Производство ламинорованной ДВП
| Загрузить архив: | |
| Файл: ref-26612.zip (795kb [zip], Скачиваний: 97) скачать |
Министерство образования и науки Российской Федерации
Казанский Государственный Технологический Университет
Кафедра: Химии и технологии гетерогенных систем
Производство ламинированного ДВП.
(Курсовая работа)
Работу выполнил: студент гр.1131-82 Дёмин Е.В.
Работу проверил доцент: Максимов Л.Н.
Казань,2006
СОДЕРЖАНИЕ
Введение…………………………………….……………………………………..4
1.Характеристика изделия………………..…………………………………………5
1.1.Классификация………....………………………………………………….…..5
1.2.Характеристика древесноволокнистых плит……………….….………….5
2.Технология производства древесноволокнистых плит……………………….9
2.1.Мокрый способ…………………………………………………………...…9
2.1.1.Приготовление технологической щепы………………………………..9
2.1.2.Приготовление древесноволокнистой массы…………………….…….9
2.1.3.Формирование древесноволокнистых ковров………………………….12
2.1.4.Горячее прессование древесноволокнистых плит……………………...12
2.1.5.Термическая обработка древесноволокнистых плит………………….12
2.1.6.Увлажнение и форматная резка древесноволокнистых плит…………13
2.1.7.Изготовление плит с поверхностными слоями из тонкоразмолотой массы……………………………………………………….13
2.1.8.Пропитка древесноволокнистых плит…………………………………13
2.1.9.Особенности технологии производства мягких плит…………………14
2.2.Сухой способ……………………………………………………………….15
2.2.1.Приготовление технологической щепы………………………………...15
2.2.2.Размол щепы на волокно……………………………………………….15
2.2.3.Введение смолы и парафина………………………………………..16
2.2.4.Сушка древесного волокна…………………………………………...16
2.2.5.Формирование древесноволокнистого ковра…………………………..17
2.2.6.Послепрессовая обработка плит………………………………………18
3.Напрессовка на плиты синтетических плёнок…………………………….18
3.1.1.Технические требования на бумагу-основу и бумагу с печатным рисунком…………………………………………………………………………….18
3.1.2.Смолы пропиточные меламиноформальдегидные……………………...19
3.1.3.Хранение и транспортировка………………………………………….19
3.1.4.Технические требования к декоративным бумагам, пропитанным меламиноформальдегидной смолой………………………………………….…19
3.2.Технология изготовления декоративных бумажносмоляных пленок......20
3.2.1.Характеристика изготавливаемой продукции………………………..20
3.2.2.Технологический процесс………………………………………………20
3.2.3.Транспортировка и хранение пленки…………………………………22
3.3.Технологический процесс облицовывания……………………………….22
3.3.1.Технологический процесс облицовывания плит пленками……………22
4.Наклеивание на плиты бумажнослоистого пластика, шпона……………...23
4.1.Наклеивание декоративного бумажнослоистого пластика в горячих гидравлических прессах………………………………………………………….23
4.2.Холодный способ приклеивания декоративного бумажнослоистого пластика к древесноволокнистой плите…………………………………………..24
4.3.Отделка древесноволокнистых плит шпоном ценных пород древесины (холодным и горячим способами)……………………………………………...26
4.4.Приготовление клея……………………………………………………….26
4.5.Облицовывание шпоном в многопролетных прессах………………………26
4.6.Дефекты при облицовывании плит шпоном, их причины и способы устранения…………………………………………………………………………26
4.7.Отделка древесноволокнистых плит тканями и стеклотканями………..27
4.8.Напрессовка термопластичных пленок……………………………………...28
5.Применение древесноволокнистых плит………………………………….…..30
5.1.Строительство……………………………………………………………….30
5.2.Производство мебели………………………………………………….…....32
5.3.Машиностроение, радио- и электротехническая промышленность…....32
5.4.Тара и упаковка…………………………………………………………....32
5.5.Прочие потребители…………………………………………………………...33
6.Технические требования………………………………………………………..33
Общая схема технологического процесса производства
древесноволокнистых плит…………………………………………………….…35
Технологическая схема производства твёрдых и сверхтвёрдых плит…….…...36
Технологическая схема производства древесноволокнистых плит
сухим способом на оборудовании фирмы «Бизон»……………………..……….37
Заключение……………………………………………………………..….……….38
Список литературы………………………………………………………….……..39
ВВЕДЕНИЕ
Древесноволокнистые плиты нашли широкое применение в различных отраслях народного хозяйства. Они являются качественным строительным листовым конструкционным материалом, имеющим однородное строение, большие размеры при незначительной массе и необходимую прочность. Плиты легко поддаются механической и ручной обработке, а также различной отделке.
Основным сырьём для производства древесноволокнистых плит служат древесные отходы, а также низкокачественная древесина.
В нашей стране, занимающей первое место в мире по заготовке и вывозке леса, несмотря на рост эффективности использования древесины, объём неиспользованных отходов и низкокачественной древесины составляет десятки миллионов кубических метров.
Использование плит в строительстве повышает индустриализацию строительных работ и сокращает трудовые затраты. Применение плит в мебельном производстве обеспечивает экономию трудовых затрат и позволяет сократить потребление более дорогих и дефицитных материалов.
Расчётами
установлено, что 1 млн. м² древесноволокнистых плит заменяет в народном
хозяйстве
Промышленное
производство древесноволокнистых плит впервые было начато в США в
1.Характеристика изделия.
1.1.Классификация.
Древесноволокнистая плита — листовой материал, изготовленный из переплетенных между собой и сформированных в ковер влажных или сухих древесных волокон посредством сушки или горячего прессования. В процессе производства в древесноволокнистую массу могут вводиться различные химические добавки для улучшения потребительских свойств плит.
Древесноволокнистые плиты классифицируются:
1)по объемной массе и прочности на изгиб: мягкие М-4, М-12, М-20; полутвердые ПТ-100, твердые Т-350, Т-400; сверхтвердые Т-500 (цифрами обозначается минимальная величина предела прочности плит при изгибе);
2)по видам отделки: облицованные, одна или обе поверхности которых облицованы листовыми или пленочными материалами; окрашенные — с лакокрасочным покрытием, нанесенным в заводских условиях на одну или обе поверхности;
3)по видам технических свойств: биостойкие; огнестойкие; влагостойкие; звукопоглощающие;
4)по рельефу поверхностей: профилированные, одной или обеим поверхностям которых придан рельеф в процессе прессования, штамповки или последующей механической обработки;
5)по способу производства: односторонней гладкости, в процессе горячего прессования которых образуется одна гладкая поверхность, а другая сетчатая (мокрый или полусухой способ производства), двусторонней гладкости, в процессе горячего прессования которых обе поверхности приобретают гладкий вид (сухой способ производства).
1.2.Характеристика древесноволокнистых плит.
Мягкие плиты(рис.1, а)
состоят из переплетенных волокон древесины или других лигноцеллюлозных
волокон, образующих войлокообразный ковер. Эти плиты имеют большую пористость и
обладают малой тепло- и
звукопроводностью. Наиболее пористые мягкие плиты М-4 с плотностью до 150 кг/м3 по
своим теплоизоляционным показателям сходны с пробкой. Они имеют коэффициент теплопроводности не более 0,047
ккал/м-град-ч (за счет малой плотности и большой пористости) и предел прочности при изгибе не менее 4 кгс/см2. Такие
плиты принято называть сверхпористыми. Обычные мягкие плиты М-12 изготовляются толщиной 12; 16 и 25+
Мягкие
плиты М-20 (изоляционно-отделочные) изготовляют толщиной 8; 12 и ±
Размеры мягких плит: длина
1200; 1600; 1800; 2500; 2700 и 3000± производится прессование с обогревом.
производится прессование с обогревом.

Полутвердые
плитыпредставляют собой листовой материал плотностью 400—800 кг/м3 и
пределом прочности при изгибе не менее 100 кгс/см2 (типа толстого картона); они вырабатываются толщиной 6; 8 и 12+
Твердые плиты(рис. 1, б)
имеют плотность не менее 850 кг/м3, предел прочности при изгибе не менее
400 кгс/см2 и толщину 2,5; 3,2; 4; 5 и 6+
Сверхтвердые плитыимеют плотность не
менее 950 кг/м3, предел прочности
при изгибе не менее 500 кгс/см2 и толщину 2,5; 3,2; 4; 5 и 6+
Размеры
полутвердых, твердых и сверхтвердых плит: ширина 1000; 1200; 1220; 1600; 1700; 1800; 1830 и 2140±
Сверхтвердые плиты, применяемые для покрытия полов, в процессе производства окрашивают или грунтуют под окраску с лицевой поверхности. Окраска позволяет быстро отличить их от твердых и полутвердых плит, а также сократить лишнюю операцию по грунтованию плит на строительстве.
Плиты древесноволокнистые твердые с окрашенной поверхностьюпокрывают эмалями или облицовывают синтетической пленкой с подслоем бумаги, имитирующей текстуру ценных пород древесины, или других рисунков. Существует несколько видов этих плит.
Плиты типа А полутвердые и твердые, покрытые водоэмульсионными поливинилацетатными красками с матовой поверхностью, предназначены для облицовки — отделки стен и потолков жилых и служебных помещений.
Плиты типа Б, имеющие глянцевитую поверхность, покрыты эмалями МЧ13, ПФ-115 и предназначены для отделки кухонь, торговых и медицинских помещений. Плиты типа Б рустованные могут быть покрыты эмалью с имитацией поверхности под керамическую облицовочную плитку. Их применяют для отделки санузлов, ванных комнат и других помещений с повышенной влажностью.
Плиты также покрывают прозрачным лаком по нанесенному рисунку, имитирующему породы дорогостоящей древесины, или синтетической пленкой по бумаге с имитацией рисунка ценных пород древесины и других рисунков. Эти плиты предназначены для отделки служебных помещений, панелей стен, для изготовления мебели, отделки вагонов, автобусов, автомобилей.
Помимо указанных видов плит, изготовляют специальные плиты путем обработки их на станках. У мягких М-20 или твердых плит для стыкования их делают фаски под углом 45°. Плиты могут изготовляться с утоненными кромками, с выбранными четвертями и фасками и иметь с одной стороны шпунт, а с другой — гребень. Применение плит с такой обработкой позволяет отделать поверхности стен наиболее простым способом — с открытым швом без заполнения зазора между плитами. Головки крепежных гвоздей при обработке остаются скрытыми.
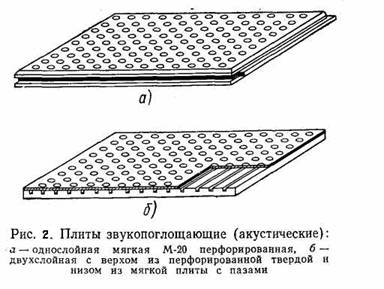 Звукопоглощающие (акустические)
плитыизготовляют из мягких М-12 и М-20 и твердых Т-350 и Т-400 древесноволокнистых плит. Звукопоглощающие древесноволокнистые плиты, изготовляемые по МРТУ 7-18—67, подразделяют на три типа.
Звукопоглощающие (акустические)
плитыизготовляют из мягких М-12 и М-20 и твердых Т-350 и Т-400 древесноволокнистых плит. Звукопоглощающие древесноволокнистые плиты, изготовляемые по МРТУ 7-18—67, подразделяют на три типа.
Тип А — однослойные толщиной 12,5 и
Тип Б—двухслойные
(рис. 2, б) толщиной 16,5 и
Тип В — однослойные со сквозной круглой или щелевидной перфорацией из твердых древесноволокнистых плит
толщиной 3,2 —
Лицевые поверхности звукопоглощающих плит должны быть равномерно покрашены светоустойчивыми красками светлых тонов, и иметь ровную поверхность без царапин, впадин, выпуклостей и прочих повреждений.
Размеры плит:
типа А с несквозной круглой перфорацией — 300X300+
 Волокнисто-стружечные плиты(рис. 3) состоят из переплетенного древесного волокна с содержанием
до 50% древесной стружки. Для придания им
водостойкости и прочности добавляют специальные
составы (парафин и смолу). Волокнисто-стружечные плиты разделяют на полутвердые, твердые и сверхтвердые. Полутвердые и твердые термообработанные волокнисто-стружечные
плиты без связующих используют в качестве листового материала в конструкциях и изделиях, защищенных от
увлажнения. Полу-. твердые плиты
имеют плотность не менее 600 кг/м3, предел прочности при изгибе не менее 100 кгс/см2,
водопоглощение за 24 ч не более 40% и
набухание не более 25%. Твердые плиты имеют плотность не менее 800 кг/м3,
предел прочности при изгибе — не менее
200 кгс/см2, водопоглощение за 24 ч — не более 30% и набухание — не более 20%.
Волокнисто-стружечные плиты(рис. 3) состоят из переплетенного древесного волокна с содержанием
до 50% древесной стружки. Для придания им
водостойкости и прочности добавляют специальные
составы (парафин и смолу). Волокнисто-стружечные плиты разделяют на полутвердые, твердые и сверхтвердые. Полутвердые и твердые термообработанные волокнисто-стружечные
плиты без связующих используют в качестве листового материала в конструкциях и изделиях, защищенных от
увлажнения. Полу-. твердые плиты
имеют плотность не менее 600 кг/м3, предел прочности при изгибе не менее 100 кгс/см2,
водопоглощение за 24 ч не более 40% и
набухание не более 25%. Твердые плиты имеют плотность не менее 800 кг/м3,
предел прочности при изгибе — не менее
200 кгс/см2, водопоглощение за 24 ч — не более 30% и набухание — не более 20%.
Сверхтвердые плиты, пропитанные синтетическими водостойкими смолами или высыхающими маслами с последующей термической обработкой, применяют для изделий с повышенной прочностью и влагостойкостью. Эти плиты имеют плотность не менее 900 кг/м3, предел прочности при изгибе не менее 400 кгс/см2, водопоглощение за 24 ч не более 20% и набухание не более 15%. Плиты имеют красивую фактуру, поэтому они могут быть использованы для декоративной отделки помещений.
2.Технология производства древесноволокнистых плит.
Технологический процесс производства древесноволокнистых плит включает: приём, складирование и подготовку древесного сырья, получение древесных волокон, приём и складирование химикатов, приготовление проклеивающих составов, проклейку волокнистой массы, формирование ковра, горячее прессование или сушку, термообработку и увлажнение плит, форматную резку и складирование.
Способ производства определяется условием формирования ковра (М-мокрый, с применением сетки для удаления воды; С – сухой, в воздушной среде) и прессование плит (М – мокрый, с применением сетки для удаления воды; С-сухой, в воздушной среде). В мировой практике принята следующая классификация способов производства древесноволокнистых плит: мокрое – мокрое формирование ковра, мокрое прессование; сухой – сухое формирование ковра, сухое прессование; мокро-сухой – мокрое формирование ковра, сухое прессование; полусухой – сухое формирование ковра, мокрое прессование.
2.1.Мокрый способ.
2.1.1.Приготовление технологической щепы. Фракционный состав щепы, используемой в производстве древесноволокнистых плит, содержание в ней коры и гнили должны соответствовать требованиям ГОСТ 15815—70.
Щепу от рубильных машин через циклон подают на сортировочные машины. Крупная фракция щепы доизмельчается в дезинтеграторах. Мелочь, прошедшая через нижнее сито, удаляется из отделения приготовления щепы ленточным конвейером или пневмотранспортом. Кондиционная щепа после сортировочных машин подается в бункер запаса. Объем бункера запаса должен быть рассчитан на 3-сменную работу дефибраторов.
Перед размолом кондиционная щепа очищается от минеральных примесей в гидромойках, металлические включения отделяются в металлоулавлива-телях. Кондиционная щепа, очищенная от минеральных примесей и металлических включений, системой конвейеров подается в бункеры размольных агрегатов.
2.1.2.Приготовление древесноволокнистой массы.Для пропарки щепы в камеры дефибраторов подают насыщенный пар под давлением от 0,8 до 1,2 МПА с температурой170—190 ºС.
Продолжительность пропарки подбирают в зависимости от породы древесины, качества щепы и параметров применяемого пара. Если пар имеет низкие параметры, пропарка увеличивается. Уменьшение температуры греющего пара на 10 °С должно компенсироваться увеличением продолжительности пропарки примерно в 2 раза. Существуют две схемы выгрузки массы из дефибраторов:
1)дефибратор — циклон — желоб винтового конвейера, где массу разбавляют оборотной водой до 4 %-ной концентрации, и далее направляют в бассейн перед вторичным размолом или подают непосредственно в рафинатор;
2)дефибратор — рафинатор для вторичного размола массы при концентрации более 6 %, что позволяет повысить эффективность вторичного размола, но при этом несколько увеличивается расход пара на размол.
Большое значение имеет выбор градуса помола волокна, особенно при лиственном породном составе сырья. Обоснованием для выбора нужной степени размола может служить график на рис. 4.

Проклеивание древесноволокнистой массы выполняют для повышения гидрофобных свойств плит. В качестве гидрофобизирующих добавок используют главным образом парафин, гач и церезииовую композицию. Введение в массу гидрофобизирующих добавок предотвращает также прилипание пучков волокон к поверхности глянцевых листов пресса и плит к транспортным сеткам.
Для осаждения и закрепления клеевых частиц на волокнах используют в основном сернокислый глинозем, алюмокалиевые квасцы и серную кислоту.
Порядок приготовления гидрофобных эмульсий по вышеперечисленным рецептурам следующий.
Рецептура 1 (на основе парафина): в плавильник загружают парафин для полного его расплавления. Параллельно с этим в эмульгатор заливают горячую воду, пускают мешалку, загружают в эмульгатор концентрат сульфитно-спиртовой барды и перемешивают до полного растворения. После полного растворения концентрата в эмульгатор подают расплавленный парафин. Эмульгирование проводят в течение 1,5—2,5 ч до получения устойчивой эмульсии.
Рецептура 2 (на основе гача): в плавильник загружают гач для полного его расплавления. Параллельно с этим в эмульгатор заливают горячую воду, пускают мешалку и загружают концентрат сульфитно-спиртовой барды и каустическую соду и перемешивают до полного растворения. После, полного растворения эмульгирующих добавок в эмульгатор подают расплавленный гач. Эмульгирование ведут в течение 2—2,5 ч до получения устойчивой эмульсии.
Рецептура 3 (на основе гача): в плавильник загружают гач для полного его расплавления. В эмульгатор заливают горячую воду, пускают мешалку, подают расплавленный гач, смесь перемешивают 10—15 мин. Затем в эмульгатор заливают расплавленную жирную кислоту и смесь перемешивают еще 15 мин. После этого равномерно заливают аммиак и ведут процесс эмульгирования в течение 2—2,5 ч до получения устойчивой эмульсии.
При неготовности эмульсии в эмульгатор добавляют в незначительном количестве эмульгирующие вещества и продолжают процесс эмульгирования до полной готовности.
Приготовленную эмульсию разбавляют горячей водой до требуемой концентрации и перекачивают в расходный бак. Для исключения попадания крупных инородных частиц эмульсию перед поступлением в расходный бак фильтруют через сетку № 10.
Растворы-осадители приготовляют следующим образом. Для приготовления раствора серной кислоты в бак из кислотостойкого материала подают дозированное количество холодной воды. Сюда же через мерник заливают концентрированную серную кислоту и включают мешалку. Содержимое перемешивают около 10—15 мин. Готовый раствор серной кислоты перекачивают в бак хранения из кислотостойкого материала.
Для приготовления раствора сернокислого глинозема (квасцов) в бак из кислотостойкого материала заливают воду с температурой 60—80 °С, после чего включают мешалку и загружают предварительно измельченный глинозем (квасцы). Перемешивание ведут до полного растворения глинозема (квасцов). Раствор сливают через сетку в бак хранения, куда добавляют холодную воду для получения рабочего раствора осадителя требуемой концентрации.
Для обеспечения прочностных показателей плит по ГОСТ 4598—74 в условиях переработки сырья с содержанием лиственных пород более 30 % применяют упрочняющие добавки (синтетическая фенолоформальдегидная смола, альбуминовый клей и др.). Для осаждения на волокнах альбуминового клея используют серную кислоту, сернокислый глинозем, квасцы; для осаждения на волокнах фенолформальдегидной смолы — серную кислоту.
Введение в древесноволокнистую массу гидрофобных эмульсий, упрочняющих добавок и растворов осадителей осуществляют через дозаторы в ящик проклеивания или в смесительный насос. Древесноволокнистую массу после смешения с гидрофобной эмульсией, упрочняющей добавкой и осадителем, доведения ее до требуемой концентрации направляют в напускной ящик отливной машины.
Дозировка гидрофобных и упрочняющих веществ зависит от марок выпускаемых плит, применяемого породного состава сырья, используемых добавок, расхода свежей воды, режимов производства и других факторов.
Концентрация массы в ящике проклеивания от 1,8 до 2,4 % Для любого соотношения породного состава сырья. Температура массы не более 60 °С, рН массы до введения гидрофобных и упрочняющих добавок 4,7—5,5 для любого соотношения породного состава сырья.
2.1.3.Формирование древесноволокнистых ковров.Древесноволокнистый ковер формируют на отливных машинах. Формирование древесноволокнистого ковра производят на бесконечных сетках № 8 или № 10 из фосфористой бронзы или на сетках № 6 или № 8 из моноволокна.
На регистровой части отливной машины происходит обезвоживание ковра под действием гидростатического напора массы. Равномерному распределению волокон в структурной сетке ковра способствует расположенная над слоем массы вибрирующая планка, установленная в 1,5—2,5 м от напускного ящика. После регистровой части удаление воды из пор ковра производится принудительно при помощи отсасывающих и отжимающих устройств машины. Толщина ковра после отливной машины обычно в 5—7 раз больше толщины готовой плиты. Ковер разрезается на полотна, которые по длине и ширине превышают чистообрезные размеры готовой плиты на 30—60 мм.
2.1.4.Горячее прессование древесноволокнистых плит.Горячее прессование обеспечивает превращение ковра в древесноволокнистую плиту. В первой фазе цикла прессования («отжим») после смыкания нагревательных плит пресса под воздействием повышающегося удельного давления и температуры из волокнистого ковра отжимается вода, а сам ковер, прогреваясь, уплотняется. Во второй фазе цикла прессования («сушка») плиты выдерживают в прессе при пониженном удельном давлении, что обеспечивает эффективное удаление испаряемой влаги. В заключительной фазе цикла прессования («закалка») при максимальном удельном давлении и температуре продолжается дальнейшее уплотнение плиты, что обеспечивает ее высокие., физико-механические свойства.
Прессование древесноволокнистых плит в зависимости от условий производства иногда осуществляют и без подъема давления на фазе «закалка».
Режимы горячего прессования плит определяются основными технологическими факторами и их взаимодействием. Максимальное удельное давление определяется наибольшей величиной отжима ковра, а для получения необходимой плотности плиты достаточно 1—1,2 МПа.
2.1.5.Термическая обработка древесноволокнистых плит предназначена для улучшения их прочностных и гидрофобных свойств. Продолжительность процесса термообработки может быть сокращена при одновременном увеличении температуры и скорости циркулирующего воздуха, что позволяет снизить возможность возникновения местных перегревов плит и накопления выделяющихся газообразных веществ.
2.1.6.Увлажнение и форматная резка древесноволокнистых плит.Для придания формоустойчивости плиты увлажняют и подвергают акклиматизации. Для стабилизации температурного режима и улучшения качественных показателей плит необходимо производить охлаждение плит перед увлажнением. После камер увлажнения или увлажнительных машин плиты подает на форматно-обрезной станок для обрезки кромок и продольно-поперечной резки. Готовые плиты выдерживают на ровных поддонах не менее 24 ч.
Для повышения эффективности увлажнения на увлажнительных машинах рекомендуется установка на машине дополнительных спрысков для двустороннего нанесения воды. Увлажненные плиты подвергаются акклиматизации.
2.1.7.Изготовление плит с поверхностными слоями из тонкоразмолотой массы. Улучшают качество поверхности твердых древесноволокнистых плит за счет использования тонкоразмолотой массы, вводя в технологический процесс следующие операции: отбор древесноволокнистой массы из бассейна рафинаторной массы и направление ее в количестве 10—12 °/о от общего объема массы в размольный агрегат 3-й ступени помола; размол рафинаторной древесноволокнистой массы для поверхностных слоев в дисковой мельнице МД-14; промежуточное хранение тонкоразмолотой древесноволокнистой массы в отдельном бассейне, оснащенном мешалкой, и вместимостью не менее 40—50 м3 для одной технологической линии производительностью 10 млн. м2 плит в год; проклейка тонкоразмолотой массы в самостоятельном ящике непрерывной проклейки; налив массы на древесноволокнистый ковер с помощью специальных устройств.
Тонкоразмолотую массу направляют в бассейн, где ее разбавляют оборотной водой до концентрации 1,5—2 %. Из бассейна она поступает в ящик непрерывной проклейки. На выходе из ящика непрерывной проклейки массу разбавляют оборотной водой до концентрации 0,8—1 %, после чего она по массопроводу самотеком поступает в два наливных устройства, установленные последовательно на отливной машине. Первое наливное устройство должно быть установлено над первым отсасывающим ящиком, второе — над вторым по ходу отливной машины. Для усиления обезвоживающей способности отливной машины на ней необходимо установить взамен последних по ходу машины регистровых валиков четвертое (дополнительное) отсасывающее устройство.
Технологические параметры горячего прессования древесноволокнистых плит с поверхностными слоями из тонкоразмолотой массы не требуют какой-либо корректировки.
2.1.8.Пропитка древесноволокнистых плит. Для придания твердым древесноволокнистым плитам повышенной механической прочности и водостойкости применяют пропитывание плит после горячего прессования высыхающими маслами. Для пропитывания используют состав из 93,5 % таллового масла и 6,5 % сиккатива свинцово-марганцевого масляного или состав из 40 % таллового масла и 60 % льняного масла.
Перед масляной ванной сеточную сторону плит очищают щетками от крупных волокон и нагара. После пропитывания древесноволокнистые плиты направляют на термообработку в камеру. Пропитка обеспечивает получение сверхтвердых плит.
2.1.9.Особенности технологии производства мягких плит.Процессы подготовки сырья и приготовления древесноволокнистой массы принципиально ничем не отличаются от соответствующих процессов производства твердых плит. Однако степень размола массы для мягких плит более высокая, чем для твердых и полутвердых плит, поэтому часто применяется 3-я ступень размола.
Для получения повышенной степени размола массы рекомендуют применять большие значения температуры пропарки и давления гидроприжима дисков.
Для проклеивания древесноволокнистой массы используют парафин, гач, церезиновую композицию и кубовые остатки синтетических жирных кислот в виде эмульсий. Осаждение гидрофобных частиц на волокнах производят серной кислотой, сернокислым глиноземом и др.
Для придания мягким древесноволокнистым плитам биостойких свойств используют пентахлорфенолят натрия, анилид салициловой кислоты, кремнефтористый аммоний, препарат ББК-3 и др. Рецептуры приготовления гидрофобных эмульсий аналогичны рецептурам, применяемым для твердых плит. При приготовлении раствора кремнефтористого аммония в бак загружают кристаллический порошок кремнефтористого аммония. Сюда же добавляют горячую воду с температурой 60 °С. После перемешивания в течение 30 мин смесь разбавляют горячей водой до концентрации 5 % Готовую смесь через сетку № 10 сливают в расходный бак.
При приготовлении раствора салициланилида в бак загружают каустическую соду. Затем заливают горячую воду с температурой 90 °С и засыпают порошок салициланилида. Смесь перемешивают 30 мин. Готовый раствор через сетку № 10 сливают в расходный бак.
При приготовлении раствора пентахлорфенолята натрия в бак загружают пентахлорфенолят натрия. Затем заливают горячую воду с температурой 50 °С. Смесь перемешивают 15—20 мин. Готовый раствор сливают через сетку № 10 в расходный бак.
При приготовлении раствора ББК-3 бак заполняют наполовину водой с температурой 50—60 °С и загружают расчетное количество компонентов препарата. Смесь перемешивают 10—15 мин, после чего добавляют остальное количество воды при работающей мешалке, и готовый раствор через сетку № 10 сливают в расходный бак.
Технологическая схема введения в древесноволокнистый ковер антисептика предусматривает наличие специальной установки, включающей: устройство по пропитке ковра сверху; устройство по пропитке ковра с сеточной стороны; устройство для сбора подсеточных вод с антисептиком, отходящих с прессовой части отливной машины.
Принцип действия установки заключается в том, что ковер с верхней и нижней сторон обрабатывают раствором антисептика с таким расчетом, чтобы происходила сквозная его пропитка. При этом подается такое количество раствора, которое обеспечивает проникновение антисептика сверху на 70—80 % и снизу на 20—30 % толщины ковра.
Устройство по пропитке ковра сверху устанавливают в начале отсасывающей части отливной машины, по пропитке снизу — перед вторым мокрым прессом.
В процессе сушки древесноволокнистые ковры превращаются в конечный продукт — мягкие древесноволокнистые плиты. Процесс сушки включает следующие операции: загрузку ковров, собственно сушку, охлаждение и выгрузку плит. Влажность и температура воздуха постепенно меняются по зонам сушилки. Средняя скорость продвижения плит вдоль сушилки составляет от 0,2 до 0,6 м/мин.
После сушки и охлаждения мягкие древесноволокнистые плиты поступают на форматно-обрезной станок. Разрезанные по формату плиты сортируют, укладывают в стопы на поддоны и отвозят в специальное оборудованное складское помещение.
2.2.Сухой способ.
Технология на оборудовании фирмы «Бизон»
Технологический процесс производства древесноволокнистых плит на оборудовании фирмы «Бизон» включает следующие основные операции: прием, складирование и подачу сырья в производство; приготовление технологической щепы; размол щепы на волокно; введение смолы и парафина; сушку волокна; формирование древесноволокнистого ковра; горячее прессование; послепрессовую обработку плит.
Прием и складирование древесного сырья осуществляют как в круглом виде, так и в измельченном состоянии. На складах сырья преобладают пе-реместительные операции.
2.2.1.Приготовление технологической щепы. Размеры и фракционный состав щепы должны соответствовать требованиям ГОСТ 15815—70 применительно к целлюлозно-бумажному производству.
2.2.2.Размол щепы на волокно. Принята схема рафинерного размола с предварительной пропаркой щепы. Древесные волокна должны иметь наименьший разброс по размерам и влажности.
Частицы древесины после рафинерного размола имеют длину 0,4—5 мм, толщину 8—400 мкм. Помол волокна для наружных слоев плит должен быть не менее 350 ПВ (по прибору ВНИИдрева), для внутренних не менее 250 ПВ.
Технологические режимы производства древесноволокнистой массы
Для наруж- Для внутренних
них слоев слоев
Давление пара на пропарочно-размольной установке,МПа, 0,5/0,7 0,5/0,7
Продолжительность пропаривания щепы
в котле, мин 5—7 4/6
Зазор между размольными дисками, мм 1,3/1,5 1,5/2
Примечания: 1.В числителе — для хвойных пород, в знаменателе — для лиственных. 2.При использовании в качестве сырья смеси древесины хвойных и лиственных пород параметры пропарки и размола щепы устанавливают для преобладающей породы.
2.2.3.Введение смолы и парафина. Для улучшения прочностных показателей и водостойкости плит предусматривается введение в волокно связующих веществ и гидрофобных добавок.
В качестве связующего используется водорастворимая фенолформальде-гидная смола СФЖ-3014, отличающаяся от других смол небольшой вязкостью, низкой токсичностью и повышенной реакционной способностью (увеличенным содержанием метилольных групп). Для придания плитам гидрофобных свойств используются парафины любых марок или церезиновая композиция.
Смола разбавляется водой до концентрации 25 % и подается в массо-провод для выдува волокна из рафинера. Количество смолы регулируется изменением хода плунжера насоса.
Расплавленный парафин с температурой 80—90 ºС впрыскивается в щепу, поступающую в шаровые затворы пропарочно-размольных систем. Дозировка парафина 1—2 % к массе абс. сухого волокна.
2.2.4.Сушка древесного волокна.Влажность волокна после рафинера зависит от исходной влажности щепы и режимов пропаривания. Абсолютная влажность волокна после рафинера 60—120 %. Сушат волокно в две ступени. Сушилки первой ступени предназначены для отделения пара от волокна и удаления большей части свободной влаги, содержащейся в волокне. Во второй ступени (барабан «Бютнер») производится досушивание волокна до 6—8 %. Для обогрева воздуха в первой ступени сушилки применяют топочные агрегаты или паровые калориферы. Агентом сушки второй ступени служит смесь топочных газов с воздухом.
Волокно подается в сырой конец сушильного барабана, где смешивается с агентом сушки и транспортируется вдоль барабана по винтообразной траектории. Шаг потока изменяется поворотом направляющих лопаток, расположенных на входе агента сушки из канала в барабан. После сушильного барабана волокно вентилятором по воздуховоду направляется в циклон. Во время транспортировки продолжается сушка волокна и выравнивается влажность по объему. В циклоне высушенное волокно отделяется от агента сушки. Волокно через разгрузочный затвор поступает в пневмосистему для охлаждения и далее на формирование ковра.
2.2.5.Формирование древесноволокнистого ковра выполняют пять формующих головок. Ковер непрерывно настилается на движущуюся сетку. Интенсивное осаждение волокна на сетке, свойлачивание и уплотнение настилаемого ковра происходит с помощью вакуума, создаваемого вентиляторами под сеткой каждой формующей головки. Излишки волокна после формующих головок удаляются с поверхности ковра калибрующими валиками и возвращаются пневмотранспортом в циклоны над соответствующими формующими головками.
Продолжением формирующей машины служит ленточный предварительный пресс холодной подпрессовки, где высота ковра уменьшается примерно в 2,5 раза. Толщина ковра после подпрессовки 70—150 мм. После обрезки полотна должны иметь следующие размеры: минимальный 1750x5450 мм; максимальный 1980x5650 мм. На участке форматной обрезки установлен металлоискатель.
Ковры
толщиной более
За форпрессом расположен бракерный участок, где ковры с отклонениями по массе ±3 % или содержащие металлические включения сбрасываются в воронку, дробятся и пневмотранспортом удаляются из цеха. Кондиционные ковры после форпресса поступают на устройство околопрессовой механизации!
Прессование плит производится в гидравлическом 22-этажном прессе фирмы «Диффенбахер», оснащенном механизмом одновременного смыкания плит пресса. Кондиционные полотна по ленточным двухъярусным конвейерам поступают в загрузочную этажерку. Этажерка загружается при опускании и подъеме. После заполнения загрузочное устройство с коврами входит в просветы пресса и, достигнув крайнего положения, начинает двигаться обратно. В этот момент транспортные ленты загрузочного устройства приводятся в движение в обратном направлении. Ковры остаются на плитах пресса.
Плиты прессуют по с однократным подъемом давления до максимального значения, равного 6,5 МПа, кратковременной выдержки и ступенчатым сбросом давления до нуля. Сброс давления до Р должен быть не менее 30 с, что исключает повреждение плит выходящей из них парогазовой смесью и образование пузырей на поверхности.
Давление прессования в фазе сушка устанавливается на 0,8 – 1 МПА меньше, чем давление пара, соответствующее температуре прессования.
Из пресса древесноволокнистые плиты выталкиваются в разгрузочную этажерку, откуда по одной поступают на разгрузочный конвейер.
2.2.6.Послепрессовая обработка плит. Послепрессовая обработка древесноволокнистых плит включает предварительную обрезку кромок, кондиционирование, форматную обрезку по размерам, складирование плит. Плиты, направляемые на отделку, предварительно шлифуют без кондиционирования.
Древесноволокнистые плиты с помощью типпеля загружают в 88-полоч-ные этажерки и подают к камерам кондиционирования. Каждая камера имеет четыре зоны, в каждой из которых поддерживаются определенные температурно-влажностные параметры агента увлажнения: 1-я зона — выравнивание температуры плит, 2-я и 3-я зоны — увлажнение плит и 4-я зона — охлаждение плит. Одновременно в камере находятся 14 этажерок.
3.Напрессовка на плиты синтетических плёнок.
Перспективный способ отделки – метод напрессовки на древоволокнистую плиту бумажносмоляного покрытия. Для обеспечения качественной отделки древесноволокнистых плит необходимо, чтобы применяемые сырьевые материалы (плиты, бумага, смолы, краски, полированные листы и др.) строго соответствовалиследующим действующим стандартам и техническим условиям:
Древесноволокнистые плиты …………………………..……ГОСТ 4598—74
Бумаги декоративные с печатным рисунком ………….....ТУ 81-04-01—76,
ТУ 13-303—76
Пленки декоративные на основе бумаг, пропитанных меламиноформальдегидной смолой …………………………..ТУ 13-339—77
Пленки на основе бумаг, пропитанных фенолоформальдегид-
ной смолой ……………………………………………………..ТУ 13-343—77
Смолы пропиточные меламиноформальдегидные …………ТУ 13-340-—77,
ТУ 13-403—78
Поверхность
древесноволокнистых плит должна быть гладкая, закрытая, без вмятин, вырывов,
царапин, пятен от парафина, масел, хорошо отшлифована шкуркой 12—16. Толщина плит мокрого способа
производства 3, 4, 5,
3.1.1.Технические требования на бумагу-основу и бумагу с печатным рисунком. Бумага-основа и декоративные бумаги должны соответствовать ТУ 13-466—79 «Бумага декоративная с печатным рисунком».
3.1.2.Смолы пропиточные меламиноформальдегидные.Смолы пропиточные меламиноформальдегидные представляют собой водные растворы продуктов конденсации амидов с формальдегидом в присутствии модифицирующих добавок.
Смолы должны изготовляться по технологическим инструкциям, согласованным и утвержденным в установленном порядке.
3.1.3.Хранение и транспортировка. Пропиточные смолы хранят в емкостях, выполненных из материалов, обусловленных в разделе 2 ТУ 13-340—77 при 23±5° С.
Транспортные устройства должны обеспечивать в течение перевозки температурный режим хранения смолы 23±5 °С. Транспортировка пропиточной смолы не должна длиться более 10 ч.
Предприятие-изготовитель гарантирует соответствие пропиточных смол требованиям ТУ 13-340—77 при соблюдении потребителем условий транспортировки и хранения перечисленных в разделе 5 ТУ 13-340—77 в течение 8 сут. с момента изготовления.
3.1.4.Технические требования к декоративным бумагам, пропитанным меламиноформальдегидной смолой.
1. Для многоэтажныхпрессов. Материалы, используемые при изготовлении декоративных пленок, должны отвечать действующим стандартам и техническим условиям: бумага декоративная с печатным рисунком ТУ 13-466—79; бумага-основа для облицовочных материалов ОСТ 81-72—73; смола пропиточная меламиноформальдегидная ТУ 13-340—77.
Пленка может выпускаться в листах в
зависимости от размеров плит пресса длиной 3500, 5550+10 и шириной 1700, 1870,
2. Для одноэтажныхпрессов. Материалы, используемые при изготовлении пленок декоративных, должны отвечать действующим стандартам или техническим условиям: бумага декоративная с печатным рисунком ТУ 13-466—79, смола пропиточная меламиноформальдегидная СПМФ-6, СПМФ-7 ТУ 13-403—78.
Пленки
изготавливаются в листах в зависимости от размеров плит пресса. Пленки должны быть обрезаны
под прямым углом. Разность диагоналей по поверхности пленки не более
3.2.Технология изготовления декоративных бумажносмоляных пленок.
3.2.1.Характеристика изготавливаемой продукции. Бумажносмоляные пленки изготавливают из декоративной бумаги фоновой или с печатным рисунком массой 80—130 г/м2, пропитанной меламиноформальдегпдной смолой. Размеры и физико-механические характеристики бумажносмоляных пленок должны соответствовать требованиям ТУ 13-339—77 и ТУ 13-436—78. Ниже приведены показатели, обязательные для проверки перед использованием в производстве бумажносмоляных пленок:
бумага декоративная массой 80—130 г/м2 (ТУ 81-04-01—76, ТУ 13-466—79)—масса, разрывная прочность в сухом и влажном состоянии, капиллярная впитываемость, воздухопроницаемость;
смолы пропиточные меламиноформальдегидные СПМФ-1, СПМФ-4, СПМФ-5 (ТУ 13-340—77), СПМФ-6, СПМФ-7 (ТУ 13-403—78)—вязкость, рН, продолжительность отверждения, совместимость с водой, содержание сухих веществ, содержание свободного формальдегида, продолжительность поверхностной впитываемости.
3.2.2.Технологический процесс. Технологический процесс состоит из следующих операций: подготовка смолы; подготовка бумаги: пропитка и сушка бумаги, раскрой пленки; транспортировка и хранение пленки.
Подготовка смолы. Раствор пропиточной меламиноформальдегидной смолы из емкости для хранения насосом закачивается в расходные мерники, где приготовляют рабочий раствор.
Пропиточный раствор для декоративных пленок (ТУ 13-339—77), используемых в многопролетных прессах, приготовляют следующим образом. В расходный мерник при работающей мешалке и включенном обогреве добавляется катализатор отверждения (10 %-ный раствор муравьиной кислоты ГОСТ 5848—73) в количестве, необходимом для достижения продолжительности помутнения пропиточного раствора при 100 °С, 26—28 мин и 0,25 % (от массы закаченной смолы) поверхностно-активного вещества ОП-7 или ОП-10 (ГОСТ 8433—57, до 1.07.1981). После этого раствор перемешивают 10 мин.
Пропиточный раствор для декоративных пленок (ТУ 13-436—78), используемых в однопролетных прессах, приготовляют следующим образом. В расходный мерник при работающей мешалке и включенном обогреве добавляется катализатор отверждения (60 %-ный водный раствор паратолуолсульфокислоты) в количестве, необходимом для достижения длительности помутнения пропиточного раствора при 100 ºС, 12—15 мин, и 0,25 % (от массы закаченной смолы) поверхностно-активного вещества ОП-7 или ОП-10 (ГОСТ 8433—57). После этого раствор перемешивают 10—15 мин.
Приготовленный пропиточный раствор насосом перекачивается в пропиточную ванну. Уровень пропиточного раствора в ванне должен быть таким, чтобы бумажное полотно на участке ВС было полностью погружено в раствор смолы.
Подготовка бумаги. Рулон бумаги подается электропогрузчиком со склада хранения к разматывающему устройству пропиточно-сушильной установки. Бумага освобождается от упаковки, в сердечник рулона вставляется металлический шпиндель, и с помощью электропогрузчика рулон устанавливается на боковые опоры разматывающего устройства. Заправляют бумажное полотно в узел пропитки. После прохождения поддерживающего ролика свободный конец бумаги прикрепляется к заправочной рейке. Рейке с заправленным концом бумаги укладывается в захваты цепей пластинчатого конвейера и подается по направляющим в сушильную камеру. Скорость подачи бумаги при заправке 5—6 м/мин. Конвейер протягивает полотно бумаги через сушильную камеру. На выходе из сушильной камеры рейка снимается, конвейер останавливается, а полотно бумаги подается на тянущее роликовое устройство и в станок поперечной резки.
Пропитка и сушкабумаги, раскройпленки. Пропиточная ванна с рабочим раствором меламиноформальдегидной смолы поднимается на высоту, обеспечивающую контакт бумажного полотна на погружных валиках с раствором. Скорость движения бумажного полотна 5—6 м/мин. Регулирующий и дыхательный валики находятся при этом в крайнем нижнем положении. После прохождения бумажным полотном участка пенетрации визуально контролируют поверхностную впитываемость бумаги. Степень проникания раствора на лицевую сторону бумаги перед погружным валиком должна быть не менее 98 % площади бумажного полотна. При меньшем значении необходимо достигнуть его.
Регулируют содержание смолы в пленке, изменяя величину зазора дозирующих валов. Равномерность нанееения связующего по поверхности бумажносмоляного полотна обеспечивается разравнивающим роликом. Глубина погружения бумажного полотна на участке полной пропитки регулируется погружными валиками. Скорость движения бумажного полотна после достижения физико-химических свойств пленки, отвечающих требованиям ТУ 13-339—77, и поверхностной впитываемости не менее 98% площади бумажного полотна должна быть 10—15 м/мин.
Сушка пропитанного бумажного полотна осуществляется в сушильной камере, состоящей из трех зон. Контроль и регулировка температуры в сушильных зонах осуществляется на щите управления. Значения задаваемой температуры в сушильных зонах зависят от требуемого содержания летучих в пленке, вида бумаги и скорости движения бумажного полотна. В зависимости от значений этих параметров температура по зонам устанавливается в следующих интервалах; I — 130—140 °С; II— 140—150°С; III — 150—170 °С.
После сушильной камеры с механическим приводом бумажносмоляная пленка поступает па выравнивающее устройство, а затем па тянущее роликовое устройство, обеспечивающее равномерное натяжение бумажного полотна. Тянущие ролики выполняют и функцию охлаждения. Раскраивают бумажную пленку на станке для поперечной резки.
Листы декоративной пленки для многопролетных прессов укладывают в стопы высотой 100—200 мм на гидравлическом столе. Перед набором очередного пакета пленки на ограждающие опоры гидравлического стола накладывают металлические рейки, на которые поступают листы пленки. Тележка с готовым пакетом пленки опускается и скатывается с подъемного стола. На ее место подводят новую тележку с поддоном. Гидравлический стол поднимают до уровня металлических реек. Рейки быстро вынимают и пакет продолжает формироваться на поддоне. Таким образом осуществляется непрерывный процесс укладки готовой пленки.
Готовая бумажносмоляная пленка на основе пропиточной меламинофор-мальдегидной смолы должна отвечать требованиям ТУ-13-339—77 и ТУ 13-436—78.
3.2.3.Транспортировка и хранение пленки.Стопа пленки, уложенная на поддонах, транспортируется электропогрузчиком на склад готовой продукции, оснащенный системой кондиционирования, укладывается на стеллажах. Хранение пленки осуществляется в помещениях, оснащенных кондиционерами, при 20±2 "Си при влажности 60±5 % не более 2 мес со дня выпуска для декоративных пленок на основе смол СПМФ-1, СПМФ-4, СПМФ-5 и не более 1 мес для пленок на основе смол СПМФ-6 и СПМФ-7.
3.3.Технологический процесс облицовывания.
Древесноволокнистые плиты после шлифования поступают в цех облицовывания. Срок выдержки древесноволокнистых плит после их изготовления перед облицовыванием должен составлять не менее 6 сут.
3.3.1.Технологический процесс облицовывания плит плёнками.Стопа древесноволокнистых плит высотой 0,9—1 м устанавливается электропогрузчиком на поперечный приводной роликовый конвейер. По нему плиты поступают на подъемную платформу и при помощи толкателя поштучно подаются к щеточному обеспыливающему устройству. Очищенные от пыли плиты направляются в зону действия вакуумного перекладчика. Присоски перекладчика захватывают плиту снизу и, поворачиваясь на 180°; опускают ее на формируемый пакет, состоящий из металлического транспортного листа, компенсирующего мата, пресс-прокладки и листа декоративной пленки. Предварительный набор пакета производится автоматически вакуумным устройством, которое укладывает один лист декоративной пленки на формируемый пакет с тележки.
Затем поперечный цепной конвейерподает частично сформированный пакет на очередную позицию, где на него автоматическим устройством из тележки подается другой лист декоративной пленки. Вакуумный укладчик накладывает пресс-прокладку, транспортируемую вместе с. компенсирующим матом. Сформированный пакет поступает в загрузочную этажерку.
После того, как все этажи загрузочной этажерки заполнены, происходит одновременная загрузка и разгрузка пресса. Отрпессованные плиты выгружаются из пресса в разгрузочную этажерку, из которой поступают на поперечный и далее на продольный конвейеры, подающие их к участку разбора пакетов. Здесь вакуумный укладчик снимает с пакета верхнюю пресс-прокладку вместе с компенсирующим матом и перекладывает ее на вновь набранный пакет, лежащий на конвейере. На следующей позиции вакуумный укладчик снимает облицованную древесноволокнистую плиту и перекладывает ее на гидравлическую подъемную платформу или на тележку в зависимости от группы качества облицованных плит.
Для удобства сортирования облицованных плит и осмотра поверхности пресс-прокладок каретки вакуумных укладчиков поворачиваются на 60°.
Освободившийся транспортный лист с компенсирующим матом и пресс-прокладкой поступает на исходную позицию для набора нового пакета. Стопа готовых облицованных плит подается по роликовому конвейеру к станку раскроя.
4.Наклеивание на плиты бумажнослоистого пластика, шпона.
Отделку древесноволокнистых плит тонким эластичным декоративным бумажнослоистым пластиком осуществляют в том случае, когда требуется получить прочный конструкционно-отделочный материал толщиной 6—8—10 мм, обладающий высокими физико-механическими показателями лицевой поверхности по твердости, истиранию, водопроницаемости, водопоглощению и ряду других показателей. Декоративный бумажнослоистый пластик должен обладать такими физико-механическими свойствами: твердость должна достигать 2,5—4,5 МПа (по Бринелю) по толщине слоя 200—300 мкм, прочность на изгиб должна быть не менее 126 МПа, модуль упругости не менее 45600 МПа, удельная ударная вязкость 7,8—14,7 Дж/м2, водопоглощение за 24 ч 150—250 мг/дм2 и т. д.
Материалы, применяемые для облицовывания, должны соответствовать следующим стандартам: древесноволокнистые плиты — Г0СТ 4598—74, шпон лущеный — ГОСТ 99—75 (до 1.01.1981), шпон строганый — ГОСТ 2977—77, пластик декоративный бумажнослоистый — ГОСТ 9590—76.
4.1.Наклеивание декоративного бумажнослоистого пластика в горячих гидравлических прессах. Наклеивание пластика на древесноволокнистую плиту горячим способом состоит из следующих технологических операций: шлифования плит; нанесения клея на плиту; формирования пакета; прессования (склеивания); механической обработки; сортировки, хранения. Раскроенные древесноволокнистые плиты сортируют по размерам и складируют в плотные стопы по 200—250 шт. в каждой стопе. Плиты укладывают на специальные щиты, приспособленные для захвата вилками электропогрузчика. Затем электропогрузчик подает партию плит (200—250 шт.) на гидравлический стол, с которого плиты механическим толкателем по одной подаются по цепному конвейеру к шлифовальному станку.
Шлифуют плиты для снятия верхнего уплотненного слоя, образовавшегося при прессовании и закалке, слоя парафина, а также частичного обнажения древесных волокон, межкапиллярных пространств. Шлифование плит способствует увеличению глубины проникновения клея (смолы) в плиты, а это в свою очередь увеличивает адгезию пласта к плите и упрочняет саму плиту.
Наносить клей на плиту можно двусторонними клеенамазывающими вальцами с дозирующим устройством. Клеенамазывающие вальцы должны обеспечить качественное и равномерное нанесение клеевого слоя на обе стороны плиты. Количество клея, наносимого на поверхность древесноволокнистой плиты, регулируют скоростью ее прохождения через клеенамазывающие вальцы и вязкостью клеевого состава. Клей в ванну подают насосом.
Приклеивают декоративный бумажнослоистый пластик к древесноволокнистой плите в этажных горячих и одноэтажных холодных гидравлических прессах. Пакет прессуют при удельном давлении 0,5—1,5 МПа и температуре плит пресса до 120—140 "С. Большое влияние на конечное качество получаемого материала оказывает соблюдение оптимальных технологических режимов приклеивания пластика к плите: продолжительности прессования, удельного давления, температуры прессования, количество клея, наносимого на 1м2 плиты, шлифования плит перед приклеиванием пластика и т. д.
При горячем приклеивании декоративного бумажнослоистого пластика к древесноволокнистой плите могут быть рекомендованы следующие клеи: на основе фенолформальдегидных резольных клеящих смол: С-45, СВФ, С-1, ВИАМ-Б, ФК-40, ЦНИИМОД-1 на основе мочевиноформальдегидных (кар-бамидных) смол: МФС-1, М-4, МФСМ, М-60, ФМ, М-70; поливинилацетатные ВВ, СВ, АВ.
Хорошие результаты показал клей ФЭ-10, разработанный в ЦНИИСКе.
Облицованные плиты укладывают в плотные стопы, где происходит перераспределение температуры, влажности и внутренних напряжений. Если основание, на которое уложены плиты, неровное или непрочное, то под действием силы тяжести они прогибаются или коробятся. У остывших плит покоробленность делается устойчивой, и в дальнейшем ее трудно ликвидировать.
При хранении на складах готовой продукции древесноволокнистые плиты, облицованные пластиком, необходимо укладывать на ровное прочное основание, через каждые 20—25 плит должна быть проложена прокладка толщиной 6—8 мм из фанеры или другого материала. Температура воздуха на складе10—25 °С, относительная влажность воздуха 40—70 %.
4.2.Холодный способ приклеивания декоративного бумажнослоистого пластика к древесноволокнистой плитеаналогичен технологическому процессу приклеивания горячим способом. Отличие заключается в том, что вместо громоздких, дорогостоящих горячих прессов используют однопролетные холодные прессы, пакетные пневматические прессы или струбцины, обеспечивающие удельное давление 0,5—1 МПа. Для холодного приклеивания применяют клеи специальных марок. Приклеивать декоративный бумажнослоистый пластик можно на гидравлических прессах ПГ-1 или на пневматических пакетных прессах ПП-2, ПП-3, ПП-5 и др. Эти прессы обеспечивают удельное давление 0,5—1 МПа, что достаточно для высококачественного приклеивания пластика. Пакетные прессы представляют собой две необогреваемые плиты, между которыми закладывают пакет-заготовку. Пакет сжимается между двумя плитами с помощью гидроцилиндров.
Для приклеивания декоративного бумажнослоистого пластика к древесноволокнистой плите применяют клеи холодного отверждения КМФ, ВИАМ-Б-3, ЦНИИМОД-1, СВ, ВВ, МФ-17, МФ, М-70, ЭД-5, 88Н, ГИПК-145, Агоплак. Клеи ВИАМ-Б-3 и КФ-3 могут отверждаться и при температуре плит пресса 60 °С.
Поливннплацетатную эмульсию (ГОСТ 10002—62) пластифицируют мочевиноформальдегидными смолами, дибутилфталатом (5—35%). Содержание сухого остатка у этих смол должно быть равно 60 %, рН 4,5—6, теплостойкость 60—80 °С, жизнеспособность 6 мес. Клеи НВ, СВ, ВВ на основе поливинилацетатной эмульсии позволяют получить более пластичный клеевой слой.
К недостаткам этих клеев следует отнести невысокую теплостойкость и водостойкость. Так как поливинилацетатные клей являются термопластами и при 40 °С начинают размягчаться, то при 60—80 °С прочность соединения снижается. Для уменьшения этого недостатка поливинилацетатные клеи модифицируют различными смолами, чаще всего мочевиноформальдегидными. Наиболее оптимально добавление 20 %-ной поливипилацетатной смолы к мочевиноформальдегидной. Отверждение совмещенных клеев происходит под действием отвердителей. Клеевые смеси обеспечивают более эластичное соединение, обладающее лучшей теплостойкостью и текучестью, чем чистые мочевиноформальдегидные клеи.
Большое распространение для приклеивания пластика к плите получили клеи на основе карбамидных смол. В качестве отвердителей смол применяют соединения, способные повышать концентрацию водородных ионов в смоле (аммонийные соли, щавелевую, молочную и лимонную кислоты). При холодном способе приклеивания используют 10 %-ный раствор щавелевой кислоты, добавляемой в количестве 10—25 % от массы смолы. Однако, недостатком мочевиноформальдегидных клеев является их невысокая водостойкость.
Смолы ММС, ММФ, ММ-61, полученные совместной конденсацией мочевины и меламина с формальдегидом, обеспечивают водостойкое соединение.
Из всех перечисленных клеев для приклеивания декоративного бумажнослоистого пластика к древесноволокнистой плите наилучшие каучуковые клеи 88Н, Агоплак и наиритовый. Они обеспечивают прочное долговечное соединение пластика с плитой и хорошо работают под нагрузкой.
4.3.Отделка древесноволокнистых плит шпоном ценных пород древесины (холодным и горячим способами).Технология отделки заключается в следующем. Прошлифованную древесноволокнистую плиту пропускают через клеена-мазывающие вальцы, а затем сверху на гладкую сторону плиты укладывают шпон ценных пород древесины, а на сетчатую сторону плиты березовый шпон или оберточную бумагу плотностью 150—160 г/м2. Набранный таким образом пакет поступает в горячий или холодный гидравлический пресс. Режим склеивания зависит от марки клея.
4.4.Приготовление клея.Синтетические клеи приготавливают в соответствии с технологическим режимом РМД-06-01 «Приготовление клеев на основе синтетических смол и Р-2» (МФ-17, МЖ, М-70, М-60, УКС, МФС-1, ММС и др.). В качестве отвердителя применяют аммоний хлористый, кислоты щавелевую, молочную, в качестве наполнителей — муку древесную № 140, 180, каолин, тальк.
4.5.Облицовывание шпоном в многопролетных прессах.Облицовываемые детали должны быть расположены одна под
другой и центрированы по отношению
к осям плит пресса. Разнотолщинность деталей, укладываемых в один промежуток
пресса, не выше ±
При облицовывании в прессах плиты должны быть отшлифованы и очищены от пыли. Шероховатость поверхности не ниже 8-го класса по ГОСТ 7016—75 «Древесина. Классы шероховатости и обозначения». Облицовки из шпона подготавливают в соответствии с требованиями технологического режима РМД-07-02 «Подбор и формирование облицовок из шпона». Влажность плит, поступающих на облицовывание шпоном, 6 ±2%.
Скоростное облицовывание с быстроотверждающимся клеем осуществляется главным образом в одно- и двухпролетных обогреваемых прессах, оснащенных автоматической и полуавтоматической загрузкой и выгрузкой пакетов.
Приготовляют клей в соответствии с технологическим режимом РМ 06-11 «Приготовление быстроотверждающегося клея для облицовывания пластей щитов».
4.6.Дефекты при облицовывании плит шпоном, их причины и способы устранения.Качество облицовывания определяется прочностью приклеивания (адгезией) между плитой и шпоном и качеством облицованной поверхности.
Местное отставаниешпона — наиболее часто встречающийся дефект. Обнаруживается при внешнем осмотре или при легком простукивании поверхности. Причины: загрязнение основы (жировые пятна), недостаточно тщательная промазка основы клеем, неправильная укладка пакета, большая разнотолщинность, укладка пакета на неохлажденные горячие прокладки, низкое давление прессования. Для предупреждения дефекта следует соблюдать параметры технологического режима.
Пробитие клея — обнаруживается при внешнем осмотре и во время операции крашения поверхности. Причины: применение тонкого пористого шпона, использование жидкого клея, избыток клея, применение высоких давлений и низких температур. Пробитие клея уменьшается при предварительной подсушке намазанных клеем поверхностен или введении добавок для увеличения вязкости. Пробитие синтетического клея будет менее заметным, если в клеевую смолу ввести те же красители, которыми будет окрашиваться облицованная поверхность.
Крупные неровности могут быть вызваны тем, что не заделаны вырывы на основе. Мелкая рябь, проявляющаяся на поверхности шпона после облицовывания, указывает на грубую подготовку поверхности основы или неоднородную ее структуру. Эти дефекты устраняются улучшением качества подготовки поверхности плиты. Неровности могут возникать и вследствие некачественной поверхности прокладок, попадания обломков шпона па поверхность облицовки.
Трещины в шпоне после высыхания облицованной плиты появляются из-за использования шпона повышенной влажности (против режима требований).
Покоробленность плит после облицовывания шпоном зависит в основном от неодинакового нанесения клея на обе стороны, разной толщины шпона, несоблюдения выдержки после прессования. Покоробленность может появиться при неправильной укладке горячих плит после облицовывания.
Для предупреждения покоробленности облицованные плиты надо укладывать на ровное основание в плотные стопы с прокладками через 15 плит. В плотных стопах облицованные плиты должны для выравнивания напряжений выдерживаться 5—7 сут.
4.7.Отделка древесноволокнистых плит тканями и стеклотканями.
Прошлифованная древесноволокнистая плита проходит через клеенамазывающие вальцы, синхронно со скоростью прохождения плиты разматывается рулон ткани или стеклоткани, предварительно пропитанной в пропиточно-сушильном агрегате смолой (наносят 50—55 % смолы). Автоматическим ножом в зависимости от размера древесноволокнистой плиты ткань разрезается. Для пропитки тканей применяют мочевиномеламиновые, меламиновые и полиэфирные смолы.
Древесноволокнистая плита, сдублированная со стеклотканью или тканью, поступает в горячий гидравлический пресс, где прессуется при следующем технологическом режиме: удельное давление 1,5—2 МПа; температура плит пресса 120—140 °С; продолжительность прессования 10—15 мин.
За рубежом вместо горячего гидравлического пресса плиты, сдублированные с тканью или стеклотканью, пропитанными смолами, проходят через полированный стальной вал диаметром 1,3—3 м. Стальной вал нагревается до 160—180 °С и создает удельное давление 0,8—1 МПа, прочно склеивая тканевую основу с древесноволокнистой плитой.
Затем плиты подают к обрезным станкам. Плиты, отделанные тканью или стеклотканью, используют для изготовления отделочных панелей, которые применяют для оформления салонов, кают, ресторанов, кафе, кинотеатров, концертных чалов, детской мебели и т. д. Для улучшения архитектурных композиций и акустических свойств плиты часто перфорируют. Описанный способ отделки не нашел широкого промышленного применения, и его используют только для отделки индивидуальных зданий, сооружений и т. д.
4.8.Напрессовка термопластичных пленок. Древесноволокнистые плиты, облицованные синтетическими пленками, имеют красивый внешний вид, эластичны, обладают довольно высокой твердостью и прочностью на истирание, водостойки, устойчивы к действию химических реагентов. Отделка древесноволокнистых плит синтетическими пленками позволяет получать покрытия I и II классов, глянцевые и матовые, любого однотонного цвета или с рисунком, имитирующие ценные породы древесины, мрамор и т. д. Из синтетических пленочных материалов, применяемых для отделки древесноволокнистых плит, наибольшее распространение получили следующие виды: поливинилхлоридные пленки (ПВХ) прозрачные и непрозрачные, самоприклеивающиеся пленки на основе сополимера винилхлорида и винилацетата. Получили распространение пленки из пластифицированного или непластифицироваиного поливинилхлорида.
Выбор пленки для отделки древесноволокнистых плит обуславливается требованиями, предъявляемыми к облагороженной плите. Пленки выпускаются дублированными с бумагой, тканями, фольгой, готовым клеевым слоем и т. д. Подложка определяет выбор клея для совмещения с древесноволокнистой плитой. Пленочные материалы должны обладать следующими основными свойствами: прочно соединяться с плитой, быть стабильными, обладать необходимой сопротивляемостью механическим повреждениям; иметь достаточно высокую эластичность, чтобы выдерживать изменения в размерах плит, которые могут произойти в связи с возникающими в пленке внутренними напряжениями и изменениями влажности, защищать изделия от влаги, быть устойчивыми к воздействию химических веществ, быть не горючими, придавать поверхности плиты декоративный внешний вид и т. д.
Напрессовку поливинилхлоридных пленок на древесноволокнистую плиту осуществляют с помощью дисперсионных клеев — латексов. Для непрозрачной отделки рекомендуется латекс ПММА, наиритовый клей на основе латекса НТ, латексы СКН-26, СКН-40-1-ГП, ДММА-65-1, ГП с неозоном и др. Латексы наносят клеенамазывающими вальцами или распылителем. Расход латексных клеев при нанесении вальцами 120—150 г/м2. В качестве клеевого материала используют эпоксидную пленку следующего состава, масс, ч: смола ПВ-4 100; тальк 100; дибутилфталат 35; эпоксидная смола ЭД-6 12,5.
Толщина пленки 0,3—0,4 мм. Пленку ПВХ наносят на древесноволокнистую плиту, затем помещают между двумя стальными полированными прокладками и загружают в горячий гидравлический пресс, где прессуют при температуре плит пресса 100- ПО ºС, удельном давлении 0.3-0.5 МПа; продолжительность прессования 3—5 мин.
Покрытие из непрозрачных поливинилхлоридных пленок может быть ровным и гладким или иметь тисненый рисунок. Для получения глянцевого покрытия пакет формируют по следующей схеме: плита пресса, амортизатор, полированная стальная прокладка, пленка ПВХ, слой клея, древесноволокнистая плита, слои клея, пленка ПВХ, полированная стальная прокладка, амортизатор, плита пресса. Полированные прокладки через каждые 15—20 запрессовок необходимо протирать 3 %-ным раствором парафина в бензине. Шероховатость поверхности прокладок должна соответствовать 9—10-му классу.
Покрытие с тисненым рисунком получается в процессе прессования благодаря применению специальных стекломатриц, представляющих собой стеклоткань, пропитанную полиэфирной смолой, и обладающих антиадгезивными свойствами по отношению к пленке ПВХ. При формировании пакета стеклоткань помещают между стальной прокладкой и пленкой ПВХ. В процессе прессования рисунок ткани переходит на размягченную пленку. Срок годности стеклоткани составляет 30 запрессовок.
Древесноволокнистые плиты, облицованные пленками ПВХ, хорошо поддаются механической обработке. Возможна отделка древесноволокнистых плит с использованием клея на основе перхлорвиниловой и эпоксидной смол.
Эпоксидный клей представляет собой 15—20 %-ный раствор эпоксидных смол ЭД-5 или ЭД-6 в ацетоне с добавлением 10—15% отвердителя — полиэтиленполиамида. Отвердитель наносят па поверхность древесноволокнистой плиты, а раствор смолы — на поверхность пленки ПВХ.
Пакет собирают по следующей технологической схеме: полированная стальная прокладка, стеклоткань, пленка ПВХ с нанесенным слоем, древесноволокнистая плита с отвердителем, пленка ПВХ со смолой, стеклотканью, полированная стальная прокладка. Набранный по схеме пакет поступает в горячий гидравлический пресс, где прессуется при следующем технологическом режиме: удельное давление 1 —1,5 МПа; температура плит пресса 80—100 °С; продолжительность прессования 2—3 мин.
Разработаны режимы отделки древесноволокнистых плит синтетической самопрпклеивающейся пленкой ВА, созданной в ВПКТИМ. Самоприклеивагощаяся пленка ВА получена на основе сополимера винилхлора и винил-ацетата. Пленку ВА изготавливают вальцово-каландровым способом. Толщина пленки 0,25—0,3 мм, выпускают пленку без тиснения. Схема набора пакета при напрессовке самоприклеивающейся пленки ВА-15 на древесноволокнистую плиту следующая: транспортный поддон, древесноволокнистая плита или специальная термостойкая резина, полированная стальная глянцевая или матовая прокладка, пленка ВА-15, древесноволокнистая плита, пленка ВА-15, полированная стальная прокладка, древесноволокнистая плита. Пленку напрессовывают на древесноволокнистую плиту в многоэтажном или одноэтажном горячем гидравлическом прессе при следующем технологическом режиме: удельное давление 0,5—1 МПа; температура плит пресса 120—130 °С; продолжительность прессования 3—5 мин.
Древесноволокнистые плиты, облицованные поливинилфторидными пленками (ПВФ), используют в строительстве для наружной и внутренней отделки. Покрытия из поливинилфторидных пленок обладают высокой погодоустойчивостью, большой сопротивляемостью к истиранию, жесткостью, термической стойкостью к истиранию, цветоустойчивостью.
5.Применение древесноволокнистых плит.
5.1.Строительство.
Мягкие плиты используют в качестве материала для термо- и звукоизоляции стен, потолков, чердачных и междуэтажных перекрытий, внутрикомнатных перегородок в промышленном и гражданском строительстве. Благодаря малой плотности, большим размерам, легкости обработки плиты служат также хорошей изоляцией элементов щитовых, панельных и каркасных домов заводского изготовления. Применяются для утепления кирпичных, железобетонных ограждающих конструкций и звукоизоляции перегородок в малоэтажном строительстве.
В щитовых конструкциях мягкие
древесноволокнистые плиты укладывают внутрь
щитов стен и потолков.
Воздушные прослойки между мягкими плитами
повышают термическое сопротивление щита. Оболочки щитов выполняют из древесноволокнистых плит сухого способа
производства толщиной 8 —
В перегородочные щиты мягкие древесноволокнистые плиты укладывают для звукоизоляции.
В промышленных зданиях мягкие плиты применяют для теплоизоляции совмещенных крыш. В этом случае плиты покрывают слоем антипиренной (огнезащитной) обмазки из хлорлакойлевой пасты ЦНИИПО и укладывают в несколько слоев по бетонному настилу. По плитам на битумной мастике настилают рулонную кровлю из пергамина и рубероида.
Известно применение мягких плит для облицовки стен театров, клубов, кафе, ресторанов. При этом их применяют в отделанном виде (облицованные моющимися обоями, декоративными пленками) или окрашивают на месте после установки панелей. Окрашивают преимущественно клеевыми или водоэмульсионными красками, так как слои масляной краски снижают звукопоглощающие свойства плит.
Мягкие плиты используют в производстве щитовых дверей в качестве заполнителя серединок дверных полотен.
Мягкие биостойкие плитыприменяют в качестве звукоизоляционных прокладок, подкладок и выравнивающих слоев под твердые покрытия полов в панельных зданиях с крупноразмерными железобетонными перекрытиями.
Битумированные плитыприменяют для основы щитового паркета и в качестве подстилающего слоя под покрытие полов.
Полутвердые плитыиспользуют для обшивки стен и потолков в жилых и производственных помещениях. Плиты толщиной 10—14 мм сухого способа производства на основе фенолформальдегидной смолы могут применяться для наружной облицовки стен деревянных домов панельной конструкции. Для этих целей лучше подходят плиты, пропитанные быстровысыхающими маслами и термообработанные.
Полутвердые плитысухого способа производства на основе мочевино-формальдегидных связующих толщиной 10—19 мм с плотностью 600 — 800 кг/м3 применяют в качестве обшивки перегородок и внутренних стен деревянных домов, для изготовления встроенной мебели и устройства полов с покрытиями из ворсовых и ковровых материалов.
Твердые плитыиспользуют в качестве листового обшивочного материала для облицовки каркасных перегородок, стен и потолков жилых, общественных и производственных зданий. После обшивки обычные неокрашенные плиты покрывают клеевыми или масляными красками или оклеивают обоями.
Плиты применяют для изготовления наружной обшивки под металл обогреваемых домиков для лесозаготовителей, облицовки наружных стен под строганые доски щитовых домов, облицовки щитов, изготовления сотовых заполнений в производстве дверей щитовой конструкции, изготовления деталей встроенных щитов, для устройства полов в качестве подкладочного слоя под все виды покрытий, в том числе под покрытия из дощатого и щитового паркета, синтетических ворсовых ковров и линолеумов.
Сверхтвердые плиты применяют в качестве покрытия полов в жилых и производственных помещениях. Перед использованием необходимо их дополнительно увлажнить. Сверхтвердые плиты применяют также для облицовки помещений со значительными колебаниями влажности воздуха.
Плиты с лакокрасочным покрытиемнаходят широкое и разнообразное применение в строительстве. Эти плиты имеют прочное, стойкое и красивое покрытие. Во многих случаях на плиты наносят русты, образующие квадраты и имитирующие покрытие кафельной плиткой. Их применяют для облицовки стен ванных комнат, санитарных узлов, кухонь.
Звукопоглощающие плиты используют для облицовки стен машинописных бюро, кинозалов, радио- и телевизионных студий, ротаторных, телетайпных комнат, типографий и других производственных помещений с большими шумовыми делениями, так как перфорированная поверхность их хорошо поглощает звуки.
5.2.Производство мебели.
Плиты полутвердые на основе мочевиноформальдегидных связующих толщиной 10—25 мм с плотностью 600—700 кг/м3 с лакокрасочным покрытием или отделанные синтетическими пленками с имитацией рисунка ценных пород древесины и других рисунков применяют для изготовления конструкционных элементов мебели: дверей, боковин шкафов, перегородок, спинок кроватей, деталей стульев и т. д. Благодаря равномерной структуре по толщине плиты можно изготавливать детали мебели с профильными кромками. Отделывают кромки лакокрасочными материалами без специальных покрытий.
Твердые плиты мокрого и сухого
способов производстватолщиной 3—
Плиты, отделанные под ценные породы древесины — красное дерево, орех и т. д., — применяют для облицовки поверхностей мебели, филенок, дверок.
5.3.Машиностроение, радио- и электротехническая промышленность.
Твердые плиты мокрого способапроизводства применяют для внутренней облицовки пассажирских вагонов, вагонов-ресторанов, автобусов, троллейбусов, трамваев, легковых автомобилей, речных судов, для изготовления задних стенок и крышек радиоприемников, радиол, репродукторов, телевизоров.
Сверхтвердые плиты мокрого способа производстваобладают высокими диэлектрическими свойствами, поэтому их используют в электротехнической промышленности для изготовления электропанелей, щитков и других конструкций.
5.4.Тара и упаковка.
Твердые плиты толщиной 3—4 ммприменяют для изготовления различных видов тары, в том числе ящиков посылочного типа и тары для небольших грузов.
Твердые плиты толщиной 6—8 мм имеют высокие прочностные показатели, позволяющие применять их для изготовления транспортной тары; упаковки изделий машиностроения, в том числе, крупногабаритных; упаковки мебели, в том числе многооборотной тары; донышек и крышек к картононавивным барабанам в производстве нефтетары ящиков различного назначения; в качестве вспомогательного средства при формировании упаковки.
5.5.Прочие потребители.
Мягкие, полутвердые и твердые плиты используют на эксплуатационные и ремонтные нужды различных отраслей и ведомств, для строительства временных сооружений, для продажи населению. Часть плит направляется на экспорт.
Покрытые эмалью твердые плиты используют на сооружение прилавков, торговых ларьков, киосков, для облицовки внутренних стен магазинов, столовых, кафе, ресторанов, витрин и торговой мебели.
Плиты твердые толщиной 8—10 мм сухого способа производства применяют для изготовления опалубки при сооружении отдельных железобетонных конструкций.
6.Технические требования.
Таблица 1.Технические требования.
|
Наименование показателя |
Марки ДВП |
|||||
|
СТ, СТ-С |
Т, Т-П, Т-С, Т-СП |
М-1 |
М-2 |
М-3 |
||
|
Группа А |
Группа Б |
|||||
|
Плотность, кг/м2 |
950-1100 |
850-1000 |
800-950 |
200-400 |
200-300 |
100-200 |
|
Разбухание по толщине за 24 ч, %, |
13 |
20 |
23 |
Не нормируется |
||
|
Влажность, % |
|
|
|
|
||
|
Водопоглощение за 2 ч., %, |
Не нормируется |
34 |
||||
|
Водопоглощение лицевой |
|
|
|
Не нормируется |
Т ─ твердые плиты с необлагороженной лицевой
поверхностью;
Т-С ─ твердые плиты с лицевым слоем из тонкодисперсной
древесной массы;
Т-П ─ твердые плиты с подкрашенным лицевым слоем;
Т-СП ─ твердые плиты с подкрашенным лицевым слоем из
тонкодисперсной древесной массы;
СТ ─ твердые плиты повышенной прочности
(сверхтвердые) с необлагороженной лицевой поверхностью;
СТ-С ─ твердые плиты повышенной прочности (сверхтвердые) с лицевым
слоем из тонкодисперсной древесной массы.
Твердые плиты марок Т, Т-С, Т-П, Т-СП в зависимости от уровня
физико-механических показателей подразделяют нагруппы качества: А и Б.
М-1, М-2 и М-3 - Мягкие плиты в зависимости от их плотности.
Общая схема технологического процесса производства древесноволокнистых плит.

Технологическая схема производства твёрдых и сверхтвёрдых плит.

Технологическая схема производства древесноволокнистых плит сухим способом на оборудовании фирмы «Бизон».

Заключение.
ДВП ─ это долговечный, прочный, экологически безопасный материал, который, в отличие от ДСП, можно применять в помещениях и с повышенной влажностью. Также как и ДСП, древесноволокнистые плиты выпускаются и в ламинированном варианте.
На начало 2002 года в работе оставались 41 линии ДВП (мощность 407 млн. м²/год) со средней степенью использования 67,7 %, имеется только 37 линий для облицовывания древесных плит методами ламинирования и термокаширования с общей мощностью 73,5 млн. м²/год. Для того чтобы продукция отечественных предприятий оставалась на российском рынке, необходимо масштабное техническое перевооружение производств, создание новых мощностей. Необходимо внедрение новых технологий, освоение современного оборудования, а следовательно, привлечения масштабных инвестиций.
Кроме того, представителями отрасли было признано, что главный принцип, на котором должно быть основано современное производство, - это принцип экологической безопасности и безотходности производства. Необходимо использовать научные разработки, новые способы подготовки сырья, новые виды связующего, обеспечивающие минимальное содержание формальдегида в плитах (до 5 мг/100 г). Также важно "продолжать работы по созданию и внедрению эффективных технологий и оборудования для очистки загрязненных вентиляционных и водных выбросов деревообрабатывающих предприятий, по использованию древесных отходов в производстве древесных плит, выпуске технического углерода, органических удобрений и другой продукции. Интересы отечественных предприятий этой отрасли защищает "Российская ассоциация производителей древесных плит", созданная два года назад.
Список литературы.
Бирюков В.И., Лащавер М.С., Мерсов Е.Д. и др. Справочник по древесноволокнистым плитам ─ М.: Лесная пром-сть,1981.-184 с.
Дроздов И.Я., Кунин В.М. Производство древесноволокнистых плит.Учебник для подгот. Рабочих на производстве. Изд.2-е, перераб. и доп. ─ М.:Высшая школа,1975.-328 с.
Солечник Н.Я. Производство древесноволокнистых плит ─ М.: Гослесбумиздат, 1959.-286 с.
Internet-сайты:
http://www.swisspan.ru
http://www.kronostar.com
http://vamrad.ru