Ультразвуковая обработка
| Загрузить архив: | |
| Файл: ref-26805.zip (447kb [zip], Скачиваний: 220) скачать |
СОДЕРЖАНИЕ
1 Вступление………………………………………………………………………3
2 Ультразвуковая размерная обработка хрупких материалов………………....3
3 Ультразвуковая очистка круга в процессе шлифования…………………... ..7
4 Ультразвуковая интенсификация обычных процессов резания…………....10
5 Ультразвуковое сверление глубоких отверстий алмазным
инструментом………………………………………………...………………..12
6 Выводы…………………………………………………………………………21
7 Список использованных источников
1 ВСТУПЛЕНИЕ
Применение ультразвуковых колебаний является одним из направлений интенсификации процессов резания труднообрабатываемых материалов. Многочисленными исследованиями установлено, что применение ультразвука при механической обработке может повышать производительность и улучшать качество поверхностного слоя. Кроме того, при выполнении некоторых операций ультразвуковые методы обработки являются наиболее эффективными и целесообразными.
Работы по исследованию и изысканию ультразвуковых методов механической обработки различных материалов были начаты авторами в МАИ на кафедре «Резание конструкционных материалов, режущий инструмент и станки» под руководством В. А. Кривоухова.
Известны четыре области применения ультразвука при механической обработке [1]: 1) снятие заусенцев и декоративное шлифование мелких деталей свободно направленным абразивом; 2) ультразвуковая размерная обработка хрупких материалов; 3) очистка рабочей поверхности шлифовального круга в процессе его работы; 4) сообщение вынужденных ультразвуковых колебаний малой амплитуды режущим инструментам (лезвийным и абразивным) для интенсификации обычных процессов резания труднообрабатываемых материалов.
2 УЛЬТРАЗВУКОВАЯ РАЗМЕРНАЯ ОБРАБОТКА ХРУПКИХ МАТЕРИАЛОВ
Ультразвуковая обработка является способом формообразования поверхностей деталей из хрупких материалов (стекла, кварца, керамики, ситаллов, рубина, германия, кремния и др.). Этот метод особенно эффективен при изготовлении отверстий и полостей сложной формы в деталях из твердых хрупких материалов, обработка которых другими методами затруднительна или вообще невозможна.
Из ультразвуковых станков применялись мод. 4771, 4772А и 4Б772. В этих станках применены активные способы подачи абразивной суспензии в рабочую зону — вакуумный отсос и нагнетание суспензии под давлением. Кроме того, в станке 4Б772 использован предложенный в МАИ способ повышения производительности и снижения износа инструмента, который основан на рациональном совмещении ультразвукового и электрохимического методов обработки.
Совмещенный способ обработки наиболее эффективен и перспективен при обработке твердых сплавов. Производительность этого способа в 50 раз выше, чем при электроэрозионном способе, и в 10 раз выше, чем при ультразвуковой обработке. Совмещенный способ позволяет в 8—10 раз снизить износ инструмента, а также в 3—5 раз уменьшить удельный расход электроэнергии [2].
Проведенными исследованиями установлено, что при ультразвуковой обработке, по сравнению с другими методами обработки твердых сплавов, достигается более высокое качество поверхностного слоя, что приводит к существенному повышению износостойкости и усталостной прочности твердосплавных штампов, матриц, пресс-форм, фильер и др.
Влияние различных методов обработки (абразивного и алмазного шлифования, электроимпульсного, электрохимического и ультразвукового) на остаточные напряжения в твердых сплавах ВК25В и ХН20 изучено в работе [3]. Эпюры остаточных напряжений, полученные после ультразвуковой обработки, напоминают эпюры остаточных напряжений после абразивной обработки: на поверхности образцов возникают остаточные напряжения сжатия (sсж =35¸51 кГ/мм2), которые на глубине 0,01 мм меняют знак и переходят в растягивающие sт. Величина остаточных напряжений sтна глубине 0,05 мм равна 35 кГ/мм2. Напряжения, вызванные совмещенной ультразвуковой обработкой, несколько выше, чем при обычной ультразвуковой: на поверхности образца sсж=53¸63 кГ/мм2.
При электроимпульсной обработке возникают большие растягивающие напряжения, которые вызывают появление в поверхностном слое микротрещин. Поэтому электроимпульсный метод можно применять лишь при черновой обработке штампов.
Сообщение вращательных движений инструменту и заготовке позволяет увеличить производительность процесса и площадь обработки в 2,5 раза, на 1—2 класса улучшить качество поверхности, устранить неравномерность износа инструмента и увеличить его размерную стойкость. Технологические возможности метода расширяютсяприсоздании эксцентриситета осей вращения инструмента и детали: представляется возможным обрабатывать кольцевые канавки различныхдиаметров и вести ультразвуковую обработкупо кинематической схеме расточного станка. Преимущества этой схемы обработки выявлены для зернистостей абразивного материала от № 16 до М20. Ультразвуковая обработка с вращением инструмента и заготовки обеспечивает точность обработки отверстий в стекле и керамике до 2-го класса, а точность их взаимного расположения до 0,01 мм.
На основе проведенных исследований разработан ультразвуковой прецизионный станок мод. УЗСТ-1. Разработан также высокопроизводительный метод ультразвуковой размерной обработки внутренних сферических поверхностей твердосплавных штампов [4], который основан на использовании в качестве инструмента незакрепленных (свободных) шаров. Этот метод изготовления твердосплавных штампов применяется с большим технико-экономическим эффектом на ряде подшипниковых заводов.
Ю. Ф. Пискуновым [5] разработан способ ультразвуковой обработки стекла, минералокерамики и других хрупких материалов непрофилированным инструментом — тонкой проволокой. В натянутой между двух опор инструменте-проволоке 2 (рис. 1), постоянно перематывающейся с катушки 7 на катушку 8, возбуждаются ультразвуковые колебания от концентратора 1; обрабатываемая деталь 3 с небольшой силой Р прижимается к инструменту, а в зону контакта инструмент—деталь подается абразивная суспензия. Предложены три способа сообщения подвижному инструменту-проволоке ультразвуковых колебаний от неподвижного концентратора (см. рис. 1): 1) инструмент 2 прижимается к боковой поверхности концентратора 1 подпружиненным роликом 4 и под действием сил трения Fв проволоке возбуждаются ультразвуковые колебания (см. рис. 1, а); 2) инструмент-проволока 2 протягивается с небольшим натягом через фильеру 5, установленную в пучности колебаний концентратора 1 (рис. 1, б); 3) инструмент 2 огибает концентратор 1 по радиусной канавке 6, а прижим проволоки к концентратору 1 осуществляется в результате противонатяжения проволоки (рис. 1, в).
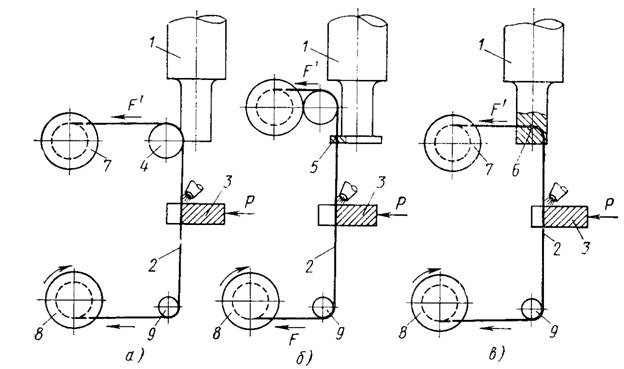
1 – концентратор;
2 – инструмент-проволока;
3– обрабатываемая деталь;
4 – прижимной ролик;
5– фильера;
6 – радиусная канавка;
7, 8 – катушки;
9 – направляющий ролик.
Рис. 1 – Схемы ультразвуковой обработки непрофилированным инструментом-проволокой.
Экспериментами установлено, что наилучшим является третий способ. Он обеспечивает стабильное протекание процесса при различных диаметрах инструмента. Этот своеобразный «ультразвуковой лобзик» позволяет вести контурную вырезку, обработку узких пазов (шириной менее 0,1 мм), разрезку заготовок (при толщине обрабатываемого материала 10 мм и более, ширинереза 0,1—0,5 мм).Производительностьпроцесса до 100—150 мм2/мин, шероховатость поверхности 6—7-го класса.
Химическое действие абразивной суспензии. Наиболее эффективным способом интенсификации процесса ультразвуковой размерной обработки электропроводящих материалов является совмещение ультразвукового метода с электромеханическим процессом анодного растворения [1,5]. Изменить свойства обрабатываемого материала в зоне обработки можно и путем использования чисто химического действия жидкости, несущей абразив [6].
Например, по данным Новосибирского электротехнического института применение химически активной среды (15%-ный раствор CuSО4) позволяет увеличить производительность ультразвуковой обработки твердых сплавов в 1,7—2,5 раза.
Влияние на производительность ультразвуковой обработки стекла поверхностно-активных сред (растворов солей хлористого, азотнокислого, сернокислого натрия, хлористого железа, хлористого калия) изучено в работе [7]. Наибольшее повышение производительности достигнуто при использовании растворов, содержащих в составе ионы хлора, что объясняется их большой проникающей способностью. При периодических ударах торца инструмента по зернам абразива на поверхности хрупких тел, в частности стекла, образуется зона, пронизанная макро- и микротрещинами. Эта зона при многократных действиях инструмента становится зоной разрушения. Поверхностно-активные вещества, проникая в трещины, могут создавать расклинивающее действие и интенсифицировать процесс ультразвуковой обработки.
Максимум производительности наблюдается при концентрации хлорного железа, равной 0,025%. При увеличении амплитуды колебаний от 10 до 40 мкм эффект действия среды снижается от 1,6 до 1,2 раз. Поэтому поверхностно-активные добавки в абразивную суспензию целесообразны лишь при ультразвуковой обработке с малыми амплитудами колебаний инструмента (А≤10¸15 мкм).
3 УЛЬТРАЗВУКОВАЯ ОЧИСТКА КРУГА В ПРОЦЕССЕ ШЛИФОВАНИЯ
Метод ультразвуковой очистки и смазки рабочей поверхности круга в процессе шлифования предложен в Советском Союзе. Установлено, что этот способ наиболее эффективен при шлифовании вязких труднообрабатываемых материалов, а также при высоких требованиях к качеству обработанной поверхности.
В Ереванском политехническом институте под руководством М. В. Касьяна проведено комплексное изучение процесса очистки и смазки шлифовального круга. Исследовалась эффективность ультразвуковой очистки при круглом шлифовании кругами из электрокорунда и карбида кремния большой гаммы материалов: инструментальных и конструкционных легированных сталей, серого чугуна и жаропрочного сплава ХН77ТЮР (рис. 2). При действии ультразвука вершины абразивных зерен более продолжительное время остаются острыми. Поэтому снижаются силы резания, что приводит к повышению точности обработки и уменьшению наклепа шлифованной поверхности. При ультразвуковой очистке стойкость круга возрастает до 2—3 раза, а шероховатость обработанной поверхности снижается на один класс.
При ультразвуковой очистке и смазке рабочей поверхности круга повышается степень диспергирования абразивных зерен, т. е. режущая способность зерен используется более полно.
Ультразвуковой метод эффективен не только при шлифовании кругами из электрокорунда и карбида кремния, но и при работе алмазных кругов, особенно на металлических связках. Применение ультразвука позволяет увеличить стойкость алмазных кругов из АСП и АСВ до 2,5 раз, снизить удельный расход алмазов до 2,3 раза и уменьшить силы резания Pzна 40—45%; Ру на 20—25%. Чистота обработанной поверхности улучшается на один класс.
Для очистки шлифовальных кругов разработана малогабаритная ультразвуковая установка (рис. 3) [7]. Установка состоит из головки и ультразвукового генератора УЗГ-0,2ЛТ мощностью 0,2 кВт. Питание от генератора подводится к колодке 9, откуда подается на магнитострикционный преобразователь 5. При помощи концентратора 2 и криволинейного волновода 1 колебания сообщаются охлаждающей жидкости, которая через сопло подается на рабочий торец волновода 1. Наибольший эффект очистки рабочей поверхности круга достигается при зазоре А = 0,1ч-0,2 мм. Корпус головки смонтирован на суппорте, имеющем неподвижную стойку 11 и каретку 10. Изменение величины зазора Δ достигается перемещением волновода в вертикальном направлении маховиком. Дополнительная регулировка положения волновода относительно круга производится поворотом всего суппорта с головкой вокруг оси 12. В державке каретки 10 закреплен хвостовик 8 с приваренным к нему цилиндром 4, в котором установлен преобразователь.
Охлаждение преобразователя производится эмульсией от основной магистрали станка. Охлаждающая жидкость через штуцер 6 подается в полость цилиндра, заполняет его до уровня трубки 7 и стекает по ней через штуцер 3 на излучающий торец волновода и производит охлаждение детали и очистку круга. Испытания головки показали, что ее применение позволяет увеличить стойкость алмазных кругов в 3–4 раза при шлифовании стали Х18Н10Т и титановых сплавов.
1 – обычное круглое шлифование;
2 – шлифование с ультразвуковой очисткой круга.
Рис. 2 – Шероховатость поверхности Rа (а) и стойкость круга Т (б) при шлифовании различных материалов.
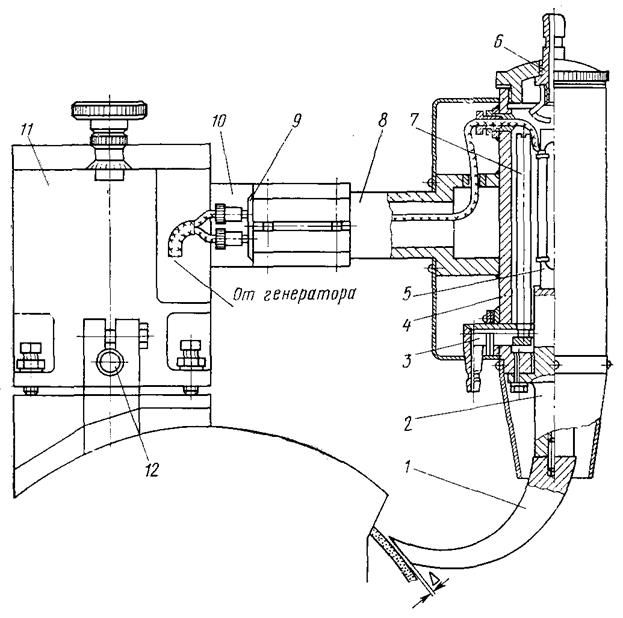
Рис. 3 – Ультразвуковая головка для очистки шлифовального круга.
4 УЛЬТРАЗВУКОВАЯ ИНТЕНСИФИКАЦИЯ ОБЫЧНЫХ ПРОЦЕССОВ РЕЗАНИЯ
Ультразвук находит применение при механической обработке для сообщения вынужденных колебаний обычным режущим инструментам. Ультразвуковые колебания ранее сообщались главным образом металлическим (лезвийным) режущим инструментам. Получены положительные результаты при возбуждении ультразвуковых колебаний и в алмазных инструментах на металлической связке [8].
Ультразвуковые колебания в настоящее время получили применение при нарезании резьб диаметром от 12 до 30 мм метчиками в нержавеющих, жаропрочных и титановых сплавах [1].
В Советском Союзе разработаны оборудование и технология ультразвукового нарезания резьб малого диаметра (от Ml до М6) в деталях из труднообрабатываемых материалов [9]. При ультразвуковом нарезании резьб малого диаметра крутящий момент на метчике снижается на 25—30% и улучшается качество обработанной поверхности. Настольные ультразвуковые станки СРС-2 и СРС-3 имеют пьезокерамический преобразователь с метчиком, закрепленным в плавающей опоре, и электромагнитную предохранительную муфту, размыкающую кинематическую цепь станка при чрезмерном увеличении сил резания. Оптимальные величины амплитуд продольных колебаний метчика находятся в пределах 1–4 мкм (в зависимости от диаметра нарезаемой резьбы). Ультразвуковые колебания такой амплитуды не оказывают влияния на точность нарезаемой резьбы (2-й класс).
При ультразвуковом резьбонарезании наилучшие результаты в качестве смазочно-охлаждающей жидкости дает применение смеси сульфофрезола, керосина и олеиновой кислоты, а также новых СОЖ: В-29Б, В-32К, В-35. Получены также положительные результаты при сообщении ультразвуковых колебаний специальным инструментам-раскатникам. В этом случае внутренние резьбы малого диаметра (М4–М12) получают методом пластического деформирования. При действии ультразвука на раскатник крутящий момент уменьшается до 50%, а шероховатость поверхности резьбы снижается на 1–2 класса.
Таким образом, установлена целесообразность и эффективность применения ультразвука при нарезании резьб малого и среднего диаметров в труднообрабатываемых материалах (нержавеющие и жаропрочные стали и сплавы, титановые сплавы).
Проведены опыты по изучению влияния ультразвука на стойкость спиральных сверл диаметром 6–16 мм при обработке нержавеющей стали Х18Н9Т [10]. Опыты проводили с помощью вращающихся ультразвуковых головок с магнитострикционным преобразователем. При сообщении колебаний спиральному сверлу на его рабочем конце возникают как крутильные, так и продольные колебания. Измерения показали, что продольные колебания наблюдаются главным образом в области перемычки, а на главных режущих кромках – в основном крутильные колебания.
Установлено, что при амплитудах продольных колебаний Апр=1 мкм (при этом на периферии сверла Акр ≈2 мкм) стойкость сверл Т в 1,5–1,8 раза выше, чем при обычном сверлении. При более высоких амплитудах колебаний появляются сколыперемычки, а при меньших амплитудах результаты опытов нестабильны. Повышение прочности сверла путем увеличения угла 2φ до 130° позволило увеличить стойкость до 25–30 мин, т. е. в этом случае действие ультразвука повышает стойкость сверл в 2,5–3 раза. Наряду с увеличением стойкости повышается производительность процесса в результате сокращения количества выводов сверла для очистки его канавок от стружки.
Интересные результаты получены при исследовании влияния ультразвука на остаточные напряжения. Радиальные ультразвуковые колебания приводят к значительному снижению остаточных напряжений и даже к перемене знака: при точении стали ХН35ВТЮ с амплитудой колебаний А около 3 мкм растягивающие напряжения переходят в сжимающие. Это явление особенно заметно при работе с малыми подачами. При резании титанового сплава ВТЗ-1 возбуждение радиальных колебаний приводит к увеличению сжимающих остаточных напряжений на 40–80%.
Сообщение инструменту тангенциальных ультразвуковых колебаний вызывает значительное снижение остаточных напряжений без перемены их знака, причем эффект возрастает с увеличением амплитуды колебаний. Возможность получения под действием ультразвука благоприятной в отношении повышения усталостной прочности эпюры остаточных напряжений представляет резерв повышения долговечности и надежности деталей. Ультразвуковые колебания оказывают существенное влияние на процесс резания режущим инструментом хрупких неметаллических материалов. Наибольшее снижение силрезания приобработке с ультразвуком, так же как и при резании пластичных материалов, наблюдается при возбуждении колебаний в направлении главного движения (тангенциальные колебания).
При ультразвуковой обработке хрупких материалов, как и при резании металлов [1], износ инструмента по задней поверхности оказывает значительно меньшее влияние на увеличение сил резания, чем при обычном резании. При резании пластичных металлов, как установлено в работах проф. А. И. Маркова, основной механизм действия ультразвука состоит в микротермическом эффекте, приводящем к размягчению и микрооплавлению металла в точках истинного контакта инструмента и заготовки. При резании хрупких неметаллических материалов действие ультразвука состоит, главным образом, в интенсификации процесса трещинообразования и таким образом значительно облегчается процесс стружкообразования, снижаются силы резания, уменьшается коэффициент динамичности.
5 УЛЬТРАЗВУКОВОЕ СВЕРЛЕНИЕ ГЛУБОКИХ ОТВЕРСТИЙ АЛМАЗНЫМ ИНСТРУМЕНТОМ
В машиностроении, приборостроении и радиоэлектронике все более широкое применение находят различные неметаллические материалы: оптическое, кварцевое и техническое стекло, керамика, ситаллы и др. Эти материалы обладают высокой твердостью и хрупкостью.
Механическая обработка твердых неметаллических материалов, особенно глубокое сверление отверстий малого диаметра (D=3¸6 mm; h≥50 мм), связана с большими трудностями. Кроме того, при использовании известных методов механической обработки отверстий в таких материалах часто не удается выдержать требуемые техническими условиями качество поверхности и точность обработки. Применение обычной схемы ультразвуковой размерной обработки даже при использовании активных способов подачи абразивной суспензии в рабочую зону неэффективно вследствие малой производительности, низкой точности и большого износа инструмента.
Перспективным направлением ультразвукового резания хрупких труднообрабатываемых материалов является обработка вращающимся алмазным инструментом.
За рубежом разработаны специализированные ультразвуковые станки малой мощности (0,1—0,2 кВт) с вращающимся алмазным инструментом. Однако все эти станки пригодны для обработки на глубину не более 25–30 мм. Применение для этой цели специализированного ультразвукового станка МЭ-22 также не может решить задачу глубокого сверления отверстий малого диаметра.
Для ориентировочной оценки эффективности влияния ультразвуковых колебаний на процесс обработки оптического стекла предварительно были поставлены опыты по царапанию плоских образцов ориентированными и неориентированными кристаллами алмаза.
Сообщение алмазному индентору ультразвуковых колебаний малой амплитуды позволяет в результате создания сетки микротрещин существенно интенсифицировать процесс диспергирования хрупкого материала, причем наиболее значительно возрастает ширина канавок, особенно при царапании неориентированными кристаллами алмаза (от 3 до 5 раз).
Экспериментальные работы по ультразвуковому сверлению глубоких отверстий выполняли на установке, смонтированной на токарно-винторезном станке мод. 1К62, схема которой приведена на рис. 4. Источником ультразвуковых колебаний служили двухстержневые магнитострикционные пакеты с рабочей частотой fот 24 до 43,5 кГц. К пакетам припаяны полуволновые экспоненциальные концентраторы, к которым на резьбе крепится резонансной длины трубка с алмазной коронкой. Вода, подаваемая под давлением, охлаждает магнитострикционный пакет и, проходя через отверстие алмазной коронки, охлаждает зону резания и вымывает стружку. Ультразвуковая головка с помощью конуса закреплена в пиноли задней бабки токарного станка. Различные осевые силы Р в процессе обработки устанавливали с помощью динамометрической скобы 5. Магнитострикционный преобразователь возбуждается от ультразвукового генератора УЗМ-1,5 со специально переоборудованным задающим каскадом. Первые эксперименты проводили алмазными коронками диаметром 6´4 мм, изготовленными из алмаза А16 на металлической связке М5-6, 100%-ной концентрации.
Глубина обработки в опытах с ультразвуком h=504–60 мм. При работе без колебаний обработку вели на глубине не более 20 мм.
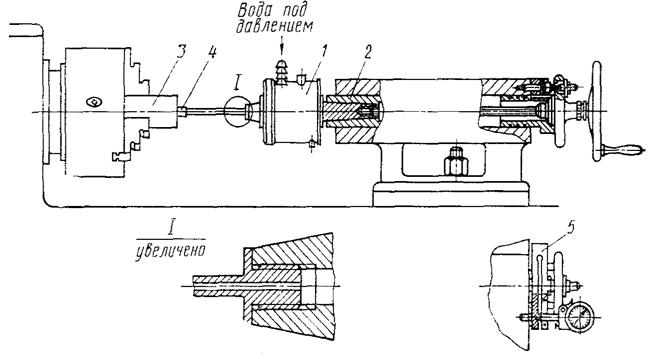
1 – ультразвуковая головка;
2 – пиноль задней бабки;
3 – обрабатываемая заготовка;
4 – алмазное сверло;
5 – динамометрическая скоба.
Рис. 4 – Схема экспериментальной установки.
Изучены зависимости основных технологических характеристик ультразвукового алмазного сверления от режимов резания, акустических параметров и характеристик алмазных инструментов.
Влияние силы подачи и окружной скорости сверла (рис. 5).При сверлении с ультразвуком на окружной скорости заготовки v = 0,76 м/сек наблюдается достаточно четкая зависимость производительности Vи s от удельной силы подачи р: при повышении р от 3,3 до 30 кГ/см2 производительность увеличивается в 10—11 раз. Дальнейший рост р вызывает значительное снижение производительности процесса. Оптимальное значение силы подачи при работе с ультразвуковой головкой в несколько раз больше, чем при обычной ультразвуковой обработке [6].
Влияние акустических параметров (рис. 6).При увеличении амплитуды колебаний А до 11 мкм наблюдается рост производительности процесса Vи s, дальнейший рост амплитуды приводит к снижению Vи s, что объясняется чрезмерным увеличением знакопеременной нагрузки на алмазные зерна и снижением прочности связки. Максимуму производительности соответствует минимальное значение удельного износа инструмента.
Влияние характеристик алмазного инструмента (рис. 7).Были проведены исследования влияния основных характеристик алмазного инструмента (концентрации алмазов К, зернистости алмазов, вида алмазов и связки) на эффективность процесса ультразвукового алмазного сверления. При увеличении концентрации алмазов К от 50 до 150% производительность процесса значительно возрастает и практически не изменяется удельный износ инструмента qv. Дальнейшее увеличение концентрации К до 200% приводит к снижению производительности и резкому износу инструмента. Это объясняется значительным уменьшением механической прочности алмазоносного слоя.
Влияние давления воды на технологические характеристики (рис. 8).Давление воды оказывает существенное влияние на производительность процесса Vи s и удельный износ инструмента qv. При рв=1,5 кГ/см2 износ инструмента имеет максимальное значение (qv=0,227%), а производительность – минимальное значение (s=65–69 мм/мин). При увеличении давления воды производительность увеличивается и снижается удельный износ инструмента, при рв=2,5 кГ/см2 процесс резания стабилизируется (s = 78–80 мм/мин и qv = 0,055–0,067%).
Шероховатость обработанной поверхности мало зависит от давления воды в исследуемом диапазоне рв и находится в пределах 4-го класса.
При увеличении давления воды от 1,5 до 3,5 кГ/см2 конусность отверстий возрастает с 2' до 8'; при рв =2,5 кГ/см2 конусность равна 4'.
Выявленная в результате опытов высокая эффективность ультразвукового алмазного сверления стекла вызвала необходимость проведения дальнейших работ. Было исследовано влияние глубины обработки, изучена обрабатываемость ультразвуковым алмазнымсверлением большой гаммы различных хрупких неметаллических материалов, проведено изыскание способа улучшения качества обработанной поверхности, разработаны конструкции ультразвуковых вращающихся головок для установки их на обычных металлорежущих станках.
Зависимость технологических характеристик ультразвукового алмазного сверления кварцевого стекла от глубины обработки h(рис. 9). При увеличении глубины обработки hдо 200 мм производительность процесса снижается незначительно (примерно на 20%) и при h= 200 мм s = 63–65 мм/мин. Удельный износ инструмента qvнесколько возрастает, однако и при h= 200 мм значение qvневелико: 0,11 — 0,12%. Снижение Vи s и рост
qvс увеличением глубины обработки объясняются ухудшением условий доступа охлаждающей жидкости в зону резания и удаления стружки.
Шероховатость обработанной поверхности по всей длине заготовки остается практически неизменной и находится в пределах 4-го класса.
Конусность обработанных отверстий не превышает 3,5', эллипсность менее 0,01 мм.
Таким образом, обработка вращающимся алмазным инструментом (коронкой) с наложением ультразвуковых колебаний является эффективным способом получения отверстий малого диаметра (D = 3¸6 мм) на глубину h= (30¸60)мм в хрупких неметаллических материалах.
Влияние длины обработанной детали на технологические характеристики процесса (рис. 10).При сверлении тонких заготовок возможно, что длина обработанной заготовки влияет на сам процесс обработки, поскольку при контакте колеблющегося инструмента с заготовкой небольшой массы последняя может оказаться как бы продолжением всей акустической системы. Поэтому для изучения влияния длины заготовок на процесс обработки проведены опыты по сверлению заготовок с d=28 мм различной длины: l=58 мм (равной λ/2); 87 мм (равной λ/2 + λ/4); 116 мм (равной 2·λ/2); 145 мм (равной 2·λ/2 + V4); 174 мм (равной 3·λ/2).
Следовательно, длина заготовки не оказывает специфического влияния на процесс обработки.
Обрабатываемость хрупких неметаллических материалов.Изучена обрабатываемость неметаллических материалов: различных марок стекол, ситаллов, минералокерамики и др. Обрабатываемость хрупких неметаллических материалов при ультразвуковом алмазном сверлении зависит от ряда их физико-механических свойств, связанных с прочностью, соотношением микротвердости алмаза и материала, структурой материала. Анализ полученных данных показывает, что коэффициент обрабатываемости Ksобычно снижается при увеличении твердости обрабатываемого материала. Несколько заниженные значения Ksу таких материалов как рубин, специальный ситалл и др. объясняются тем, что оптимальная удельная статическая нагрузка при обработке этих материалов выше 30 кГ/см2. Ультразвуковая алмазная обработка имеет преимущества перед обычной ультразвуковой обработкой свободным абразивом [1]: производительность ультразвуковой алмазной обработки выше в 30–50 раз, а удельный износ инструмента меньше в 10–25 раз, глубина обработки возрастает до (30¸60)D. При ультразвуковом алмазном сверлении наблюдается стабильность процесса, о чем свидетельствуют результаты экспериментов; разброс экспериментальных точек для всех технологических характеристик обычно не превышает 10%.
Точность ультразвукового алмазного сверлениязависит от многочисленных акустических и технологических факторов: режимов обработки, характеристик режущего инструмента, жесткости систем СПИД, кинематической схемы процесса и др. Для оценки точности обработано 50 отверстий в оптическом стекле на глубину h = 50 мм при оптимальных режимах обработки. Наружный диаметр коронки D1=6,45 мм, с учетом биения коронки D2 = 6,46 мм.
Точность обработки оценивали по следующим критериям: точность размера – по отклонениям полученного размера от заданного на входе в отверстие и выходе из отверстия; точность формы – по конусности и эллипсности отверстия. Все эти погрешности носят случайный характер и, как показали результаты обработки экспериментальных данных(рис. 11), подчиняются закону нормального распределения.
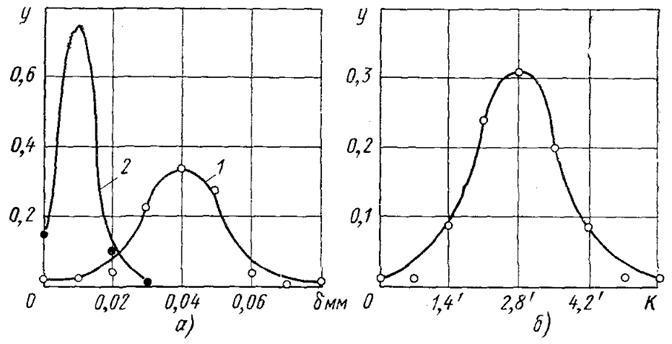
а – увеличение диаметра отверстий;
1 – на входе;
2 – на выходе;
б – конусность отверстий.
Рис. 11 – Точность ультразвукового алмазного сверления.
Анализ полученных в ряде экспериментов данных (табл. 1) показывает, что точность обработки алмазным инструментом значительно выше точности обычной ультразвуковой обработки свободным абразивом. Так, например, 94% всех отклонений размера на входе отверстия составляют 0,02–0,06 мм, 98% отклонений размера на выходе отверстия составляют 0–0,02 мм, конусность при этом не превышает 5', эллипсность менее 0,01 мм. Увеличением жесткости инструмента или применением специальных люнетов можно получить отверстия 2-го класса точности (отклонения размера менее 0,015 мм). Конусность глубоких отверстий (А = 200 мм) не превышает 3,5', искривление оси – менее 0,1 мм.
Таблица 1 – Точность ультразвукового алмазного сверления
|
Погрешности |
х |
s |
υ |
|
Отклонения размера на входе отверстия Отклонения размера на выходе отверстия Конусность |
0,039 мм 0,01 мм 2,80' |
0,0124 мм 0,0053 мм 0,84' |
0,32 0,53 0,3 |
Конусность обработанных отверстий при ультразвуковой алмазной обработке значительно меньше, чем при ультразвуковой обработке свободным абразивом. Например, по данным Н. И. Щербаченко средняя величина конусности составляет 60' при s=±20'.
Таким образом, ультразвуковое алмазное сверление является высокопроизводительным способом получения точных отверстий малого диаметра (D = 3¸8 мм) в хрупких неметаллических материалах.
Шероховатость обработанной поверхности.Проведенные исследования показали, что шероховатость обработанной поверхности при режимах ультразвуковой алмазной обработки, соответствующих максимальной производительности, находится в пределах 4–5-го классов и практически не зависит от размера зерен алмаза (в пределах АМ5—АМ16). Для получения более высоких классов проведены опыты по сверлению стекла и минералокерамики с малой подачей. Установлено, что применение малой подачи в пределах 4,6–14 мм/мин позволяет получить сравнительно высокий класс чистоты обработанной поверхности. Указанный режим работы с малой принудительной подачей для достижения высокого класса чистоты обработанной поверхности можно назвать режимом ультразвуковой алмазной доводки.
Результаты проведенных исследований показывают, что ультразвуковая обработка отверстий вращающимся алмазным инструментом в твердых хрупких материалах имеет следующие преимущества перед обычной ультразвуковой размерной обработкой суспензией карбида бора: 1) высокая производительность процесса; 2) высокая стойкость инструмента; 3) возможность обработки глубоких отверстий (hдо 500 мм при D= 3¸6 мм); 4) высокая точность и малая шероховатость; 5) улучшение санитарно-гигиенических условий для обслуживающего персонала; 6) не требуется защита узлов станка от попадания абразивной суспензии.
Наряду с преимуществами ультразвуковое алмазное сверление имеет и недостатки: 1) невозможность обрабатывать отверстия фасонного профиля; 2) высокая стоимость инструмента.
Однако при обработке отверстий в телах вращения ультразвуковое алмазное сверление является высокопроизводительным способом. Этот метод особенно эффективен и целесообразен при обработке глубоких отверстий малого диаметра в твердых хрупких материалах (стекло, керамика, ситаллы, германий, кремний и др.) и может быть рекомендован для широкого промышленного применения.
В МАИ совместно с ГОСНИИКСом создана ультразвуковая вращающаяся головка УЗВГ-1. После испытания головка была усовершенствована. Конструкция ультразвуковой усовершенствованной головки УЗВГ-2 показана на рис. 12. Ультразвуковая головка при помощи конуса Морзе № 4 крепится в шпинделе станка (координатно-расточного, сверлильного или фрезерного). Головка состоит из неподвижного корпуса 4 и подвижного 1, вращающегося относительно неподвижного на шариковых подшипниках сверхлегкой серии № 100912 (ГОСТ 8338—57*). Подвижный корпус для уменьшения инерционных сил изготовлен из титанового сплава ВТ5. Корпус можно изготовить и из нержавеющей стали Х18Н9Т. Внутри подвижного корпуса размещен двухстержневой магнитострикционный преобразователь 3 из пермендюра К50Ф2 сечением 20´20 мм с собственной частотой f = 44 кгц. Указанная рабочая частота выбрана на основе проведенных в МАИ исследований: повышение частоты магнитострикционного преобразователя с 24,5 до 44 кГц позволяет на 40% повысить производительность процесса. Кроме того, применяя повышенную рабочую частоту можно создать компактную конструкцию ультразвуковой головки.
К рабочему торцу пакета серебряным припоем ПСр40 припаивается полуволновой концентратор 5, который крепится к подвижному корпусу головки с помощью тонкого фланца, расположенного в узле смещений концентратора. Головка приводится в движение от ультразвукового генератора мощностью около 0,4 кет при помощи двух графитовых щеток, расположенных в текстолитовых втулках 2 на неподвижном корпусе, и медных скользящих колец, закрепленныхна подвижном корпусе.
Магнитострикционный пакет и инструмент охлаждаются водопроводной водой. Вода под давлением 2–3 кГ/см2 поступает через штуцер 7 в полость П, а затем через систему отверстий в подвижный корпус. После охлаждения пакета вода через отверстия, просверленные в концентраторе, поступает в инструмент 6. Защита подшипников и токоподводящих деталей от воды обеспечивается при помощи разжимных резиновых манжет (серия 2115), рассчитанных на окружную скорость v=10 м/сек. Максимальная окружная скорость подвижного корпуса не превышает 5 м/сек. Алмазное сверло-коронка 6 имеет трубчатый корпус длиной l, кратной полуволновой длине λ/2 (l = mλ/2). Величина mвыбирается в зависимости от глубины сверления h. Например, для h= 200¸220 мм m=4. Для сверл со стальным корпусом при f = 44 кгц λ/2 = 58 мм. Верхняя часть корпуса инструмента снабжена резьбовым хвостовиком, при помощи которого инструмент закрепляется в концентраторе ультразвуковой головки.
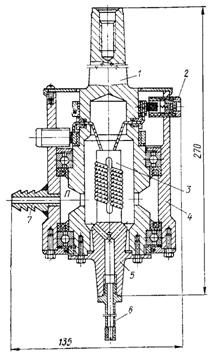
Рис. 6 – Ультразвуковая головка для алмазного сверления
В процессе сверления необходимо закреплять неподвижный корпус головки. Это крепление может осуществляться различно в зависимости от типа металлорежущего станка. Одним из способов является крепление при помощи двух пар полуколец. Верхнюю пару полуколец закрепляют при помощи винтов на пиноли станка, нижнюю пару закрепляют на головке. Обе пары полуколец соединяют металлическими стержнями. Такое жесткое крепление головки значительно снижает вибрации и увеличивает срок службы головки.
В качестве режущего инструмента при обработке отверстий D = 34–12 мм рекомендуется применять алмазные сверла-коронки на металлических связках М5-6 и М5-10, с натуральными (А) и синтетическими монокристальными (САМ) алмазами зернистостью № 16. Концентрация алмазов K=100–150%. Режимы резания: число оборотов n = 1600¸2400 в минуту (в зависимости от диаметра сверла); удельная сила подачи р =184–42 кГ/см2; амплитуда колебаний инструмента A = 10 мкм; частота колебаний l = 44 кгц. При сверлении сквозных отверстий в оптическом кварцевом стекле инструментом D = 3¸6 мм на глубину h=100 мм при оптимальных режимах обработки достигается производительность s = 74¸84 мм/мин и V=900¸2100 мм3/мин. Головка УЗВГ-2 внедрена в производство на ряде заводов.
Разработана конструкция ультразвуковой головки УЗГП с преобразователем из пьезокерамики ЦТС-19. Испытания головки УЗГП показали ее достаточную надежность и хорошие эксплуатационные свойства.
6 ВЫВОДЫ
1. Ультразвуковое сверление стекла, керамики и ситаллов алмазным инструментом на металлических связках является высокопроизводительным и перспективным способом обработки глубоких отверстий малого диаметра (D = 3¸10 мм и hдо 500 мм).
2. Наиболее высокие режущие свойства имеют синтетические монокристальные алмазы САМ. Минимальный удельный износ показали инструменты из натуральных алмазов и САМ.
3. Технологические характеристики алмазного сверления существенно зависят и от прочностных свойств связки: увеличение прочности связки в 1,5–2 раза приводит к повышению производительности на 50—60% и снижению удельного расхода алмазов в 2 раза. Наиболее высокие режущие свойства имеют сверла на металлических связках М5–6 и М5–10.
4. Установлены режимы ультразвукового алмазного сверления глубоких отверстий малого диаметра и характеристики инструмента: удельная сила подачи р=18¸42 кГ/см2, число оборотов n= 1800¸2400 в минуту, амплитуда колебаний инструмента 10–11 мкм, зернистость алмазов АМ160/125 и САМ160/125, концентрация K=100¸150%, связки М5-6 и М5-10.
5. Установлена обрабатываемость хрупких неметаллических материалов алмазным инструментом с воздействием ультразвука.
6.Точность ультразвуковой алмазной обработки отверстий D = 3¸6 мм и глубиной hдо 200 мм находится в пределах 2-го класса.
7. Применение режимов резания с малой принудительной подачей (режим ультразвуковой алмазной доводки) позволяет получить высокий класс чистоты обработанной поверхности при использовании сверл АМ63/50 и АМ160/125.
8. Ультразвуковые вращающиеся головки УЗВГ-2 и УЗГП можно установить на обычных металлорежущих станках (расточных, фрезерных, сверлильных).
7 Список использованных источников
1. Марков А.И. Ультразвуковое резание труднообрабатываемых материалов. М.: Машиностроение, 1968.
2. Резание труднообрабатываемых материалов. Под ред. проф. П.Г. Петрухи. М.: Машиностроение, 1972, 175 с.
3. Петров Т.А., Рубцова Л.А. и др. Влияние различных методов обработки на состояние поверхностного слоя штампов с вставками из твердого сплава. Сборник «Электрофизические и электрохимические методы обработки». М.: НИИМАШ, №2, 1969.
4. Калинин Е.П., Салтанов В.М. и др. Новый метод ультразвуковой обработки внутренних сферических поверхностей твердосплавных штампов. «Ультразвуковая техника», 1969, №3.
5. Пискунов Ю.Ф. Ультразвуковая обработка хрупких материалов непрофилированным инструментом. Сборник «Электрофизические и электрохимические методы обработки». М.: НИИМАШ, №5–6, 1969.
6. Марков А.И. Резание труднообрабатываемых материалов при помощи ультразвуковых и звуковых колебаний. М.: Машгиз, 1962.
7.Щербак М.В. и Чергештов В.М. К вопросу о влиянии серды на процесс ультразвуковой размерной абразивной обработки материалов. Сборник «Электрофизические и электрохимические методы обработки». №2, М.: МДНТП, 1968.
8. Щичилин В.М., Лапаев Ю.А. и др. Ультразвуковое шлифование абразивно-алмазным инструментом новых конструкционных материалов. Л.: ЛДНТП, 1969.
9. Салтанов В.М., Калинин Е.П. и др. Ультразвуковое образование резьб малого размера метчиками и раскатниками. Сборник «Резьбообразующий инструмент». М.: НИИМАШ, 1968.
10. Привалов В.А. Сверление глубоких отверстий малого диаметра в нержавеющей стали с применением ультразвука. «Ультразвуковая техника», 1968, №2.