Судостороительное предприятие
| Сдавался/использовался | 2000г. |
| Примечание | Судостроительный завод им.Ленина |
| Загрузить архив: | |
| Файл: 027-0003.zip (21kb [zip], Скачиваний: 86) скачать |
1.2. Территория и акватория.
ССЗим.Ленина расположенна правомберегу рекиВолгии занимаеттерриториюот староготрусовскогомоста донефтебазы№5. Акваториейзавода являетсявсяприбрежная часть р.Волгиотстарого мостадо нефтебазы №5.Планзавода показанна следующемлисте,где :
1 - Дизельныйцех
2 - Котельноеотделение
3 - Термическийцех
4 - Кузнечныйцех
5 - Заплавочноеотделение
6 - Участокновойтехники
7 - Сан. Блок
8 - Электромеханическийцех
9 - Механическийцех
10 - Склад
11 - Навес
12 - Капер
13 - Бомбоубежище
14 - Лесосушилка
15 - Складмоделей
16 - Малярный цех
17 - Складполуфабрикатов
18 - Заводоупрвление
19 - Складлеса
20 -Модельный цех
21 -Строительный цех
22 - Литейныйцех
23 - Новыйлитейныйцех
24 - ОГМ
25 - Сад
26 - Столовая
27 - Склад
28 - СкладОРСа
29- Стапель
30- Судокорпусныйцех
31 -Док
32- Электроучасток
33 -Слесарно-монтажныйцех
34 - Участокгазотермическогонапыления
35 - Плотницкийцех
36 - Аккумуляторная
37 -ЦТЭ
1.3. Структура управления предприятием. Функциональные ролиподразделений, отделовуправления , служби должностныхлиц.
ССЗ им. Ленинавозглавляетсядиректором , которыйнесёт полную ответственностьзавсю деятельностьпредприятия .Директор осуществляетруководство предприятиемчерезсвоих заместителей, главногобухгалтера иначальниковнепосредственноподчинённых ему отделов.
Главный инженер руководит всей производственно-технической деятельностьюпредприятия. Он наравнес директоромотвечает за работупредприятия.
Все подразделениязаводоупрвления выполняютопределенныефункции дляобеспеченияпроизводственнойдеятельности предприятия, указанныениже.
Отдел капитальногостроительства(ОКС) занимаетсявопросами, связаннымис проектированием, реконструкциейистроительствомпромышленных зданийи сооруженийсудоремонтногопредприятия через подрядныеорганизацииили хозяйственнымспособом.
Зам. директорапоэкономическим вопросамзанимаетсясовершенствованиемэконмики производства. Находящиеся в его подчинении планово-экономическийотдел(ПЭО) разрабатываеттехнико-экономическиепоказатели перспективныхгодовыхи квартальныхпланов попроизводству, трудуи себестоимостидля всехзвеньев предприятия, занимается организацией внутризаводского хозяйственногорасчёта, статистическимучётоми анализомхозяйственнойдеятельности цеховипредприятия вцелом.
Отдел организациитруда изаработной платы, такженаходящийсяв ведении зам. директорапоэкономическим вопросам,разрабатываети внедряетвпроизводство технически обоснованные нормы;производит анализвыполнения планапотруду, занимаетсявопросамитарификации, организации труда, составлениемштатныхрасписаний, разработкойсистемоплаты труда иучаствуетв мероприятияхпоповышению производительности труда.
Главный бухгалтерспомощью своегоаппаратаосуществляет бухгалтерскийучет иконтрольза правильностьюпроведения расходованиявсехденежных средств ,составляяотчеты ибалансы.
Зам. директорапо кадрамприпомощи отделакадров иучебно-курсовогокомбината обеспечиваетпредприятиекадрами, занимаетсяповышением ихквалификации, подготовкойрабочих различныхпрофессий, ипринимает участиеввыдвижение на руководящие должности инженерно-технических работниковислужащих .
Зам. директорапообщим вопросамприпомощи подчинённыхемуотделов обеспечиваетпредприятие необходимымиматериалами, решаетвопросы бытарабочихи служащихируководит хозяйствомзавода.
Отдел техническогоконтроля( ОТК ) контролируеткачествои комплектностьвыпускаемойпродукции иосуществляетмероприятия попредупреждениюи устранениюбрака.
Начальник техническогоотделапри помощиразличныхбюро, находящихся в веденииглавного конструктораиглавного технологаобеспечиваетсвоевременную икачественнуютехническую подготовкукпроизводству путёмразработкитехнической документации, внедрениявпроизводство прогрессивнойтехнологии, высокопроизводительногооборудования ,приспособленийи инструментаисоставлением сметикалькуляций .
Начальник производственно-технического отделаприпомощи подчиненныхемубюро группипроизводителейработ принимаетиоформляет заказынасудоремонтные работы,обеспечиваетзагрузку цехов, следитзавыполнением работцехамив сроки, установленные оперативнымиграфиками,контролируют выполнениецехамипроизводственныхпланов, составляетоперативнуюотчетность попроизводствус последующеманализомработ цехов.
Главный энергетик,опираясьна свойаппарат,обеспечивает бесперебойнуюработу всего энергетическогооборудованияи электротехническихустановок.
Отделтехникибезопасности разрабатываетмероприятияпо охранетрудаи техникибезопасности, обеспечивающиебезопасныеусловия работы насудах и вцехах;руководит составлениемцехамиправил иинструкцийпо безопаснымметодамтруда длярабочих;следит засвоевременнымиспытанием грузоподъёмныхсредств, атакже аппаратовиёмкостей ,находящихсяпод давлением ;запроведением инструктажапотехнике безопасности иохранетруда всехработников,особенно вновьдопускаемыхк работе, принимаетучастие врасследовании причиннесчастныхслучаев.
2. Слесарно-монтажныйцех.
2.1. Назначениецеха иорганизационнаяструктура.
В слесарно-монтажном цехепроизводитсяремонт палубныхмеханизмов ,элементов системэнергетическойустановки, общесудовыхсистем и т. д. Такжеработникицеха производятремонтныеработы непосредственнонасудах ( ремонткорпуса , мелкийремонтбез демонтажамеханизмов, монтажи демонтажоборудования и т. д. ).
Руководитель цеха- его начальник. Вего распоряженииимеетсяаппарат ,помогающийему осуществлятьруководствоцехом .
Зам . начальникацехаосуществляет оперативно производственные планирования, распределяяработу междурабочими-станочникамии бригадирамислесарей,обеспечивая ихприэтом материалами,заготовкамии техническойдокументацией , разрабатываетивнедряет прогрессивные технологическиепроцессы,позволяющие повышатьпроизводительностьтуда рабочих, улучшатьстепеньиспользования производственногооборудования иповышатькачество выпускаемойпродукции.
Обязанностииправа инженера-технологаинормировщика подобныаналогичнымдолжностям вдизелеремонтномцехе.
Начальник-докмейстер докаявляетсястаршим административно-хозяйственнымм, техническим лицомна доке,а такжепроизводителемработ подоковомуремонту судов, подчиняется начальнику слесарно-монтажногоцехав оперативнойработе- начальникупроизводственногоотдела.
Экономист ведёт учет иконтрольза ходомвыполненияплановых заданийпоцеху иегоучасткам всроки ,обусловленные договором .Принимаетмеры попредупреждениюи устранению нарушенийходапроизводства ,привлекает принеобходимости соответствующиеслужбызавода . Всвоейработе оносуществляетэкономический анализхоз.деятельности цеха.
2.2. Основныеработы , выполняемыепо цеху.
Цех подразделяетсянанесколько участков:слесарный, станочный,трубный, электроучасток,участкиремонта судовыхмеханизмови ремонтагребно-рулевогокомплекса. Каждыйучастоквыполняет определенныевидыработ.
Электроучасток занимаетсячисткой,ремонтом, сборкойэлектроагрегатов(асинхронных, синхронныхдвигателей,генераторов и т. д.).Производитсязамена щётокстатора ,перемотка индукционныхкатушекит. д.
Научастке ремонта судовыхмеханизмовпроизводится осмотр,чистка,ремонт водяныхимасляных холодильников,котлов,зачистных игрузовыхнасосов, брашпилей,шпилейи. т. д. Упаровыхкотлов производитсячисткадымогарных труб ,заменанегодных труб ,ремонтфорсунок подачитоплива, ремонтстенокгазовой камерыи т. д.Холодильники чистятводойпо давлением,меняют негодныетрубки, ремонтируютилименяют корпусхолодильникаи т. д .
Научасткеремонта гребно-рулевогокомплексаремонтируют валопроводы,рулевоеи подруливающиеустройства.У валовпроизводятобточку посадочныхповерхностейпод подшипники,производят покрытиеэпоксиднойсмолой исурикомэтих поверхностей ,которыемогут контактировать сзабортной водой.Урулевого устройствапроизводят ремонт илизаменубаллера рулясамогоруляи т. д.
Натрубномучастке производятгибку,сварку трубразличнойдлины идиаметра, изготавливаютзмеевиковыеконструкции длясистемтрубопроводов судов.
2.2.1. Технологическаяинструкция поремонтуводяного холодильника
двигателятипаНВД 48.
1. Дефектацияхолодильника.
1.1.Снятиеторцовых крышекхолодильника и выниманиетрубногопакета
1.2.Очисткаот грязииржавчины корпуса,трубногопакета икрышкихолодильника ипромывкаих водой.
1.3. Производствовнешнегоосмотра корпусахолодильника.Трещины исквознойкоррозийный износнедопускаются .Допускаетсякоррозийный износнеболее 30%строительнойтолщины цилиндрическойчастикорпуса.
1.4. Гидравлическоеиспытаниекорпуса холодильникадавлением4 кгс/см2
1.5.Осмотртрубного пакетахолодильника для определениястепениего загрязнения,какс внешней,так ис внутреннейстороны,и замеркаштангенциркулемтолщины потоконаправляющихперегородок.
1.6. Гидравлическоеиспытание трубного пакетадавлением3 кгс/см2 .
2. Ремонти сборкахолодильника.
2.1.При износе потоконаправоляющих перегородоктрубногопакета болеедопустимыхпределов переборкизаменяютсяс выполнениемследующихработ :
1)Припомощи выколоткивыбитьна 5-6ммвсе трубкиизверхней трубнойрешетки .
2)Вставитьво всетрубкисо стороныверхнейтрубной решеткистальныенаконечники, изготовленныесогласноэскизу.
3)Установитьна наконечникисверхустальной глухойфланецс размерами,равнымиразмерам трубнойрешетки,с отверстиямидляшпилек, посредствомкоторыхтрубная решеткасоединенас крышкойхолодильника .
4)Навернутьна шпилькигайкиМ12 иключом,при затяжкефланцагайками попеременнокрест-накрест,произвести спрессовкуверхнейтрубной решеткиструбок трубногопакета .
Аналогичные работыпроизвестис нижней трубнойрешеткой .
2.2. Сборкатрубного пакета:
1)Вставитьв нижнюютрубнуюрешетку вкрайниеравнорасположенныеотверстия монтажныешпильки.
2)Установитьнакаждуюшпильку распорнуювтулкудлиной 100мм,а сверхувтулоксоответственноотверстиям трубнойрешетки перегородку диаметром246/150.
Сверху перегородкиустановитьна шпильки повтулке длиной50 мми перегородкудиаметром220 мм. Итакпоследовательночередуя перегородкимеждусобой, ипроставляямежду нимираспорныевтулки длиной50мм, установитьвеськомплект перегородки.
3)Установитьна последнююперегородкувтулки длиной100мм исверхуверхнюю трубнуюрешетку соответственноотверстиям собранногокомплекта.
4)Открепитьрешетки гайкамишпилеки замерить высотусобранногопакета , котораядолжнабыть равнойранеезамеренной высотедоразборки пакета .Выполнениетребуемой высотыпакета, параллельноститрубныхрешеток производитьзасчет подрезкиверхнихраспорных втулок.
5)Послефиксации решетокпроизвестизаводку трубокчерезвесь собранныйпакетЗаводку следуетначинатьсо среднихотверстийтрубных решетокконцы трубок изкаждойтрубной решеткидолжнывыступать неболеечем на0,4 - 0,7 мм.
6) Предварительноразвальцевать( зафиксировать )при помощиоправокконцы всехтрубок ,исключая посредствомэтогосвободное перемещениетрубокв пакете .Концы5 - 6 трубокпослеэтого следуетосновательноразвальцевать .
7)Отвернутьгайки монтажныхшпилек ,вынуть шпилькиизтрубного пакетаина ихместовставить недостающиетрубки . Распорные втулкиприэтом должныостатьсяна своихместах .Концы вставленныхтрубокпредварительноразвальцевать .
8) Произвести обмерсобранноготрубного пакетанасоответствие егоисходнойтребуемой высотыипараллельностиплоскостей трубныхрешеток .
9)Произвестиприпайку трубок ктрубным решеткам .Припайкуосуществлять путемпогружениятрубных решетокврасплав оловадоотметки облуженныхранеетрубок .
Привыемкеиз расплавакаждойрешетки необходимосразуже продутьсжатымвоздухом всетрубкидля удалениянаплывоволова вотверстияхтрубок . Оставшиесянаплывыудалить разверткойдиаметром8мм .
Примечание. Закреплениетрубокв трубныхрешеткахвозможно производитьбезлужения трубокирешеток . Закреплениевэтом случаедолжноосуществлятьсяпутем развальцовкитрубокдвумя коническимиоправкамивставленными с2-хконцов каждойтрубки .Нанесение ударовпооправкам должнобытьсогласованным ,одновременным .
При закреплениитрубокследует учитыватьвозможностьдеформации трубныхрешеток .Для исключениядеформацийзакрепление трубоквыполнятьпопеременно сразныхсторон каждогорядатрубок , контролируяприэтом линейкойплоскостностьповерхности каждойтрубнойрешетки .
Закрепление трубоктакимспособом должноосуществлятьсяопытными работниками,имеющимиопытинавык выполненияподобныхработ .
10)Собранныйтрубный пакетподвергнутьгидравлическомуиспытанию давлением 3 кгс/см2.Течьвместах соединениятрубокс решетками итрубок недопускается.
2.3. Изготовитьвновьпрокладки иуплотнениесальника изрезинытипа 1ТМКЩ-М-1.1ГОСТ1338-77 .
2.4. Произвестиполнуюсборку холодильника .
2.5.Послесборки холодильникаобеполости подвергнутьгидравлическомуиспытанию давлением 3 кгс/см2.Течь вместахсоединений холодильниканедопускается .
2.6.Контрольза сборкойигидравлическимииспытаниями производитьподнаблюдением ОТК .
2.3. Оборудованиецеха.
В целях облегченияработына территориицехаустановлено следующееоборудование:токарные станки,трубогибочные,вертикально - ирадиально-сверлильныестанки, труборезныестанки,виброножницы, пресс,сварочныетрансформаторыит. д.
Трубогибочные станкиСТГ-1МиСТГ - 2Мпредназначеныдля холоднойгибкитруб ( стальных ,медных иалюминевых ).Использование холоднойгибки позволяетполучитьстандартные радиусыгибкии обеспечиваетхорошеекачество изгибов.Кромехолодной гибкинатрубном участкевыполняюттакже горячуюгибку .При этомтрубунабивают мелкимкварцевымпеском, местопогибанагревают вгорнеи гнутнаспециальной гибочнойплите ,имеющей перфорациюдляустановки системыупоров.
Вибрационные ножницыиспользуютдля фигурныхвырезов, длявырезкиотверстий влистахстали илидругихматериалах . Верхнийнож( подвижный ) совершает возвратно-поступательные движениясчастотой до500двойных ходоввминуту.
3. Механическийцех.
3.1. Назначениеи организационнаяструктурацеха.
Механический цехпредназначендля изготовленияимех. обработкидеталейсудовых механизмовсэлементами машиностроения, т. е. валов, цилиндровых втулок,поршней,зубчатых колес,вкладышей и т. д.
Руководит работойначальникцеха, которомунепосредственноподчиняются старшиймастер имастера, атакженормировщики .
Старший мастерявляетсяорганизатором трудаипроизводства, атакжеруководит работойподчиненныхему мастеров.Егоуказания являютсяобязательнымидля починенныхемумастеров ирабочих.
Мастера производственныхучастковподчиняются старшемумастеру,являются непосредственными руководителямии осуществляютруководствовозглавляемых имиучастков .Каждый мастеробеспечиваетвыполнение участкомвустановленные срокиплановыхзаданий пообъему,качеству иноменклатурепродукции, обеспечиваетрасстановкурабочих, контролируетсоблюдениетехнологическихпроцессов, проверяеткачествовыпускаемой продукции .
Самцехразделяется нанесколькоучастков: поршневойрасточной,заплавочный, термическийи т. д.
3.2. Основныеработы ,выполняемые поцеху .
Напоршневомучастке производятсяработыпо изготовлениюизсилуминовых отливокпоршнейдля судовыхдизелей .
Нарасточномучастке выполняютсяработыпоизготовлениюиз чугунных заготовок цилиндровыхвтулокна дизелитипаNVD “ Шкода ” ,6ЧН12и др. Такжевыполняютсяработы поизготовлениювкладышей ,производитсяпроточка пазовдлязаплавки подшипниковбаббитом.
Заплавочный участокпроизводитпайку подшипников,вкладышей,а такжепроизводитзаплавку этихдеталей .
Термический участокзанимаетсятермической обработкойзаготовокпосле ихпоступленияиз кузнечногоилилитейного цехов.Производитзакалку поршней,необходимуюдля обеспеченияихдальнейшей обработки,производитотжиг, искусственноестарениедеталей.
Такжевмех. цехевыполняютсяработы поизготовлению и ремонтувалов .При ихобработкепроводят операцииобточки ,обдирки , точенияит.д.
Планцехаприведен наследующемлисте ,гдеприняты такиеобозначения:
Станки:
Т - токарный,
ГФ - горизонтально-фрезерный,
ВФ - вертикально-фрезерный,
РС - радиально-сверлильный,
ГР - горизонтально-расточной,
Р - расточной,
ТЧПУ - токарный сЧПУ,
З - зубофрезерный,
КШиПШ -круглошлифовальныйи плоскошлифовальный,
Х - хонинговальный ,
Д - долбёжный ,
К - токарно-карусельный,
Остальное :
ИС - испытательныйстенд,
Рст - разметочныйстол .
3.2.1. Маршрутнаятехнология изготовленияпоршневогопальца
двигателятипа НВД48 .
1.Сверление отверстия .
2. Рассверливаниеотверстия.
3.Точениенаружного диаметра .
4.Подрезкаторцов .
5.Шлифование .
6. Суперфиниширование .
7.Термообработка( закалка ) .
4. Дизельремонтныйцех.
ДанныйцехЗАО ССЗим.Ленина выполняетдефектацию,сборку, разборкуикапитальный ремонт судовыхдизелей. На пирсезаводаустановлен крангрузоподъемностью40 т., которыйпроизводитвыемку иустановкудвигателей насудно .Для перевозкитяжёлыхи крупногабаритныхдеталейпо территориизаводаиспользуют электрокары.Перемещениедвигателей вцехупроизводят спомощью2-х мостовыхкранов. Дизельремонтныйцех введенвэксплуатацию в1984году ипредназначендля выполнениякапитальногоремонта судовыхдизелейтипа NVD 48,марок 6-8 NVD48A.Площадьцеха 3456 квадратныхметров .В цехуустановленымостовые краны грузоподъёмностью 32 т и 10 т и10 крановгрузоподъёмностью 1т.
Вцехеорганизованы участки :разборки и мойки деталей,общей сборкидизелей,окраски , трубныйисварочный.
Дляповышениякачества ремонтадизелейв цехесозданыспециализированныеучастки поремонтушестерёных насосов,компрессоров,распредвалов, приводаклапанов,регуляторов, крышекцилиндров, топливнойаппаратуры .
Всеучасткиоборудованы средствамимеханизации,приспособлениямии инструментами .
Вмоечном отделенииустановленамоечная машина ( камера - мойка). Камера - мойка - тупиково-струйноготипас соплами,совершающимивозвратно-поступательныедвижения .Машинапредназначена длямойкидизелей всборе , атакже их деталей.Мойка производитсяводнымраствором каустическойсодымоющим средствомМД-2 .Для мойкибазовыхсталей ( фундаментнаярама, блок цилиндров ,коленчатыйвал ) , атакжекрышек цилиндров,распредвалов,навесных механизмовслужитванна дляочисткидеталей отмаслаи углеродистыхзагрязнений .Все основныеремонтныеработы ведутсявсоответствии с“ Техническимиусловиями накапитальныйремонт дизелейтипа NVD 48 ”( ТУ 212 РСФСР 411-59УК-84 )и технологическими инструкциями,разработаннымина заводе .Дляповышения качествакапитальногоремонта назаводевнедрены оснасткаиновые технологическиепроцессы,в частности,центробежнаязаливка вкладышейрамовыхподшипников , новаятехнологияпо отливкевтулокверхней головкишатунадизеля типа NVD 48из бронзы,универсальныйстенд дляобкаткитопливных насосов ,штампыдля изготовленияпрокладокит. д.
Вцеляхповышения надежностиигарантии качестваремонтадизелей онипроходятобкатку и испытанияна спец.стенде,оборудованном гидротормозомФруда . Топливныеи шестерёнчато-масляные насосыпроходятобкатку ииспытанияна спец.стендахдо постановкиихна двигатели.
Для механизации разборных работ на заводе изготавливается механизированнаяустановкас электроприводомдля отворачивания гаек анкерных связейишпилек крышекцилиндровпо типуболтоверта.
План дизельремонтногоцехаприведён наследующемлисте.
4.1. Организационная структураи схемауправленияцеха.
Функциональные обязанностидолжностных лиц
в цехе .
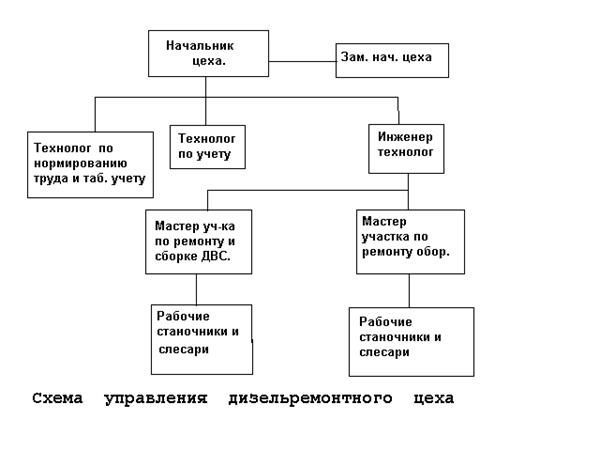
Как видноизсхемы, враспоряженииначальника цехаимеетсяаппарат , которыйпомогаетему осуществитьруководствовсей деятельностьюцеха .
Технолог по учету обеспечиваетрабочихматериалами, заготовками идокументацией.
Технологпонормированию трудаитабельному учетупроизводитнормирование выполняемыхработ,способствует внедрению технически обоснованных норм, анализируятехнологиюи организациютехили иныхсудоремонтныхработ .
Мастера являютсянепосредственнымиорганизаторамиработ насвоихучастках вцехах или на ремонтируемыхсудах. Мастер является центральной фигурой напроизводстве. Он организует производственныйпроцесспри строгомсоблюдениитехнологическойдисциплины, принимаетнаработу иувольняетрабочих сутверждения начальникацеха, производитрасстановкурабочих научасткеили объекте,присваиваетрабочим ( вустановленномпорядке ) тарифныеразряды,представляет отличившихсярабочих к премированию и др. поощрениям, премирует рабочих за высокиепроизводительные показатели изсредствпремиального фонда,выделяемогоежемесячно враспоряжениемастера , налагаетдисциплинарныевзыскания вустановленномпорядке, обеспечиваетвыполнениеучастком плановыхзаданий .
4.2. Технологические возможностистаночного
оборудования.
Токарно-винторезные станки модели 16К20 относятся к универсальному технологическому оборудованию,используемомупреимущественнона ремонтныхилидругих металлообрабатывающих предприятиях.Применяютсядля токарнойобработкинаружных ивнутреннихповерхностей деталейтипател вращенияразнообразногоосевого профиля,атакже длянарезаниярезьб. Станокпредназначендля нуждпредприятийвсех отраслейнародногохозяйства.
Токарно-винторезные станки1К62предназначены длявыполненияразличных токарных,сверлильных,расточных ирезьбонарезныхработ. Нанемможно выполнять:операциипо токарнойобработкетел вращенияразнообразногоосевого профиля,атакже подрезаниеторцов,проточку канавок,сверлениеотверстий, зенкерование,нарезаниеразличных резьб .
Горизонтально-расточныестанки модели2Е656и Е656Р предназначены дляиндивидуальнойи серийнойобработкитяжелых корпусныхдеталей ,имеющихточные отверстия,связанныемежду собой точнымирасстояниями.На станкахможнопроизводить сверление,растачивание,зенкерование, развертываниеотверстий,обтачивание торцоврадиальнымсуппортом съемнойпланшайбы,фрезерование торцовымифрезамии нарезаниерезьбырасточными шпинделями.Массаобрабатываемыхизделий до15 т.
Радиально-сверлильныйстанок облегченный2153Упредназначендля сверления,рассверливания ,зенкерования , развертыванияотверстий , нарезаниярезьбы ,подрезки плоскостейрезцоми торцовыминструментоми выполнениядругихопераций.
Радиально-сверлильныйстанок 2М55 предназначендлясверления сквозныхиглухих отверстийвсплошном материалеина последующейобработке.
Вертикально-сверлильныйстанок 2А135 предназначендлявыполнения техжеопераций , нодляизготовления деталейменьшихразмеров.
5. Док.
НаЗАОССЗ им. Ленинадляремонта подводнойчастисудов, гребныхвалов ,винтов предназначены2плавучих погруженныхдока.Один предназначендля докованиясудовводоизмещениемдо 1000 тонн,второй- 1758-гопроекта,построенный в1978 г.в г . Горьком -водоизмещением5000 тонн, предназначеныдлядокования судовтипа“Волгонефть” .
Док спроектированкомпозитным:сам понтонсделаниз железобетона , абоковыебашни - стальные .Для стокаводы,при осушениидока ,на палубекбортам сделануклонна20 см.
Работадокаосуществляетсяследующим образом :докзатопляется ( вода ,черезоткрытые задвижки ,самолетомпоступает в12баластных цистерн ,такимобразом , чтопогружениедока происходитза 1час ) , затемвпространство междубашнямидока спомощью6-ти шпилей ,укрепленныхна башнях ,заводитсясудно ,при этомонос помощьютехже шпилейравняетсястрого попродольнойоси дока ,послеэтого 4насосаначинают откачиватьводуиз баластныхцистерн( полный подъемдокаиз водыпроисходитза1,5 часа ) .Приосушении докасудновстает наспециальноустановленные попродольнойоси докакильблоки( при этом ,еслинеобходимо , подкорпуссудна устанавливаютдополнительныекильблоки ) . Дляоблегченияремонтных работпредназначенподъемный кран ,установленныйна однойизбашен испособныйпо нейперемещаться .
Для постановкисуднав докегокапитан иливладелецпредоставляет начальникудоканеобходимые сведенияидокументы , т. к.при докованиисуднасоставляется схемапостановки ,адляэтого необходимоиметьтеоретический чертежсудна ,т. е. знатьегообводы корпуса ,осадкусудна , водоизмещение.Капитанили владелецпредоставляетсведения оналичиитоплива , масла ,преснойводы , балласта .Всёэто учитываетсяприпостановке суднавдок.
Посколькувсерабочие насосыдокаработают отэлектропривода ,то ихобеспечиваютэлектроэнергией3 дизель-генератора6ЧН12/22 мощностью150кВт каждый .Отних такжепитаетсясистема освещения,система электросвязиидругие системы .
Такженадоке установлены2 паровых котласрабочим давлением 2кгс/см2и 2воздушныхкомпрессора .
Для обеспеченияпротивопожарнойбезопасности надокеустановлены 5пожарныхнасосов , наоднойбашне - 2насоса ,на другой-3 .
6. Кузнечныйцех.
Кузнечныйцех предназначендляобеспечения основныхцеховзавода заготовками ,изкоторых будутизготавливатьсядетали дляремонтируемыхна предприятиисудов . В цехеВыполняютсяработы пополучениюзаготовок путемковкиили горячейштамповки .
Ковка-вид горячейобработкиметаллов давлением,прикотором металлисследовательнодеформируется спомощьюуниверсальногоинструмента ( молота ) .Нагретую заготовкуукладываютна столиуниверсальным инструментомисследовательнодеформируют наеёотдельных участках. Металлсвободно течётв стороны, неограниченныерабочими поверхностямиинструмента,в качествекоторогоприменяют плоскиеилифигурные молоты,атакже различныйподкладнойинструмент.
Горячая штамповка-это видобработкиметаллов давлением ,прикотором формообразованиепоковкииз нагретойзаготовкиосуществляют спомощьюспециального инструмента( штампа ) .Течение металлаограничиваетсяповерхностями полостей( атакже выступов ) ,изготовленныхв отдельныхчастяхштампа так ,чтов конечныймоментштамповки ониобразуютединую замкнутуюполостьпо конфигурациипоковки .
Дляполучениязаготовок даннымиметодамипредназначено установленноевцехе оборудование .Этодва горна ,предназначенныедля нагревазаготовокперед ихобработкойковкой илиштамповкой .
Кроме этого, для получения заготовок методомковки, в цехеустановлено6 кузнечныхпневматических молотов, которые приводятся в движение сжатымвоздухомпри давлении0,2 - 0,3Мпа. При использовании молотов заготовка изменяет свою форму засчет ударных( динамических)нагрузок .
Для изготовлениязаготовокметодом штамповки( атакже некоторыхзаготовокметодом поковки )вцехе установлено2гидравлическихпресса ( каждыйизкоторых развиваетусилиедо 3015гс/см2 ) ,усилия вкоторыхсоздаются спомощьюжидкости ( воднойэмульсииили масла )высокогодавления ( 20 - 30Мпа) .При использованиипрессазаготовка изменяетсвоюформу засчетстатических нагрузок .
7. Литейныйцех.
Как и кузнечный, литейный цех предназначен для обеспечения основных цехов предприятия( восновном механического )заготовками, из которых изготавливаютсяпоршни дизелей,цилиндровыевтулки и т. д.Вцехе выполняютсяработыпо получениюзаготовоклитьем .
Литейным производствомназываетсяотрасль, занимающаясяизготовлением фасонныхдеталейили заготовокпутемзаливки расплавленногометалла в форму,полостькоторой имеет конфигурациюдетали. Послезатвердевания металла вформеполучается отливка ,которуюв дальнейшемподвергаютмеханической обработке .
Цехразделенна несколькоучастков ,специализирующихсяна получениизаготовоккакой-либо определеннойформы (участокизготовления поршней,участокизготовления цилиндровыхвтулок ит. д.) . Так, например,научастке изготовленияпоршнейустановлены 2электрическиепечи БК30иБК40 дляплавкисилумена (сплавааллюминияс кремнием).Научастке изготовленияцилиндровыхвтулок дляплавкиметалла (серогочугуна) используютпечи типа“Вагранка”,которые представляютсобойшахтные печи,где плавлениечугунапроисходит засчеттепла, выделяемоговрезультате сгораниякокса .После этойпечирасплавленный чугунразливаетсяпо формам .Заготовкидля цилиндровыхвтулокдля дальнейшеймеханическойобработки получаютпутемзаливания расплавленногочугунав кокили .Болеемелкие детали( шкивы,зубчатые колесаит. д.) получаютпутемфориовки в2-хкоках. Кромевышеуказанныхпечей влитейномцехе установленыгазовыепечи длявыплавки бронзы производительностью 100кг/час .