Работа по курсу «Металлорежущие станки и инструменты»
| Примечание | от редактора: показан выбор станка, его режимов, инструмента для нарезания метрической резьбы |
| Загрузить архив: | |
| Файл: ref-26695.zip (1489kb [zip], Скачиваний: 115) скачать |
Министерство образования и науки Российской Федерации
Содержание. PAGEREF _Toc182059037 h 2
Исходные данные: PAGEREF _Toc182059038 h 3
Подбор металлорежущего инструмента PAGEREF _Toc182059039 h 4
Расчет режимов резания PAGEREF _Toc182059040 h 5
Подбор металлорежущего станка. PAGEREF _Toc182059041 h 7
Структурно-кинематический анализ станка модели 1А616. PAGEREF _Toc182059042 h 10
Компоновочная схема станка модели 1А616 PAGEREF _Toc182059043 h 12
Выявление необходимых исполнительных движений. PAGEREF _Toc182059044 h 12
Анализ формы обрабатываемой поверхности. PAGEREF _Toc182059045 h 14
Структурный анализ станка. PAGEREF _Toc182059046 h 14
Настройка параметров станка. PAGEREF _Toc182059047 h 14
Вывод. PAGEREF _Toc182059048 h 18
Таблицы вспомогательных расчетов PAGEREF _Toc182059049 h 19
Список использованной литературы. PAGEREF _Toc182059050 h 21
Исходные данные:
Исходные данные приведены в таблице 1.
Таблица 1
Исходные данные:
|
Исходные данные |
Вариант |
|
Номер варианта |
457 |
|
Номер детали |
9 |
|
Тип инструмента |
Метчик |
|
Масштабный коэффициент |
25 |
|
Степень автоматизации |
Ручное управление |
|
Материал детали |
Сталь конструкционная углеродистая |
|
|
750 мПа |
|
Шероховатость обрабатываемой поверхности |
2,5 мкм |
|
Вид обработки |
Резьбонарезание |

Эскиз детали показан на рисунке 1.  Рисунок 1. Эскиз детали
Рисунок 1. Эскиз детали
Подбор металлорежущего инструмента
Метчик машинный для метрической резьбы с крупным шагом, сплав P6M5/HSS:

Рисунок 2. Метчик машинный для метрической резьбы с крупным шагом
Расчет режимов резания
Рассчитываем скорость резьбонарезания формулу(1):
|
|
(1) |
гдеs – скорость подачи, равная шагу резьбы.
Т – стойкость.
Kv– поправочный
коэффициент.
Из таблицы:
|
Cv= |
64,8 |
|
T= |
90мин |
|
m= |
0,90 |
|
q= |
1,2 |
|
s= |
2,5 об/мин |
|
y= |
0,5 |
Рассчитываем коэффициент Kv,используя формулу (2)
|
Kv= KmvKnvKсv, |
(2) |
где Kmv = 1 – коэффициент, учитывающий качество
обрабатываемого металла
Knv = 1– коэффициент, учитывающий материал режущей части инструмента
Kсv = 0,8 – коэффициент, учитывающий способ нарезания резьбы
Kv= 1* 1* 0,8 = 0,8
С учетом вышеперечисленных параметров, скорость резьбонарезания равна:


Силовые зависимости рассчитываем по формуле (3):
|
|
(3) |

где из таблицы :
|
Cм = |
0,0270 |
|
Кр= |
Кмр = 1 |
|
P = |
2,5 |
|
q = |
1,4 |
|
y = |
1,5 |
|
|

Рассчитаем частоту вращения шпинделя по формуле (7):
|
|
(7) |

|
|
 ,
, 
Мощность рассчитываем по формуле
|
|
(8) |


Подбор металлорежущего станка.
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙСТАНОКМОДЕЛИ2AI35
Назначение станка. Станок предназначен для сверления, рассверливания, зенкерования и развертывания отверстий в различных деталях, а также для торцевания и нарезания резьб машинными метчиками в условиях индивидуального и серийного производства. На станке модели 2А135 обрабатываются детали сравнительно небольших размеров и веса.
Техническая характеристика станка
Наибольшийдиаметр сверления в мм 3520
Расстояние от оси шпинделя до лицевой стороны стани-
ны в мм ., 300
Наибольшее расстояние от торца шпинделя до стола в мм 750
Наибольший ход шпинделя в мм . 225
Наибольшее установочное перемещение шпиндельной баб-
ки в мм 200
Размеры рабочей поверхности стола в мм:
длина 500 800
ширина 450 100
Наибольшее вертикальное перемещение стола в мм . . . 325
Числоскоростей вращения шпинделя ....... 9
Пределы чисел оборотов шпинделя в минуту 68—1100 331,21
Количествовеличин подач . . . 11 7
Пределы величин подачи в мм/об 0,115—1,6 2,5
Мощность главного электродвигателя в квт 4,5 2,4
*подбор токарного станка осуществляется путем анализа четырех основных параметров: наибольшего диаметра обрабатываемой детали (мм), пределов чисел оборотов шпинделя в минуту, пределов величин продольных и поперечных величин подач суппорта (мм/об), мощности главного электродвигателя (кВт).
Основные узлы станка модели 1А616 (рисунок 3):
А – гитара сменных колес;
Б – передняя бабка с переборным устройством, звеном увеличения шага и реверсивным механизмом;
В – фартук с механизмом подач;
Г – суппорт с быстродействующим четырехпозиционным резцедержа-телем;
Д – задняя бабка;
Е – станина;
Ж – встроенный шкаф с электрооборудованием;
З – задняя тумба;
И – система охлаждения;
К – поддон для сбора охлаждающей жидкости и стружки;
Л – коробка скоростей;
М – передняя тумба;
Н – коробка подач.
Органы управления станка модели 1А616 (рисунок 3):
1. рукоятка установки типа резьбы или подачи
2. рукоятка установки нормального или увеличенного шага
3. рукоятка реверсирования перемещения суппорта
4. рукоятка управления перебором
5. рукоятка переключения множительного механизма коробки подач
6. пуговка включения ходового винта или ходового валика
7. рукоятка ручного поперечного перемещения суппорта
8. рукоятка быстрого отвода суппорта в поперечном направлении
9. рукоятка поворота и закрепления четырехпозиционного резцедержателя
10. рукоятка ручного перемещения верхней части суппорта
11. рукоятка закрепления пиноли задней бабки
12. рычаг закрепления корпуса задней бабки на направляющих станины
13. маховичок ручного перемещения пиноли задней бабки
14. и 20. рукоятки включения, выключения и реверсирования главного электродвигателя
15. рукоятка включения и выключения маточной гайки продольного ходового хода
16. рукоятка включения и выключения поперечной подачи суппорта
17. рукоятка включения и выключения продольной подачи суппорта
18. кнопка для выключения реечной шестерни
19. маховичок ручного продольного перемещения суппорта
20. и 22. рукоятки управления коробкой скоростей
23. рукоятка установки шага резьбы или величины подачи
Движения в станке модели 1А616 (рисунок 3):
Движение резания – вращение шпинделя с обрабатываемой деталью.
Движение подач – прямолинейное поступательное движение суппорта с резцом в продольном и поперечном направлениях от ходового валика.
Движение образования винтовой поверхности – прямолинейное поступательное перемещение суппорта с резьбовым резцом в продольном направлении от ходового винта
Вспомогательные движения – ручные установочные перемещения суппорта, корпуса и пиноли задней бабки, а также поворот четырехпозиционного резцедержателя.
Принцип работы станка модели 1А616 (рисунок 3):
Обрабатываемая деталь устанавливается в центрах или закрепляется в патроне. В резцедержателе суппорта могут быть закреплены четыре резца. Инструменты для обработки отверстий вставляются в конус пиноли задней бабки. Сочетанием вращательного движения детали с поступательным перемещением резца на станке можно обрабатывать цилиндрические, конические, винтовые и торцевые поверхности.
Конструктивные особенности (рисунок 3):
В станке модели 1А616 применен разделенный привод движения резания.
Приводной шкив установлен на шпинделе между его опорами, однако конструкция задней опоры шпинделя допускает замену клиновых ремней без демонтажа шпинделя.
Структурно-кинематический анализ станка модели 1А616.
Кинематика станка модели 1А616 показана на рисунке 4:

Рисунок 4. Кинематическая схема токарно-винторезного станка модели 1А616
Движение резания. Привод движения резания у станка модели 1А616 является раздельным. Он состоит из двух клиноременных передач, двенадцати ступенчатой коробки скоростей и переборного устройства.
Приводной вал II (рисунок 4, а) коробки скоростей связан с электродвигателем мощностью 4,5 кВт клиноременной передачей.
Трехваловая коробка скоростей имеет три двойных подвижных блока шестерен Б1, Б2, Б3 и одну одиночную подвижную шестерню 55. вал III получает вращение от вала II через шестерни 41-26, когда блок Б1, как показано на схеме, сдвинут влево, либо через шестерни 39-31 при крайнем правом положении блока Б1, или посредством шестерен 14-55. в последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б1 устанавливается в среднее нейтральное положение.
Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати.
Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174-174 сообщается полому валу Vи далее через шестерни 34-68, вал VIи зубчатую передачу 20-80 шпинделю VII.
Верхний ряд чисел оборотов шпиндель получает при выключенной кулачковой муфте M1непосредственно от полого вала V.
График скоростей (рисунок 4, б) показывает, что вследствие совпадения трех скоростей шпиндель имеет только 21 различную скорость вращения.
Минимальное число оборотов шпинделя в минуту nmin определяется по выражению:

Движения подач. Движения подач суппорта заимствуются от шпинделя. Вал X получает вращение через шестерни 34-44-22-34. Подвижная шестерня 34 на валу Х служит для изменения направления подач суппорта. При смещении шестерни влево вал Х получает вращение от блока шестерен Б4 минуя паразитную шестерню 22.
Для подачи суппорта сменные блоки шестерен С1 и С2 устанавливаются так, как показано на схеме и вал XII приводится в движение от вала Х через шестерни 30-66-36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Промежуточный вал XIX и связанный с ним предохранительной муфтой Мnходовой валик XXI получает вращение от выходного вала XVII коробки подач через колеса 23-25. Ходовой валик XXI передает вращение посредством червячной передачи 2-35 валу XXII. Последний связан с валом XXIII колесами 31-53.
Мелкозубая муфта М6 служит для включения продольной подачи суппорта. Движение от вала XXIII передаются суппорту через муфту М6, колеса 27-53, вал XXIVи реечную передачу 14-рейка m=2мм. Поперечная подача осуществляется ходовым винтом XXVII(при включенной муфте М5), который получает вращение от вала XXII через зубчатые передачи 50-35 и 47-13.
Движение
образования винтовой поверхности. Для
нарезания резьбы с шагом до
Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С1 и С2 устанавливаются так же, как и при подаче 30-66-36. Для нарезания модульной и питчевой резьбы сменные блоки переставляют так, чтобы движения валу XII передавалось шестернями 36-66-55.
Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25-66-55 или 36-66-30.
Когда нарезаются дюймовые и питчевые резьбы (как показано на схеме), кулачковая муфта М2 выключена. Колесо 51 зацеплено с шестерней 30 вала XII, а шестерня 39 на валу XV введена в зацепление с шестерней 39 двойного блока 22,39, свободно сидящего на валу XIV. Для нарезания метрических и модульных резьб включается муфта М2, колесо 51 выводится из зацепления, а шестерня 39 перемещается по валу XV вправо до зацепления с колесом 39, жестко закрепленном на валу XIV.
Суппорт получает движение от коробки подач через кулачковую муфту М4, промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения. Лимб Л продольной подачи суппорта получает вращение от вала XXIV через шестерни 53-17 и передачу 30-30-30-117 с внутренним зацеплением.
Компоновочная схема станка модели 1А616 (рисунок 5).
|
Рисунок 5. Компоновочная схема станка модели 1А616. |
где: F–траектория, V–скорость, |
Выявление необходимых исполнительных движений.
Все движения в станках – исполнительные. По целевому назначению их можно разделить на пять групп:
1. Формообразующие (Ф) – согласованные относительные движения заготовки и режущего инструмента, которые непрерывно создают производящие линии, а, следовательно, и поверхности заданной формы в целом.
а) движение скорости резания (Фv)
б) движение подачи (Фs)
2. Установочные (Уст) – движения заготовки и инструмента, необходимые для перемещения их в такое относительное положение, при которым становится возможным с помощью формообразующих движений получить поверхность с требуемыми размерами.
3. Делительные (Д) - движения заготовки и инструмента, необходимые для переноса процесса формообразования на новый участок детали для обеспечения равномерного распределения на заготовке одинаковых образуемых поверхностей.
4. Вспомогательные (Всп) – движения обеспечивающие установку, зажим, освобождение, транспортирование, ускоренное перемещение заготовки и режущего инструмента в зону резания, удаление стружки и т.д.
5. Движения управления (Упр) - совершаются органами управления, регулирования, координирования всех других исполнительных движений станка.
Исполнительные движения для станка 1А616.
Движениями формообразования создаются производящие линии, следовательно и форма поверхности. Исполнительное движение формообразования, происходящее со скоростью резания V, называется главным и обозначается Фv(). Для станка 1А616 главным формообразующим движением является движение вращения шпинделя.
Формообразующие движения, совершаемые с меньшей скоростью, измеряемой величиной подачи называются движениями подачи Фs().Для станка 1А616 движениями подачи являются поступательные продольное и поперечное движение верхних салазок суппорта.
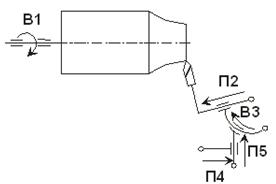
Установочные движения Уст() предназначены для создания исходного положения заготовки и режущего инструмента перед движением формообразования. Этими движениями обеспечиваются положения обрабатываемой поверхности относительно других и обеспечиваются некоторые размеры детали. В моем случае таких движений два: П4 и П5. это поступательное поперечное и поступательное продольное движение верхних салазок суппорта.
Вспомогательные движения Всп() обеспечивают подвод или отвод режущего инструмента или детали. У станка модели 1А616 таких движений четыре: В3, П2, П4, П5. Это вращательное, поступательное поперечное и поступательное продольное движение верхних салазок суппорта.
Анализ формы обрабатываемой поверхности.
Анализ формы приведен на рисунке 6.

Рисунок 6. Анализ формы поверхности.
Для получения заданной поверхности необходимо два формообразующих движения.
Структурный анализ станка.
Структурный анализ станка модели 1А616 приведен на рисунке 7.

Рисунок 7. Структурный анализ станка.
Настройка параметров станка.
Настройка формообразующих движений.
Движение скорости резания(вращательное движение шпинделя с заготовкой)
Для движения скорости резания необходимо настроить два параметра: скоростьV и направление N.

nдвигателя ®nзаготовки






Направление обеспечивается реверсом электродвигателя.
Движение подачи(поступательное продольное и поперечное движения верхних салазок суппорта)
Для движения скорости резания необходимо настроить пять параметров: траекторию F, скоростьV, направление N, конечную точку K и путь L.

Траектория настраивается при помощи гидрокопировального суппорта, предназначенного для обработки поверхностей сложной геометрической формы.

1 оборот заготовки = Scosa







Направление согласуется при помощи реверсивного механизма, состоящего из блока шестерен Б4 и добавочной шестерни 22.

Конечная точка настраивается при помощи гидрокопировального суппорта, предназначенного для обработки поверхностей сложной геометрической формы.



Настройка установочных движений.
(поступательное продольное и поперечное движения верхних салазок суппорта)
Для этого типа движения необходимо настроить два параметра: путь L и конечную точку K..






Подвести режущий инструмент к торцу заготовки и установить лимб на 0.






Подвести режущий инструмент к боковой поверхности заготовки и установить лимб на 0.
Настройка вспомогательных движений.
(вращательное, поступательное продольное и поперечное движения верхних салазок суппорта, а также поступательное движение резцедержателя)
Для этого типа движения необходимо настроить два параметра: путь L, конечную точку K и направление N.



Подвести режущий инструмент к боковой поверхности заготовки и установить лимб на 0.





Вывод.
В седьмом учебном семестре для групп, обучающихся на дневном отделении по специальности «Технология художественной обработки материалов» в рамках дисциплины «Металлорежущие станки и инструменты» была предложена расчетно-графическая работа, целью которой являлось получение навыков по овладению методологией структурно-кинематического анализа станков.
Для достижения этой цели необходимо было ознакомиться со следующими разделами:
1.физические основы процесса резания;
2.методы обработки и инструмент;
3.режимы резания;
4.структуры металлорежущих станков;
5.типовые механизмы и узлы;
6.основные типы металлорежущих станков;
7.настройка станков.
После получения необходимых сведений, путем изучения рекомендованной литературы, я приступила непосредственно к выполнению работы, первая часть которой включала обоснование выбора конструкции режущего инструмента и расчет режимов резания по типовым зависимостям [1]. Марка инструментального материала была выбрана исходя из материала детали и характера обработки. Вторая часть работы состояла из выбора модели станка с учетом возможности размещения на нем обрабатываемой детали и обеспечения необходимых режимов резания (при этом была попытка избежать излишнего запаса способностей станка, особенно по мощности привода главного движения). После этого были установлены все исполнительные движения, необходимые для получения заданной поверхности, и определены параметры их настройки.
Выполнение данной расчетно-графической работы было направлено на более глубокое понимание курса дисциплины, содержащей информацию о теоретических основах процессов резания и электрофизической обработки; методах размерной механической и электрофизической обработки деталей машин; современных инструментальных материалах; назначении, области применения и конструктивных особенностях металлообрабатывающего оборудования. Помимо теоретических знаний, эта работа предоставляет возможность приобретения навыков по выбору наиболее рационального варианта (из ряда альтернативных) металлорежущего оборудования и инструмента под выполнение конкретной производственной задачи.
Таблицы вспомогательных расчетов
Частоты вращения шпинделя
|
Частота главного электродвигателя |
Последовательность зацепления шестерен |
Частоты вращения шпинделя |
|||||
|
1440 |
135 |
41 |
14 |
174 |
1 |
- |
580,954 |
|
168 |
26 |
44 |
174 |
1 |
- |
||
|
1440 |
135 |
41 |
19 |
174 |
1 |
- |
912,362 |
|
168 |
26 |
38 |
174 |
1 |
- |
||
|
1440 |
135 |
41 |
26 |
174 |
1 |
- |
1482,589 |
|
168 |
26 |
32 |
174 |
1 |
- |
||
|
1440 |
135 |
41 |
31 |
174 |
1 |
- |
2262,659 |
|
168 |
26 |
25 |
174 |
1 |
- |
||
|
1440 |
135 |
39 |
14 |
174 |
1 |
- |
436,1965 |
|
168 |
31 |
44 |
174 |
1 |
- |
||
|
1440 |
135 |
39 |
19 |
174 |
1 |
- |
727,8802 |
|
168 |
31 |
38 |
174 |
1 |
- |
||
|
1440 |
135 |
39 |
26 |
174 |
1 |
- |
1182,805 |
|
168 |
31 |
32 |
174 |
1 |
- |
||
|
1440 |
135 |
39 |
31 |
174 |
1 |
- |
1805,143 |
|
168 |
31 |
25 |
174 |
1 |
- |
||
|
1440 |
135 |
14 |
14 |
174 |
1 |
- |
93,71901 |
|
168 |
55 |
44 |
174 |
1 |
- |
||
|
1440 |
135 |
14 |
19 |
174 |
1 |
- |
147,2727 |
|
168 |
55 |
38 |
174 |
1 |
- |
||
|
1440 |
135 |
14 |
26 |
174 |
1 |
- |
239,3182 |
|
168 |
55 |
32 |
174 |
1 |
- |
||
|
1440 |
135 |
14 |
31 |
174 |
1 |
- |
365,2364 |
|
168 |
55 |
25 |
174 |
1 |
- |
||
|
1440 |
135 |
41 |
14 |
174 |
34 |
20 |
72,5743 |
|
168 |
26 |
44 |
174 |
68 |
80 |
||
|
1440 |
135 |
41 |
19 |
174 |
34 |
20 |
114,0453 |
|
168 |
26 |
38 |
174 |
68 |
80 |
||
|
1440 |
135 |
41 |
26 |
174 |
34 |
20 |
185,3237 |
|
168 |
26 |
32 |
174 |
68 |
80 |
||
|
1440 |
135 |
41 |
31 |
174 |
34 |
20 |
282,8324 |
|
168 |
26 |
25 |
174 |
68 |
80 |
||
|
1440 |
135 |
39 |
14 |
174 |
34 |
20 |
57,89956 |
|
168 |
31 |
44 |
174 |
68 |
80 |
||
|
1440 |
135 |
39 |
19 |
174 |
34 |
20 |
90,98502 |
|
168 |
31 |
38 |
174 |
68 |
80 |
||
|
1440 |
135 |
39 |
26 |
174 |
34 |
20 |
147,8507 |
|
168 |
31 |
32 |
174 |
68 |
80 |
||
|
1440 |
135 |
39 |
31 |
174 |
34 |
20 |
225,6429 |
|
168 |
31 |
25 |
174 |
68 |
80 |
||
|
1440 |
135 |
14 |
14 |
174 |
34 |
20 |
11,71488 |
|
168 |
55 |
44 |
174 |
68 |
80 |
||
|
1440 |
135 |
14 |
19 |
174 |
34 |
20 |
18,40909 |
|
168 |
55 |
38 |
174 |
68 |
80 |
||
|
1440 |
135 |
14 |
26 |
174 |
34 |
20 |
29,91477 |
|
168 |
55 |
32 |
174 |
68 |
80 |
||
|
1440 |
135 |
14 |
31 |
174 |
34 |
20 |
45,65455 |
|
168 |
55 |
25 |
174 |
68 |
80 |
Величины подач
|
Последовательность зацепления шестерен |
Величина подачи |
||||||
|
30 |
52 |
38 |
39 |
28 |
15 |
23 |
0,212445 |
|
51 |
26 |
22 |
39 |
35 |
48 |
55 |
|
|
30 |
52 |
38 |
39 |
18 |
35 |
23 |
0,424891 |
|
51 |
26 |
22 |
39 |
45 |
28 |
55 |
|
|
30 |
52 |
38 |
39 |
18 |
15 |
23 |
0,106223 |
|
51 |
26 |
22 |
39 |
45 |
48 |
55 |
|
|
30 |
52 |
38 |
23 |
0,389483 |
|||
|
51 |
26 |
48 |
55 |
||||
|
30 |
40 |
38 |
39 |
28 |
15 |
23 |
0,118025 |
|
51 |
36 |
22 |
39 |
35 |
48 |
55 |
|
|
30 |
40 |
38 |
39 |
18 |
35 |
23 |
0,23605 |
|
51 |
36 |
22 |
39 |
45 |
28 |
55 |
|
|
30 |
40 |
38 |
39 |
18 |
15 |
23 |
0,059013 |
|
51 |
36 |
22 |
39 |
45 |
48 |
55 |
|
|
30 |
40 |
38 |
23 |
0,216379 |
|||
|
51 |
36 |
48 |
55 |
||||
|
30 |
30 |
38 |
39 |
28 |
15 |
23 |
0,151747 |
|
51 |
21 |
22 |
39 |
35 |
48 |
55 |
|
|
30 |
30 |
38 |
39 |
18 |
35 |
23 |
0,303493 |
|
51 |
21 |
22 |
39 |
45 |
28 |
55 |
|
|
30 |
30 |
38 |
39 |
18 |
15 |
23 |
0,075873 |
|
51 |
21 |
22 |
39 |
45 |
48 |
55 |
|
|
30 |
30 |
38 |
23 |
0,278202 |
|||
|
51 |
21 |
48 |
55 |
||||
|
30 |
20 |
38 |
39 |
28 |
15 |
23 |
0,088519 |
|
51 |
24 |
22 |
39 |
35 |
48 |
55 |
|
|
30 |
20 |
38 |
39 |
18 |
35 |
23 |
0,177038 |
|
51 |
24 |
22 |
39 |
45 |
28 |
55 |
|
|
30 |
20 |
38 |
39 |
18 |
15 |
23 |
0,044259 |
|
51 |
24 |
22 |
39 |
45 |
48 |
55 |
|
|
30 |
20 |
38 |
23 |
0,162285 |
|||
|
51 |
24 |
48 |
55 |
||||
|
51 |
38 |
39 |
28 |
15 |
23 |
0,306983 |
|
|
30 |
22 |
39 |
35 |
48 |
55 |
||
|
51 |
38 |
39 |
18 |
15 |
23 |
0,153492 |
|
|
30 |
22 |
39 |
45 |
48 |
55 |
||
|
51 |
38 |
39 |
18 |
35 |
23 |
0,613967 |
|
|
30 |
22 |
39 |
45 |
28 |
55 |
||
|
51 |
38 |
23 |
0,562803 |
||||
|
30 |
48 |
55 |
Список использованной литературы.
1.
2.
изд. 3-е, перераб. и доп.
Учебник для машиностроительных техникумов. М., «Машиностроение»,
3.
4.
5.
6.
7.
8.
9.
