазчики, слесари-ремонтники, электрики, электронщики и наладчики) должны пользоваться чистой спецодеждой. Частоту станков и УЧПУ необходимо поддерживать постоянно. Ежедневную уборку помещений рекомендуется проводить влажным способом. Для очистки станка можно использовать пылесос. Рациональное техническое обслуживание замедляет процесс приближения предельного состояния, при котором продолжение эксплуатации становится невозможным, не эффективным или опасным для окружающих т.е. момента когда, наступает необходимость в ремонте станка для восстановления его исправности и работоспособности. О приближении предельного состояния деталей механической части станка можно судить по признакам, обнаруживаемым визуально или с помощью контрольно-измерительной аппаратуры. При обнаружении состояния деталей, близкого к предельному детали следует заменять, не ожидая выхода из строя. Также нужно поступать с подвижными деталями электроаппаратов. В некоторых электронных устройствах не проявляются видимые признаки приближения предельного состояния. Электронные устройства чаще всего меняют после выхода из строя.
Ремонтом называют работы по восстановлению исправности оборудования. Принятая в настоящие время предусматривает два основных вида - планового и непланового.
5. Экономический раздел.
Таблица 5.1 – исходные данные.
|
Показатели |
Значение |
Единица измерения |
|
1) Наименование детали |
Шестерня |
- |
|
2) вес заготовки |
2.13 |
Кг |
|
3) Стоимость одного кг материала |
13.5 |
Руб. |
|
4) Годовая программа выпуска |
20 |
Тыс. Шт. |
|
5) Тип станка |
16К20 16К20Ф3 |
- |
|
6) Время обработки детали на универсальном станке |
3.2 |
Мин |
|
7) Время обработки детали на станке с числовым программным управлением. |
2.46 |
Мин |
|
8) Коэффициент использования материала |
0.75 |
- |
|
9) Коэффициент выполнения норм |
1.05 |
- |
|
10) Продолжительность смены. |
8 |
Часов. |
|
11) Часовая тарифная ставка токаря, работающего на универсальном станке. |
12.5 |
Руб. |
|
12) Часовая тарифная ставка токаря, работающего на станке с ЧПУ. |
10.4 |
Руб. |
|
13) Часовая тарифная ставка слесаря, обслуживающего универсальный станок. |
8.2 |
Руб. |
|
14) Часовая тарифная ставка слесаря, обслуживающего станок с ЧПУ. |
9.1 |
Руб. |
|
15) Стоимость универсального станка. |
550 |
Тыс. руб. |
|
16) Стоимость станка с ЧПУ. |
850 |
Тыс. руб. |
|
17) Коэффициент использования станка. |
0.81 |
- |
|
18) Стоимость электроэнергии |
1.3 |
Руб. |
5.1 Определение необходимого количества станков
Для определения необходимого количества станков (Sрасч.) для выполнения производственной программы рекомендуется использовать следующую формулу:
 (5.1)
(5.1)
где N – годовая производственная программа, шт.
T – норма времени на изготовление единицы детали, час.
Fд– действительный фонд времени работы станка, час.
Квп – коэффициент выполнения норм.
Действительный фонда времени работы станка определяется по формуле:
 (5.2)
(5.2)
где Fном– номинальный фонд времени, час.
Кис – коэффициент использования станка.
Номинальный фонд времени работы станка определяется по формуле:
 (5.3)
(5.3)
где Дк – календарное число дней в году, дн.
Дв – количество выходных дней, дн.
Дп – число предпраздничных дней, дн.
П – продолжительность смены, час.
С - количество смен.
Чпп – число предпраздничных часов, час.






При получении дробного числа надо округлить его в большую сторону, следовательно


Высвобождение станков считается по формуле:
 (5.4)
(5.4)

5.1.1. Расчет загрузки станков
Коэффициент загрузки станков рассчитывается по формуле:
 (5.5)
(5.5)
SHAPE* MERGEFORMAT 
Диаграмма 5.1 – сравнительная характеристика коэффициента загрузки станков.
5.1.2 Расчет амортизационных отчислений
Годовая величина амортизационных отчислений (Ар) рассчитывается по формуле:
 (5.6)
(5.6)
где ОПФперв – первоначальная стоимость станка, руб.
Тэ – срок эксплуатации станка, год.
Для универсальных станков срок эксплуатации рекомендуется принять 15 лет, для станков с ЧПУ – 20 лет.



5.2 Расчет расхода материала
Для формирования калькуляции затрат нам необходимо знать величину амортизационных отчислений, приходящихся на единицу продукции. Расчет следует произвести по формуле:
 (5.7)
(5.7)


5.3 Определение необходимого количества основных и вспомогательных рабочих
 (5.8)
(5.8)
где  –
действительный фонд времени работы рабочего, час.
–
действительный фонд времени работы рабочего, час.
 (5.9)
(5.9)
где  - потеря рабочего
времени, дни
- потеря рабочего
времени, дни
 (5.10)
(5.10)
где Кнеяв. – коэффициент учитывания выхода на работу.
Для машиностроения коэффициент неявки принимаем в среднем 13%.

Определим число высвобождения основных рабочих
 (5.11)
(5.11)

5.3.1 Расчет загрузки основных рабочих
 (5.12)
(5.12)



Диаграмма 5.2 – Сравнительная характеристика коэффициента загрузки рабочих.
5.3.2 Расчет производительности труда
Измерения производительности труда рассчитывается по формуле
 (5.13)
(5.13)
где а – величина сокращения трудоемкости изготовленной продукции, %
 (5.14)
(5.14)


5.3.3 Расчет материальных затрат
Стоимость заготовки (ЦЗ) рассчитывается по формуле:
 (5.15)
(5.15)
где Мз – масса заготовки, кг
Ц1кг – стоимость 1кг используемого материала
 руб.
руб.
Отходы в полном объеме
отправляются на переплавку, поэтому стоимость возвратных отходов (Цв.отх.)
следует определить из расчета стоимости
 (5.16)
(5.16)
Где  - масса отходов, кг
- масса отходов, кг
 (5.17)
(5.17)
где  - масса детали, кг
- масса детали, кг
 (5.18)
(5.18)
 кг
кг
 кг
кг
 руб.
руб.
Стоимость материалов за вычетом возвратных отходов для единицы продукции
 (5.19)
(5.19)
 руб.
руб.
Стоимость материала для всей программы выпуска
 (5.20)
(5.20)
 руб.
руб.
5.3.4 Расчет затрат на электроэнергию
Затраты на электроэнергию определяется по формуле:
 (5.21))
(5.21))
где  - установленная
мощность электродвигателя, кВт
- установленная
мощность электродвигателя, кВт
Принимаем установленную мощность электродвигателя 11 кВт.
Коэффициент загрузки электродвигателя 0.5-0.9.
 - коэффициент,
учитывающий потери в сети 0.9-0.95
- коэффициент,
учитывающий потери в сети 0.9-0.95
 - коэффициент
полезного действия электродвигателя 0.9-0.95
- коэффициент
полезного действия электродвигателя 0.9-0.95
 - стоимость 1 кВт
электроэнергии 1.3 руб.
- стоимость 1 кВт
электроэнергии 1.3 руб.
 руб.
руб.
 руб.
руб.
5.3.5 Расчет численности вспомогательных рабочих
Расчет величины ремонтных единиц.
Для расчета величины ремонтных единиц воспользуемся таблицами 5.2 и 5.3.
Таблица 5.2 – Приведенное количество ремонтных единиц.
|
Оборудование |
Число станков |
Средняя категория сложности |
Приведенное количество ремонтных единиц |
|
Универсальный |
1 |
8 |
8 |
|
ЧПУ |
1 |
20 |
20 |
Таблица 5.3 – Норма времени на выполнение ремонтных работ и работ по техническому обслуживанию, час
|
Ремонтные операции |
Слесарные работы, t |
Станочные работы, t |
Прочие работы, t |
Всего, t |
|
1) Промывка станка |
0.35 |
- |
- |
0.35 |
|
2) Проверка на точность. |
0.4 |
- |
- |
0.4 |
|
3) Осмотр |
0.75 |
0.1 |
- |
0.85 |
|
4) Текущий ремонт |
4 |
2 |
0.1 |
6.1 |
|
5) Средний ремонт |
16 |
7 |
0.5 |
23.5 |
|
6) Капитальный ремонт |
23 |
10 |
2 |
35 |
Продолжительность ремонтного цикла Тр.ц характеризуется периодом времени между двумя последовательными капитальными ремонтами.
nк=2
nс=3
nт=8
n0=12
K-O-T-O-T-O-C-O-T-O-T-O-C-O-T-O-T-O-C-O-T-O-T-O-K
Расчет величины и структуры ремонтного цикла.
 (5.22)
(5.22)
где Тр.ц - продолжительность ремонтного цикла, годы.
А – нормативная величина ремонтного цикла, 24000 часов.
В1; В2; В3; В4 – коэффициенты учитывающие тип производства. Свойства обрабатываемого материала, условия эксплуатации станка, характеристику станка.
Принимаем В1=В2=В3=В4=1

Расчет
длительности межремонтного периода (
 (5.23)
(5.23)
где nc– количество средних ремонтов
nm – количество текущих ремонтов

Расчет
длительности межосмотрового периода (
 (5.24)
(5.24)
где no– количество осмотров.

5.3.6 Расчет ремонтных работ
Объем годовых слесарных ремонтных работ (Qсл) определяется по формуле:
 (5.25)
(5.25)
где 


 - трудоемкость
капитального, среднего, текущего ремонтов и осмотра при проведении слесарных
ремонтных работ, час.
- трудоемкость
капитального, среднего, текущего ремонтов и осмотра при проведении слесарных
ремонтных работ, час.



Объем годовых станочных ремонтных работ определяется по формуле:
 (5.26)
(5.26)
где 


 - трудоемкость
капитального, среднего, текущего ремонтов и осмотра при проведении станочных
ремонтных работ, час.
- трудоемкость
капитального, среднего, текущего ремонтов и осмотра при проведении станочных
ремонтных работ, час.


Объем годовых прочих ремонтных работ определяется по формуле:
 (5.27)
(5.27)
где 


 - трудоемкость
капитального, среднего, текущего ремонтов и осмотра при проведении прочих
ремонтных работ, час.
- трудоемкость
капитального, среднего, текущего ремонтов и осмотра при проведении прочих
ремонтных работ, час.


5.3.7 Расчет численности вспомогательных рабочих
Численность вспомогательных рабочих (Чвсп.р) определяется из расчетной потребности рабочих для проведения слесарных (Чсл), станочных (Чст) и прочих (Чпр) ремонтных работ, по формуле:
 (5.28)
(5.28)
Численность вспомогательных рабочих для выполнения слесарных ремонтных работ рассчитывается по формуле:
 (5.29)
(5.29)
где Квн – коэффициент выполнения норм.


Численность вспомогательных рабочих для выполнения станочных ремонтных работ рассчитывается по формуле:
 (5.30)
(5.30)

Численность вспомогательных рабочих для выполнения прочих ремонтных работ рассчитывается по формуле:
 (5.31)
(5.31)



Принимаем трех вспомогательных рабочих для универсального станка.

Принимаем трех вспомогательных рабочих для автоматизированного станка.
5.4 Расчет затрат на оплату труда
5.4.1 Расчет сдельного фонда оплаты труда
Для основных рабочих применяется сдельно премиальная форма оплаты труда. Основная сдельная заработная плата (Зсд) рассчитывается по формуле:
 (5.32)
(5.32)
где Рсд – сдельная расценка за единицу продукции, руб.
 (5.33)
(5.33)
где ЧТСст – часовая тарифная ставка станочника.
 - время обработки
детали
- время обработки
детали


Кроме оплаты за каждую единицу продукции предусмотрены доплаты в виде премии (Пр) и районного коэффициента (Кр), который рассчитывается по формуле:
 (5.34)
(5.34)
где  - величина премии
- величина премии

 (5.35)
(5.35)
Где K% - размер районного коэффициента
Для Сибири К=30%

Общая сдельная зарплата представляет сумму основной сдельной зарплаты и доплаты:
 (5.36)
(5.36)
Отчисления на социальные нужды (Ос.н.) рассчитываются по формуле:
 (5.37)
(5.37)
где Сн – величина отчислений на социальные нужды, %
Принимаем Сн=26%


5.4.2 Расчет повременного фонда оплаты труда
Для основных рабочих применяется повременно-премениальная форма оплаты труда. Основная повременная зарплата (Зповр.) рассчитывается по формуле:
 (5.38)
(5.38)
где ЧТСвсп.р. – часовая тарифная ставка слесаря, руб.

Аналогично рассчитывается величина премии, районного коэффициента, отчислений на социальные нужды.
 (5.39)
(5.39)
где П% - величина премии, %
Принимаем П=50%

 (5.40)
(5.40)
К% - размер районного коэффициента, %
Для Сибири К=30%

Общая повременная зарплата представляет сумму основной повременной зарплаты и доплат:
 (5.41)
(5.41)


Отчисления на социальные (Ос.н.повр.) нужды рассчитываются по формуле:
 (5.42)
(5.42)
Где Сн% - величина на социальные нужды, %
Принимаем Сн=26%


5.4.3 Расчет размера оплаты труда приходящегося на единицу продукции
Для расчета затрат на оплату труда, приходящихся на единицу продукции необходимо рассчитать отдельно затраты по оплате труда (Зед) и отчисления на социальные нужды (Ос.н.ед.).
 (5.43)
(5.43)


 (5.44)
(5.44)

 (5.45)
(5.45)

 (5.46)
(5.46)

5.5 Расчет себестоимости единицы изделия и построение диаграммы затрат
Таблица 5.4 – данные для сравнения калькуляции затрат.
|
Наименование статей калькуляции |
Величина затрат для универсального станка |
Величина затрат для автоматизированного станка (ЧПУ) |
||
|
В рублях |
В процентах |
В рублях |
В процентах |
|
|
1. Материалы |
27.43 |
58.4 |
27.43 |
58.03 |
|
2. Электроэнергия на технологические цели |
0.44 |
0.94 |
0.34 |
0.72 |
|
3. Оплата труда |
0.67 |
10.39 |
0.43 |
10.39 |
|
4. Отчисления на социальные нужды |
0.17 |
2.7 |
0.11 |
2.7 |
|
5. Амортизация основных производственных фондов |
1.83 |
3.9 |
2.12 |
4.48 |
|
6. Цеховые расходы (120% от оплаты труда) |
0.8 |
12.45 |
0.52 |
12.46 |
|
7. Общепроизводственные расходы (80% от оплаты труда) |
0.54 |
8.3 |
0.34 |
8.3 |
|
8. Итого производственная себестоимость |
31.88 |
97.08 |
31.29 |
97.1 |
|
9. Внепроизводственные расходы (3% от производственной себестоимости) |
0.95 |
2.91 |
0.94 |
2.91 |
|
10. Итого полная себестоимость |
32.83 |
100 |
32.23 |
100 |

Диаграмма 5.3 – Величина и структуризация для универсального станка.

Диаграмма 5.4 – Величина и структуризация для автоматизированного станка.
5.5.1 Расчет цены изделия
Тн Планируемая величина прибыли составляет 30%. Поэтому прибыль с каждой единицы продукции (Пед.) рассчитывается по формуле:
 (5.47)
(5.47)
где Сполн. – полная себестоимость продукции, руб.

Тогда оптовая цена предприятия (Цопт.предпр.) рассчитывается по формуле:
 (5.48)
(5.48)

Оптовая цена промышленности рассчитывается по формуле:
 (5.49)
(5.49)
где НДС – налог на добавленную стоимость, руб.
Нприб. – налог на прибыль, руб.
Налог на добавленную стоимость составляет 18%.
 (5.50)
(5.50)

Налог на прибыль составляет 22%.
 (5.51)
(5.51)


Розничная цена единицы продукции рассчитывается по формуле:
 (5.52)
(5.52)
где Тн – торговая надбавка предприятий торговли, руб.
Торговая надбавка составляет 5%, поэтому:
 (5.53)
(5.53)


Результаты расчетов сведем в таблицу 5.5.
Таблица 5.5 – Данные расчета цены изделия.
|
Наименование показателя |
Для универсального станка |
Для автоматизированного станка (ЧПУ) |
|
1. Планируемая величина прибыли |
14.09 |
14.18 |
|
2. Оптовая цена предприятия |
61.06 |
61.45 |
|
3. Оптовая цена промышленности |
75.15 |
75.63 |
|
4. Розничная цена |
78.91 |
79.41 |
5.6 Расчет экономического эффекта
Годовой экономический эффект от применения новых технологических процессов, механизации и автоматизации производства, способов организации производства и труда, обеспечивающих экономию производственных ресурсов при выпуске одной и той же продукции определяют как разность приведенных затрат на её производство, с помощью базовой и новой технологии.
 (5.54)
(5.54)
где С1,С2 – себестоимость единицы продукции, изготовленной на универсальном и автоматизированном станках, руб.
К1,К2 – стоимость универсального и автоматизированного станка, руб.
Eн– нормативный коэффициент сравнительной эффективности, показывающий размер ежегодного возмещения затрат.
Принимаем Eн=0.15

 (5.55)
(5.55)

Внедрение станка с ЧПУ экономически эффективно. Условно-годовая экономия составила 12000 руб., но эффективность с учетом капитальных вложений нет, т.к. снижение трудоемкости с 3.2 мин до 2.46 мин и экономия заработной платы не позволили перекрыть удорожание стоимости станков сумме 300000 рублей (850000-550000). При увелечении программы выпуска и увеличении фссортимента выпускаемых изделий экономический эффект будет больше.
Заключение
На основании проведенных исследовании следует сделать ряд выводов об экономической эффективности применения автоматизированного станка. Одним из показателей оценки материально-технической базы является соотношение между использованием универсального станка и автоматизированного. Использование достижений научно-технического прогресса, внедрение новых технологий и техники, электронизация, компьютеризация, роботизация способствуют существенному изменению соотношения в структуре основных фондов в пользу автоматизированного станка. Основными путями дальнейшего повышения эффективности производства в хозяйстве могут являться в основном методы организации, направленные на устранение различного рода потерь и сокращения производственных расходов, повышение производительности труда, изыскание средств для приобретения дополнительного количества техники, используемой при производстве продукции.
На основании расчетов приведенных в разделе 5.1 мы приняли 1 универсальный станок и 1 автоматизированный станок. Коэффициент загрузки универсального станка составил 0.64, а автоматического 0.49. Амортизационные отчисления для универсального станка составляют 1.83 руб, а для автоматизированного 2.12 руб, что говорит об экономической эффективности универсального станка. Из показаний расчетов приведенных в разделе 5.3 мы приняли по одному рабочему для универсального станка и станка с ЧПУ. Загрузка основных рабочих для универсальных станка составит 100%, а для станка с ЧПУ78%. Из приведенных расчетов раздела 5.4 становится ясно, что сдельная оплата труда составит для рабочего на универсальном станке 12400 руб., а для рабочего на автоматизированном станке 8200 руб. Себестоимость продукции изготовленной на универсальном станке составит 32.83 руб, на автоматизированном 32.23 руб.
Из данного заключения следует сделать вывод, что для мелкосерийного и среднесерийного производства эффективней использовать универсальный станок, т.к. продукция выпускаемая им в данном производстве будет иметь меньшую себестоимость. Станок с УЧПУ будет наиболее эффективен и выгоден в крупносерийном и массовом производствах.
Список литературы
1.
Макаров
И.М., Монский Б.М. «Линейные автоматические системы» - М. Машиностроение,
2. Клюев А.С. «Автоматическое регулирование» - М. «Энергия» 1973г.
3. Абалкин Л. Логика экономического роста. – М.: ИЭ РАН, 2003.
4. Юревич Е.Н. «Теория автоматического управления» - Л, «Энергия» 1975г.
5. А.С. Пелих. «Экономика предприятия и отрасли промышленности» Серия «Учебники, учебные пособия» 4-е издание, перераб. и доп. – Ростов –на – Дону : «Феникс», 2005 – 544с.
6. Т.Е. Коростелева «Экономика, организация и планирование машиностроительного производства.» Учебники для машиностроительных техникумов. 3 – е изд., прераб. и доп. – М. : Высшая школа, 2004. – 488с.
7. Экономика предприятия. Учебник. Под ред. проф. В.Я. Горфинкеля и проф. Е.М. Купрякова. М:. ЮНИТИ, 1996.
8. И.И. Пляскин. Сборник задач по курсу «Экономика, организация и планирование машиностроительного производства». Учебное пособие для машиностроительных техникумов: М.: Машиностроение, 2004. – 256с.
9. Л.Н. Чечевицина «Микроэкономика». – Ростов – на – Дону: из – во «Феникс»,2005. – 384с
10. Экономика предприятия: Учебник для вузов. 15-е изд. Ширенбек Х. 2004 г.
11. Титешина Т.И., Федоров В.Б. «Токарные станки и работа на них» - М.: Машиностроение, 1990. – 144с.
12. Оглоблин А.Н. «Основы токарного дела» - М. 1995
13. Белоруссов Н. И. – «Электрические кабели, провода и шнуры» - Ростов на Дону, 2000г.
14. Аукуционек С., Батяева А. Российские предприятия в рыночной экономике: ожидания и действительность. – М.: Наука, 2000.